1.本技术涉及缝纫机技术领域,更具体地说,涉及一种拐角缝线迹控制方法、系统、装置和双针缝纫机。
背景技术:
2.传统双针缝纫机进行针距调节时,需要通过手动旋转标盘来实现,用户会根据服装工艺的要求以及对于效率的追求,将针距调节到用户所需要的针距。但是在双针缝纫拐角的时候,拐角部分需要缝纫的长度一般是根据缝纫参数而确定的,而拐角缝运行针数n只能取整数,发明人在实践中发现,有些情况下,拐角缝运行针数n无论如何变化,都难以使拐角时所需要的理论针距与当前的实际针距一致,并导致拐角缝纫时出现不良线迹。
3.例如,对于1/4英寸针位需要缝制角度为90
°
的缝制工艺,其理论上保证拐角线迹美观的针距为3.175mm,运行针数为2针时,缝纫结果图1所示。但是在实际缝纫过程中,用户使用的实际针距是随机的,实际针距根据用户需求决定,可能比3.175mm大或者小。该原因就导致了无论是传统双针机还是现有市面上具备气动、电动、半自动等针杆自动分离的机型,都容易在拐角缝纫的时候出现线迹不良的问题,缝纫结果图2或图3所示,图2为使用4mm针距进行拐角缝自动运行针数2针的情况,图3为使用4mm针距进行拐角缝自动运行针数2针的情况。
4.尤其是针杆自动分离机型,由于只具备拐角缝时自动运行设定针数的功能,拐角时运行的针数都是预先设置好的,并不具备智能调节针距优化拐角缝线迹的功能,只能按照用户实际针距进行缝纫拐角缝纫,这就容易出现图2或图3所示的不良线迹。用户又不可能在缝制拐角的时候手动去调节针距,该问题在这些机型中就无法避免。
5.综上所述,如何消除拐角缝纫时的不良线迹,是目前本领域技术人员亟待解决的问题。
技术实现要素:
6.有鉴于此,本技术的目的是提供一种拐角缝线迹控制方法、系统、装置和双针缝纫机,解决传统双针或者针杆自动分离机型中存在的拐角缝线迹不良的问题。
7.为了实现上述目的,本技术提供如下技术方案:
8.一种拐角缝线迹控制方法,包括:
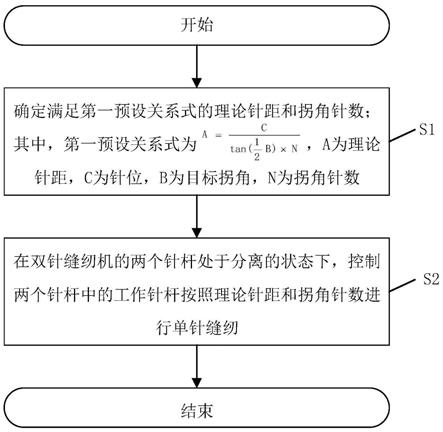
9.确定满足第一预设关系式的理论针距和拐角针数;其中,所述第一预设关系式为a为所述理论针距,c为针位,b为目标拐角,n为拐角针数;
10.在双针缝纫机的两个针杆处于分离的状态下,控制两个所述针杆中的工作针杆按照所述理论针距和所述拐角针数进行单针缝纫。
11.可选的,还包括:
12.在双针缝纫机的两个针杆处于复位的状态下,控制两个所述针杆按照实际针距进
行双针缝纫;
13.在双针缝纫机的两个针杆由复位状态切换至分离状态的过程中,将所述工作针杆的针距由所述实际针距切换至所述理论针距;和/或,在双针缝纫机的两个针杆由分离状态切换至复位状态的过程中,将所述工作针杆的针距由所述理论针距切换至所述实际针距。
14.可选的,所述确定满足第一预设关系式的理论针距和拐角针数的过程包括:
15.获取目标针数,并将所述目标针数确定为所述拐角针数;
16.根据所述拐角针数计算所述理论针距。
17.可选的,所述确定满足第一预设关系式的理论针距和拐角针数的过程包括:
18.判断目标缝纫距离是否大于双针缝纫过程中的实际针距;其中,所述目标缝纫距离为
19.若是,当确定满足第二预设关系式的所述拐角针数;其中,所述第二预设关系式为m为预设距离;当确定使为最小值时的所述拐角针数;
20.根据所述拐角针数和所述第一预设关系式计算所述理论针距。
