1.本技术涉及纺织机械的技术领域,尤其是涉及一种灯芯绒的割绒装置。
背景技术:
2.灯芯绒原料一般以棉为主,也有和涤纶、腈纶、氨纶等纤维混纺或交织的。灯芯绒生产中,灯芯绒先要通过割绒对毛圈进行剪割处理,使织物表面布满平整的绒毛,再经刷绒整理后,织物表面就形成了耸立的灯芯绒绒条。
3.相关技术中,可参考申请公布号为cn112626775a的中国发明专利,其公开了一种割绒装置及割绒方法,包括机架、环形割刀和两个转动辊,所述机架上设有多个夹刀组件,所述夹刀组件包括走刀座、下滚轮、上滚轮、下连接轴和上连接轴,所述环形割刀套设在两个转动辊上,所述走刀座包括依次设置的固定块、侧板和上连接板,所述下连接轴一端与固定块连接,另一端转动连接下滚轮,所述上连接轴一端通过螺栓与侧板固定,另一端转动连接上滚轮,下滚轮和上滚轮之间夹持环形割刀。该发明通过上下滚轮夹紧环形割刀,由于上下滚轮与环形割刀之间均为滚动摩擦,大大降低了摩擦系数,避免刀片过热,割绒更加稳定,提高3倍割绒精度,保证了割绒质量。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:灯芯绒生产时布料通过割绒装置来切割布料表面纹理,在切割不同纹理的灯芯绒时,需要对环形割刀进行更换,而套设环形割刀的转动辊转动安装在机架上,因此更换过程繁琐,浪费了较多的时间,降低了割绒装置的生产效率。
技术实现要素:
5.为了提高工作效率,本技术提供了一种灯芯绒的割绒装置。
6.本技术提供的一种灯芯绒的割绒装置,采用如下的技术方案:
7.一种灯芯绒的割绒装置包括机架、转动安装在机架上的刀辊,所述机架上设置有用于驱动刀辊转动的驱动组件,所述机架上设置有对刀辊进行限位的限位组件,所述限位组件包括;
8.限位块,所述限位块通过转轴转动设置在机架上,所述转轴与驱动组件连接,所述限位块上开设有限位槽,所述刀辊放置在限位槽上;
9.支撑板,所述支撑板转动设置在限位块上且抵紧在刀辊上;
10.锁定组件,所述锁定组件设置在限位块上且用于对支撑板位置进行锁定。
11.通过采用上述技术方案,驱动组件启动带动转轴和限位块转动,限位块转动带动刀辊转动对布料进行割绒,需要更换刀辊时,解锁锁定组件,支撑板在重力作用下转开,刀辊从限位块上掉落,将新刀辊装入限位槽上,转动支撑板与刀辊抵紧,锁定限位组件,从而完成了对刀辊的更换,更换过程简单快捷,节省了时间,提高了割绒装置的生产效率。
12.可选的,所述锁定组件包括;
13.转杆,所述转杆转动设置在限位块上;
14.支撑辊,所述支撑辊转动设置在转杆上且与支撑板下表面抵触;
15.转盘,所述转盘设置在转杆上;
16.插杆,所述插杆滑移设置在转盘上且与限位块插接配合。
17.通过采用上述技术方案,转动限位槽开口朝下,拔出插杆,转杆转动带动支撑辊转动与支撑板脱离,刀辊在重力作用下推动支撑板转动,刀辊从限位槽上掉落,而刀辊装入限位槽后,转动支撑板与刀辊抵紧,转杆转动带动支承辊抵触在支撑板下表面上,插杆插入限位块,从而完成对支撑板和刀辊的限位。
18.可选的,所述驱动组件包括;
19.第一传动轮,所述第一传动轮设置在转轴上;
20.驱动电机,所述驱动电机设置在机架上;
21.第二传动轮,所述第二传动轮设置在驱动电机输出轴上且通过传动带与第一传动轮连接。