21.可选的,所述确定满足第二预设关系式的所述拐角针数的过程具体包括:
22.设置当前拐角针数为预设针数;
23.判断当前拐角针数是否满足所述第二预设关系式;
24.若否,将当前拐角针数加1,重复所述判断当前拐角针数是否满足所述第二预设关系式的步骤,直至当前拐角针数满足所述第二预设关系式。
25.可选的,在所述判断目标缝纫距离是否大于所述实际针距之后,还包括:
26.若否,则将1确定为所述拐角针数,并计算所述理论针距。
27.可选的,在当所述确定满足第二预设关系式的所述拐角针数之后,且在所述根据所述拐角针数和所述第一预设关系式计算所述理论针距之前,还包括:
28.判断预设缝纫距离差的绝对值是否小于所述预设距离;其中,所述预设缝纫距离差为
29.若是,则将所述拐角针数加1后的值赋给为所述拐角针数。
30.一种拐角缝线迹控制系统,包括:
31.参数确定模块,用于确定满足第一预设关系式的理论针距和拐角针数;其中,所述第一预设关系式为a为所述理论针距,c为针位,b为目标拐角,n为拐角
针数;
32.单针缝纫控制模块,用于在双针缝纫机的两个针杆处于分离的状态下,控制两个所述针杆中的工作针杆按照所述理论针距和所述拐角针数进行单针缝纫。
33.一种拐角缝线迹控制装置,包括驱动机构、转动曲柄、长连杆、存储器、控制器和用于控制针杆针距的切换器;所述驱动机构与所述转动曲柄固定连接,并控制所述转动曲柄摆动;所述长连杆一端与所述转动曲柄铰接,另一端与所述切换器铰接;所述存储器用于存储计算机程序;所述控制器与所述驱动机构电连接,所述控制器用于执行所述计算机程序时实现权利要求1-7任意一项所述的拐角缝线迹控制方法的步骤。
34.一种双针缝纫机,包括两个针杆和上述拐角缝线迹控制装置。
35.通过上述方案,本技术提供的拐角缝线迹控制方法的有益效果在于:
36.本技术提供的拐角缝线迹控制方法包括以下步骤:确定满足第一预设关系式的理论针距和拐角针数;在双针缝纫机的两个针杆处于分离的状态下,控制工作针杆按照理论针距和拐角针数进行单针缝纫。其中,第一预设关系式为a为理论针距,c为针位,b为目标拐角,n为拐角针数。
37.应用本技术提供的拐角缝线迹控制方法,由于理论针距和拐角针数满足第一预设关系式,拐角缝纫时按照理论针距来缝纫,并且缝纫的针数为设定好的拐角针数,因此,缝纫机的单个针杆进行单针缝纫时的线迹长度可以恰好等于理论针距与拐角针数的乘积,进而消除了不良线迹。
38.此外,应当理解的是,本技术提供的拐角缝线迹控制系统、拐角缝线迹控制装置和双针缝纫机与拐角缝线迹控制方法对应,因此,同样具备上述有益效果。
附图说明
39.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
40.图1为现有技术中的良好的缝纫线迹的示意图;
41.图2为现有技术中的一种不良缝纫线迹的示意图;
42.图3为现有技术中的另一种不良缝纫线迹的示意图;
43.图4为拐角线迹参数图;
44.图5为本技术实施例提供的一种拐角缝线迹控制装置的结构示意图;
45.图6为本技术实施例提供的一种拐角缝线迹控制方法的流程图;
46.图7为本技术实施例提供的一种最优解的求解逻辑图;
47.图8为本技术实施例提供的一种缝纫前拐角参数设置方法的流程图;
48.图9为本技术实施例提供的一种拐角缝纫过程中的控制逻辑图;
49.图中的附图标记为:
50.驱动机构1、转动曲柄2、第一轴位螺钉3、长连杆4、送布轴5、水平送料臂6、第二轴
位螺钉7、下轴8、送布偏心轮9、送布大连杆10、滑块组件11、送布小连杆12、切换器13。
具体实施方式
51.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
52.本技术提供的双针缝纫机包括针杆和拐角缝线迹控制装置;其中,针杆有两个,二者可以分离,在分离后一个针杆不缝纫,另一个针杆进行单针缝纫,称在分离后进行单针缝纫的针杆为工作针杆。不工作的针杆复位后,两个针杆可以进行双针缝纫。
53.以缝纫图4所示的线迹、且按照从上至下的方向缝制为例,双针缝纫机的工作过程如下:首先两个针杆作业进行双针缝纫两针,然后分离右侧针杆,左侧针杆为工作针杆,左侧针杆单独缝纫两针,然后旋转布料,左侧针杆再继续单独缝纫两针,最后右侧针杆复位,两个针杆作业进行双针缝纫。在缝制拐角缝的过程中,布料旋转前和后,工作针杆分别进行了一个周期的单针缝纫,两个周期内单针缝纫的拐角针数一致;同时,在布料旋转前和后,双针缝纫过程中产生的两条线迹的间距一致。
54.请参考图5,本技术提供的拐角缝线迹控制装置包括驱动机构1、转动曲柄2、长连杆4、存储器、控制器和切换器13。具体的,驱动机构1与转动曲柄2固定连接。驱动机构1可以为电机或者其他能够驱动转动曲柄2转动的驱动元件,电机可以具体采用步进电机。以驱动机构1采用步进电机为例,在安装时,步进电机固定在双针缝纫机的机壳上,转动曲柄2固定在步进电机轴上。长连杆4一端与转动曲柄2通过第一轴位螺钉3铰接,长连杆4另一端与切换器13通过第二轴位螺钉7铰接。切换器13用于控制针杆针距。所述存储器用于存储计算机程序。控制器与驱动机构1电连接,来实现针距的调节。在实际应用中,控制器可以执行计算机程序时实现下文中的拐角缝线迹控制方法;当然,控制器也可以执行计算机程序时实现现有技术中的拐角缝线迹的控制方法。
55.拐角缝线迹控制装置调节针距的原理如下:
56.双针缝纫机进行缝纫时,固定在下轴8上的送布偏心轮9会发生转动,再带动与之连接的送布大连杆10的运动,送布大连杆10的另一端与滑块组件11进行铰接,送布大连杆10的运动会带动滑块组件11在切换器13上进行滑动。滑块组件11又与水平送料臂6进行铰接,水平送料臂6固定在送布轴5上,滑块组件11的滑动带动水平送料臂6以及送布轴5进行摆动,送布轴5与送料结构配合实现送料。
57.当需要调整针距的时候,驱动机构1动作带动转动曲柄2一起转动,转动曲柄2带动长连杆4摆动,长连杆4带动切换器13运动。由于切换器13转动位置的不同,会使得滑块组件11的滑动位置不同,最终会使送布轴5的摆动幅度不一样,送料的距离也就发生了变化,进而实现了针距的调节。当针距调整完成时,依靠驱动机构自身的自锁力保持转动曲柄2不转动,使针距保持在某一位置。
58.上述结构的拐角缝线迹控制装置结构简单,能有节省零件降低成本。当驱动机构1采用步进电机时,可以省去现有技术中的倒缝扳手、连杆、电磁铁等一系列倒缝零件,可实现针距调节以及倒缝效果。
59.请参考图6,本技术提供的拐角缝线迹控制方法可以应用于上述结构的拐角缝线迹控制装置,也可以应用于现有技术中的拐角缝线迹控制装置。该拐角缝线迹控制方法包括以下步骤:
60.步骤s1、确定满足第一预设关系式的理论针距和拐角针数;其中,第一预设关系式为a为理论针距,c为针位,b为目标拐角,n为拐角针数。