22.通过采用上述技术方案,驱动电机启动带动第二传动轮转动,第二传动轮转动通过传动带带动第一传动轮转动,第一传动轮转动带动转轴转动,从而实现驱动电机驱动转轴转动。
23.可选的,地面上设置有用于对所述机架上的刀辊进行更换的更换机构,所述更换机构包括;
24.安装架,所述安装架设置在地面上且设置有滚动地面上的万向轮;
25.剪叉式升降台,所述剪叉式升降台设置在安装架上;
26.移动台,所述移动台设置在剪叉式升降台上。
27.通过采用上述技术方案,将新的刀辊放置到移动台上,移动安装架使移动台移至刀辊下方,剪叉式升降台启动带动移动台靠近刀辊,然后解锁锁定组件,刀辊掉落在移动台上,推动更换的刀辊移至一侧,然后剪叉式升降台带动新的刀辊上移,推动新的刀辊使得刀辊放置到限位槽上,然后锁定锁定组件,接着剪叉式升降台带动升降台下移,从而完成对刀辊的更换,因此无需人工抬升刀辊进行移动,降低了工作人员的工作强度,提高了割绒装置的生产效率。
28.可选的,所述移动台上滑移设置有移动座,所述移动台上设置有与移动座连接的气缸,所述移动座上设置有对刀辊进行限位的限位板。
29.通过采用上述技术方案,刀辊掉落在移动台上,限位板对掉落的刀辊进行限位,气缸启动带动移动台移动,移动台移动带动移动座移动,移动座移动带动更换的刀辊移至一侧,而新的刀辊移至限位槽正下方,然后即能对新刀辊进行安装,从而完成了刀辊的更换,无需人工推动刀辊,降低了工作人员的工作强度,节省了时间,提高了割绒装置的生产效率。
30.可选的,所述机架上设置有对切割下的绒毛进行收集的收集结构,所述收集结构包括;
31.容置箱,所述容置箱设置在机架上;
32.吸尘罩,所述吸尘罩设置在机架上且用于吸收刀辊上切割下的绒毛并与容置箱连通;
33.风机,所述风机设置在容置箱上且将绒毛吸入容置箱内;
34.过滤网,所述过滤网设置在容置箱上且用于对绒毛进行过滤;
35.清废组件,所述清废组件设置在容置箱上且用于对过滤网进行清理。
36.刀辊对灯芯绒布料进行割绒时,切割下来的绒毛容易飘散在环境中对环境造成污染;
37.通过采用上述技术方案,风机启动,绒毛被吸入吸尘罩后进入容置箱内,绒毛堆积在过滤网上,清废组件启动对过滤网上绒毛进行清理,从而实现对刀辊切割时产生的绒毛进行收集,降低了绒毛飘散在环境中对环境造成污染的概率。
38.可选的,所述清废组件包括;
39.清理气缸,所述清理气缸设置在容置箱上;
40.清理板,所述清理板设置在清理气缸活塞杆上,所述清理板上设有抵触在过滤网上的刷毛;
41.处理组件,所述处理组件设置在容置箱上且用于对清理下的绒毛进行处理。
42.通过采用上述技术方案,清理气缸启动带动清理板移动,清理板移动带动刷毛对过滤网上绒毛进行清理,处理组件将清理下来的绒毛进行处理,从而实现了对过滤网上绒毛的清理,加快了空气通过过滤网的速率,提高了过滤网对绒毛的收集效率。
43.可选的,所述处理组件包括;
44.处理盒,所述处理盒设置在容置箱上且与容置箱内部连通,绒毛在所述清理板的作用下移至处理盒内进行收集;
45.抽盒,所述处理盒上开设有滑移孔,所述抽盒滑移设置在滑移孔上;
46.定位板,所述定位板设置在抽盒侧壁上且与处理盒外侧壁抵触。
47.通过采用上述技术方案,抽盒对掉入处理盒内的绒毛进行收集,移动定位板抽出抽盒对抽盒进行清理,然后将抽盒滑移安装到滑移孔内,并使定位板与处理盒外侧壁抵触,从而完成对过滤出来的绒毛的回收处理,提高了处理盒对绒毛的收集效果。