61.步骤s2、在双针缝纫机的两个针杆处于分离的状态下,控制两个针杆中的工作针杆按照理论针距和拐角针数进行单针缝纫。
62.具体的,针位为两个针杆进行双针缝纫时所缝出的两条线迹的间距。针距指针杆缝纫一针对应的线迹长度,目标拐角为所需缝制的线迹的角度。拐角缝纫时,所需要的理论针距与拐角角度b、针位、拐角针数都有关系,并且通过第一预设关系式可以确定四者之间的关系。同时,针位由双针缝纫机本身装的零件决定,实际针距和拐角缝纫角度b根据用户服装工艺需求决定,三者都为已知变量,拐角针数只能取正整数。
63.通过第一预设关系式可以确定拐角针数和理论针距。当需要缝纫拐角时,控制两个针杆分离,将工作针杆的针距调整为理论针距,控制工作针杆在布料旋转前后分别缝制设定好的拐角针数;在拐角缝纫完毕后,再控制分离的针杆复位,进行双针缝纫即可。
64.需要说明的是,在调整针距到理论针距和运行拐角针数之前,首先要确定理论针距和拐角针数。由于第一预设关系式中涉及到理论针距和拐角针数两个变量,因此求解有多种可能。在实际应用中,可以通过以下两种方式确定所使用的理论针距和拐角针数。
65.第一种方式为人为选择。例如,用户根据经验或者需求灵活设置拐角针数的数值,该种方式为人为选定拐角针数,然后根据选定的拐角针数计算对应的理论针距。具体的,此时s1中的确定满足第一预设关系式的理论针距和拐角针数的过程包括以下步骤:获取目标针数,并将目标针数确定为拐角针数;然后将拐角针数带入第一预设关系式中计算理论针距。
66.第二种方式系统为求解最优解。最优解的求解要求为理论针距要与当前缝纫机的实际针距要尽可能接近,这样在拐角缝纫的时候,既能满足拐角缝的针距要求,同时拐角缝纫的针距与实际运行针距也不会相差太大,保证了拐角线迹的美观整洁。
67.进一步的,本技术提供的一种求解最优解的实施例中,步骤s1中的确定满足第一预设关系式的理论针距和拐角针数的过程包括以下步骤:
68.步骤s11、判断目标缝纫距离是否大于双针缝纫过程中的实际针距;目标缝纫距离为若是,则可以进入步骤s12;若否,则可以进入步骤s14。具体的,目标缝纫距离指工作针杆进行单针缝纫过程中所需缝制线迹的总长度的一半。判断目标缝纫距离是否大于实际针距的目的,是比较目标缝纫距离与实际针距缝纫一针时线迹长度的大小关系。
69.s12、当确定满足第二预设关系式的拐角针数;当确定使
为最小值时的拐角针数;其中,第二预设关系式为m为预设距离。
70.具体的,绝对值中的含义表示目标缝纫距离与按照实际针距缝纫拐角针数时缝出的线迹距离的差值,预设距离的具体数值可以灵活选取,优选预设距离为此时可以将上述差值控制在半针之内。
71.需要说明的是,当预设距离过小时,例如,此时可能会出现不存在满足第二预设关系式的拐角针数的情况,即拐角针数无解,因此,此处对预设距离的取值范围进行分类讨论,当则取的值为最小值时的n为拐角针数。
72.s13、根据拐角针数和第一预设关系式计算理论针距。
73.进一步的,本技术提供的一种实施例中,在步骤s11中的判断目标缝纫距离是否大于实际针距之后,若步骤s11的判定结果为否,拐角缝线迹控制方法还包括步骤s14:
74.步骤s14、令拐角针数等于1,并计算理论针距。具体的,判断目标缝纫距离小于或者等于实际针距时,表示目标缝纫距离过短,按照实际针距缝纫一针仍会造成线迹不良,因此,此时将拐角针数取最小值1。