48.可选的,所述移动座上设置有用于对刀辊进行缓冲的缓冲垫。
49.通过采用上述技术方案,缓冲垫对掉落的刀辊进行缓冲,降低了刀辊掉落在移动座上对刀辊刀面造成的损伤。
50.综上所述,本技术包括以下至少一种有益技术效果:
51.1.通过驱动组件启动带动刀辊转动对布料进行割绒,需要更换刀辊时,解锁锁定组件,刀辊从限位块上掉落,将新刀辊装入限位槽上,锁定限位组件,从而完成了对刀辊的更换,更换过程简单快捷,节省了时间,提高了割绒装置的生产效率;
52.2.通过将新的刀辊放置到移动台上,移动安装架使移动台位于刀辊下方,剪叉式升降台启动带动移动台靠近刀辊,然后解锁锁定组件,刀辊掉落在移动台上,推动更换的刀辊移至一侧,然后剪叉式升降台推动新的刀辊使得刀辊放置到限位槽上,然后锁定锁定组件,从而完成对刀辊的更换,因此无需人工抬升刀辊进行移动,降低了工作人员的工作强度,提高了割绒装置的生产效率;
53.3.通过风机启动,绒毛被吸入吸尘罩后进入容置箱内,绒毛堆积在过滤网上,清废组件启动对过滤网上绒毛进行清理,从而实现对刀辊切割时产生的绒毛进行收集,降低了绒毛飘散在环境中对环境造成污染的概率。
附图说明
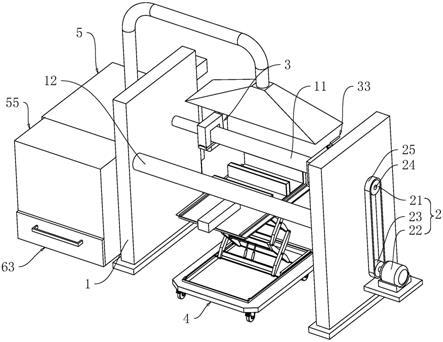
54.图1是本技术的立体结构示意图;
55.图2是本技术中限位组件的结构示意图,其中对刀辊进行了爆炸;
56.图3是本技术中更换机构的结构示意图;
57.图4是本技术中收集结构的结构示意图,其中对容置箱和处理盒侧壁进行了剖视。
58.附图标记:1、机架;11、刀辊;12、导向辊;2、驱动组件;21、第一传动轮;22、驱动电机;23、第二传动轮;24、转轴;25、传动带;3、限位组件;31、限位块;32、支撑板;33、锁定组件;34、限位槽;331、转杆;332、支撑辊;333、转盘;334、插杆;335、固定杆;336、拨杆;35、连块;36、圆孔;4、更换机构;41、安装架;42、剪叉式升降台;43、移动台;44、移动座;45、万向轮;46、滑轨;47、限位板;48、气缸;49、缓冲垫;5、收集结构;51、容置箱;52、吸尘罩;53、风机;54、过滤网;55、清废组件;56、通风管;57、通风孔;61、清理气缸;62、清理板;63、处理组件;64、刷毛;65、处理盒;66、抽盒;67、定位板;68、避位孔;69、把手。
具体实施方式
59.以下结合附图对1-4对本技术作进一步详细说明。
60.本技术实施例公开一种灯芯绒的割绒装置。
61.参照图1,一种灯芯绒的割绒装置,包括机架1、转动安装在机架1上且用于对布料进行割绒的刀辊11,机架1上设置有用于驱动刀辊11转动的驱动组件2,机架1上设置有对刀辊11进行限位的限位组件3。
62.参照图1,机架1设置有两块且水平间隔固定在地面上,两块机架1均呈竖直状态,两块机架1相对两侧壁上转动连接有水平的导向辊12,布料通过导向辊12移至刀辊11处。
63.参照图1,驱动组件2包括第一传动轮21、驱动电机22和第二传动轮23,两块机架1相对一侧的侧壁上均转动连接有水平的转轴24,第一传动轮21固定安装在转轴24上,驱动电机22固定安装在机架1侧壁上,而第二传动轮23固定安装在驱动电机22的输出轴上,且第二传动轮23通过传动带25与第一传动轮21连接在一起。