75.进一步的,本技术提供的一种实施例中,步骤s12中的确定满足第二预设关系式的拐角针数的过程具体包括以下步骤:
76.s121、设置当前拐角针数为预设针数。具体的,预设针数可以为任意一个较小的正整数,为了保障覆盖全部正整数,可以将预设针数的值取1。
77.s122、判断当前拐角针数是否满足第二预设关系式;若否,则可以进入步骤s123;若是,则可以进入后续步骤。
78.s123、将当前拐角针数加1,重复判断当前拐角针数是否满足第二预设关系式的步骤,直至当前拐角针数满足第二预设关系式,将当前拐角针数确定为拐角针数。具体的,通过循环赋值的方式逐渐增大拐角针数的值,使得拐角针数不断增加,直至小于预设距离。
79.进一步的,本技术提供的一种实施例中,在步骤s12中的当时确定满足第二预设关系式的拐角针数之后,且在步骤s13中的根据所述拐角针数和所述第一预设关系式计算所述理论针距之前,拐角缝线迹控制方法还包括:
80.步骤s16、判断预设缝纫距离差的绝对值是否小于预设距离;其中,预设缝纫距离
差为若否,则可以直接进入步骤s13,执行根据拐角针数和第一预设关系式计算理论针距的步骤;若是,则进入步骤s17,而后在进入步骤s13。
81.步骤s17、将拐角针数加1后的值赋给为拐角针数。
82.具体的,n=n或者n=n+1时,拐角针数均可能满足第二预设关系式,并且,在实际针距一定的情况下,拐角针数取值为n时对应的线迹长度与拐角针数取值为n+1时对应的线迹长度中,有一者更加接近目标缝纫距离,因此,本实施例中从n=n和n=n+1这两个相邻的可行结果中选择一个结果作为拐角针数。
83.进一步的,本技术提供的一种实施例中,拐角缝线迹控制方法还包括:
84.步骤s3、在双针缝纫机的两个针杆处于复位的状态下,控制两个针杆按照实际针距进行双针缝纫;
85.步骤s4、在双针缝纫机的两个针杆由复位状态切换至分离状态的过程中,将工作针杆的针距由实际针距切换至理论针距;和/或,在双针缝纫机的两个针杆由分离状态切换至复位状态的过程中,将工作针杆的针距由理论针距切换至实际针距。
86.具体的,请参考图9,上文中的拐角缝线迹控制方法在实际应用中,要配合双针缝纫机的两个针杆的分离和复位,核心在于驱动机构1改变工作针杆的针距的时机要与针杆分离复位的切换动作在一个周期内同时完成。
87.在开始时,双针缝纫机按照实际针距进行双针缝纫,首先用户操作动作触发信号到控制器中,这个触发信号可以是按钮开关、霍尔传感器等信号发生器,当控制器接收到信号之后,控制器根据确定出的理论针距控制驱动机构1动作,将工作针杆的针距从实际针距调整为理论针距,此针距改变动作需要在工作针杆刺入布料到工作针杆脱离布料这一段周期之内完成,因为在这段周期内改变针距,既不会改变双针缝时的实际针距,也不会改变单针拐角缝时的理论针距,否则就有可能出现第三种针距。同时,在此周期内两个针杆要分离,由双针杆切换为单针杆,切换动作可以用手动机械式分离,气缸、电磁铁、步进电机等驱动源自动分离去实现针杆切换。若针距已经由实际针距调整为理论针距,但双针杆没有切换为单针杆,会出现双针缝纫机按照理论针距继续双针缝纫的情况。
88.接着双针缝纫机自动单针运行设定的拐角针数后,停止缝纫压脚抬起,用户将缝料旋转到需要的拐角角度b之后,再继续前踩,双针缝纫机又自动单针运行设定的拐角针数。这时,在运行最后一针的周期内,控制器需要控制驱动机构1动作,将针距从理论针距调整为实际针距,针距改变动作完成时间同之前。同时依靠手动机械式复位,气缸、电磁铁、步进电机等驱动源自动复位将针杆由单针杆切换回双针杆。拐角缝纫完毕后,继续双针缝纫。