64.参照图1和图2,限位组件3包括限位块31、支撑板32和锁定组件33,限位块31设置有两个,两个限位块31分别固定连接两个转轴24相对的一端上,限位块31下表面上开设有限位槽34,且限位槽34与限位块31背离转轴24一侧的侧壁连通,同时刀辊11的两端放置在两个限位块31的限位槽34上;支撑板32一端转动安装在限位块31下表面上且支撑板32转动方向轴线与转轴24的轴线平行,同时支撑板32抵紧在刀辊11的下表面上并用于对刀辊11进行限位。
65.参照图1和图2,锁定组件33设置在限位块31上且用于对支撑板32位置进行锁定。锁定组件33包括转杆331、支撑辊332、转盘333和插杆334,限位块31远离支撑板32转动点一侧的侧壁上固定安装有连块35,连块35与限位块31的顶端齐平,转杆331转动安装在连块35上,且转杆331竖向穿出连块35上下两表面外,同时转杆331和转轴24的轴线垂直;转杆331底端一体设置有水平伸至支撑板32下方的固定杆335,支撑辊332转动安装在固定杆335上,且支撑辊332抵紧在支撑板32下表面上。
66.参照图2,转杆331顶端一体设置有水平的拨杆336,转盘333固定连接在转杆331顶端上且抵触在限位块31上表面上,转盘333上绕转盘333圆心圆周阵列开设有多个圆孔36,
限位块31上表面上开设有定位槽,插杆334穿过圆孔36与定位槽插接配合。
67.参照图2,刀辊11需要更换时,转动限位槽34开口朝下,拔出插杆334,转杆331转动带动支撑辊332转动与支撑板32脱离,刀辊11在重力作用下推动支撑板32转动,刀辊11从限位槽34上掉落,将新的刀辊11装入限位槽34,转动支撑板32与刀辊11抵紧,转杆331转动带动支承辊抵触在支撑板32下表面上,将插杆334插入定位槽对支撑板32和刀辊11进行限位,完成刀辊11的更换。
68.参照图1和图3,地面上设置有用于对机架1上的刀辊11进行更换的更换机构4,更换机构4包括安装架41、剪叉式升降台42和移动台43,安装架41放置在地面上,安装架41底部转动安装有滚动在地面上的万向轮45,剪叉式升降台42固定连接在安装架41上表面上,移动台43固定安装在剪叉式升降台42上表面上。
69.参照图1和图3,移动台43上开设有滑轨46,滑轨46上滑动安装有移动座44,移动座44滑移方向与刀辊11轴线方向垂直,移动座44上表面上固定安装有三块限位板47,且三块限位板47沿移动座44滑移方向水平间隔设置,同时限位板47长度方向与刀辊11轴线方向平行,相邻两个限位板47与移动座44配合形成供刀辊11放置的放置空间,更换刀辊11时,刀辊11掉落到放置空间上进行放置。移动座44和限位板47上均固定安装有与刀辊11接触的缓冲垫49,移动台43上表面上固定连接有气缸48,气缸48活塞杆与靠近气缸48一侧的限位板47固定连接,气缸48用于推动移动座44移动。
70.参照图2和图3,将新的刀辊11放置到其中一个放置空间上,移动安装架41使移动台43移至刀辊11下方,使得空置的放置空间位于限位槽34正下方,剪叉式升降台42启动带动移动座44靠近刀辊11,更换下来的刀辊11掉落到空置的放置空间上,气缸48启动带动移动台43移动,移动台43移动带动移动座44移动至需要更换的刀辊11下方,更换下来的刀辊11掉落在移动座44上,移动座44移动带动更换的刀辊11移至一侧,而新的刀辊11移至限位槽34正下方,接着剪叉式升降台42启动带动新的刀辊11上移,然后即能对刀辊11进行更换,更换完成后,移动剪叉式升降台42带动移动座44下移,移动安装架41移出机架1。
71.参照图1和图4,机架1上设置有对切割下的绒毛进行收集的收集结构5,收集结构5包括容置箱51、吸尘罩52、风机53、过滤网54和清废组件55,容置箱51固定安装在机架1背离导向辊12一侧的侧壁上,容置箱51上表面上固定连接有伸至刀辊11上方的通风管56,吸尘罩52固定安装在通风管56位于刀辊11上方的一端上,且通风管56连通容置箱51与吸尘罩52。容置箱51底部开设有通风孔57,风机53固定连接在通风孔57上,风机53出风口竖直向下,过滤网54固定安装在容置箱51内侧壁上。
72.参照图1和图4,清废组件55设置在容置箱51上且用于对过滤网54进行清理,清废组件55包括清理气缸61、清理板62和处理组件63,清理气缸61固定连接在容置箱51外侧壁上,且清理气缸61活塞杆水平穿过容置箱51伸至容置箱51内,清理板62固定连接在清理气缸61活塞杆上,清理板62下表面上固定连接有与过滤网54上表面抵触的刷毛64。
73.参照图1和图4,处理组件63设置在容置箱51上且用于对清理下的绒毛进行收集,处理组件63包括处理盒65、抽盒66和定位板67,处理盒65固定安装在容置箱51背离清理气缸61一侧的外侧壁上,且容置箱51内侧壁上开设有与处理盒65内连通的避位孔68,同时清理板62可通过避位孔68将绒毛推至处理盒65内;处理盒65背离容置箱51一侧的侧壁上开设有滑移孔,抽盒66水平滑移安装在滑移孔上且抵触在处理盒65内侧壁上,定位板67固定安
装在抽盒66侧壁上且与处理盒65外侧壁抵触,定位板67背离处理盒65一侧侧壁上固定安装有把手69。
74.本技术实施例的工作原理为:
75.需要更换刀辊11时,将新的刀辊11放置到放置空间上,推动安装架41移动至刀辊11下方,剪叉式升降台42启动推动移动台43靠近刀辊11,然后拔出插杆334后转动转杆331使支撑辊332与支撑板32脱离,刀辊11在重力作用下掉落到放置空间上,气缸48启动推动新的刀辊11移至限位槽34正下方,剪叉式升降台42启动带动新的刀辊11移至限位槽34内,转动支撑板32抵紧刀辊11,转动转杆331使得支撑辊332抵紧在支撑板32上,接着插入插杆334将支撑板32和刀辊11进行限位,从而完成了对刀辊11的更换,刀辊11的拆卸更换简单快捷,无需人工搬运刀辊11,降低了工作人员工作强度,节省了时间,提高了割绒装置的生产效率。
76.灯芯绒布料绕过导向辊12进入刀辊11进行割绒,风机53启动,割绒产生的绒毛通过吸尘罩52移至过滤网54上堆积,清理气缸61启动带动清理板62移动,清理板62将过滤网54上绒毛推入处理盒65内,拉动把手69取出抽盒66对绒毛进行清理,清理完成后,将抽盒66滑移安装到滑移孔上,使得定位板67抵触到处理盒65时进行定位,从而实现了对绒毛进行集中收集和处理,降低了绒毛飘散在环境中对环境造成污染的概率。
77.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。