89.在实际使用时,需要在缝纫前设置拐角参数,请参考图8,缝纫前拐角参数设置过程如下:
90.在缝制之前需要预先输入当前的针位和实际针距,这两个参数是根据用户需求从一开始就已经确认的。然后用户根据服装工艺可以选择不同的拐角缝纫模式,拐角缝制模式有三种:单段拐角模式、多段拐角模式、以及智能拐角模式。
91.上述拐角缝线迹控制方法表示的是一个拐角的控制逻辑,三种拐角缝制模式的拐角的控制逻辑都是同理。
92.对于智能拐角模式,用户只需要根据服装工艺选择与之对应的拐角缝纫图案即可完成参数设置,拐角缝纫图案以及每个图案中对应的拐角角度都是预先内置的,符合用户服装工艺。当然用户也可以根据实际要求对图案中的每个拐角角度进行修改,角度修改后控制器根据控制逻辑自动求解出理论针距和拐角针数,这两个参数可以显示在界面。若用户想要自己设置拐角针数,则可以进行修改,即进行对应上文中人为选定拐角针数的过程,在拐角针数进行修改后,理论针数a会根据第一预设公式和修改后的拐角针数自动进行修正显示。
93.多段拐角模式与智能拐角模式相类似,只不过没有拐角图案选择,每一段的拐角则是通过角度进行显示的,缝纫工艺有多少段拐角,用户就激活相应拐角角度段数并进行拐角角度输入。同样的,拐角针数也可以进行修改,理论针距会随着修改后的拐角针数自动修正。多段拐角模式是针对于那些连续复杂的拐角,这些拐角图案在智能拐角模式中不存在,但实际工艺中又是需要用到的,这样就能满足所有用户的拐角缝纫需求。
94.单段拐角模式与多段模式设置一样,只不过是拐角段数为1的情况,此处不在赘述。
95.采用上述方式,拐角参数输入操作简单便捷。对于单段、多段拐角模式用户需要的输入的参数只有拐角角度b,理论针距和拐角针数都是依靠控制器算法自动计算生成的。对于智能拐角模式,用户只需要根据服装工艺选择对应的拐角缝制图案,不需输入拐角角度。当然参数都可以根据需要灵活微调。
96.由上述实施方式可以见,本技术提供的拐角缝线迹控制方法的有益效果在于:
97.本技术提供的技术方案可以解决传统双针或者针杆自动分离机型中存在的拐角缝线迹不良的问题。拐角时自动将针距改变至理论针距,自动运行设定好的拐角针数,既能提高拐角缝制效率,也能优化拐角缝的线迹,保证了线迹的美观,防止歪斜等不良线迹的出现。
98.本技术提供的拐角缝线迹控制系统包括:
99.参数确定模块,用于确定满足第一预设关系式的理论针距和拐角针数;其中,第一预设关系式为a为理论针距,c为针位,b为目标拐角,n为拐角针数;
100.单针缝纫控制模块,用于在双针缝纫机的两个针杆处于分离的状态下,控制两个针杆中的工作针杆按照理论针距和拐角针数进行单针缝纫。
101.在一种实施例中,拐角缝线迹控制系统还包括:
102.双针缝纫控制模块,用于在双针缝纫机的两个针杆处于复位的状态下,控制两个针杆按照实际针距进行双针缝纫;
103.切换过程控制模块,用于在双针缝纫机的两个针杆由复位状态切换至分离状态的过程中,将工作针杆的针距由实际针距切换至理论针距;和/或,在双针缝纫机的两个针杆由分离状态切换至复位状态的过程中,将工作针杆的针距由理论针距切换至实际针距。
104.在一种实施例中,参数确定模块包括:
105.目标针数获取模块,用于获取目标针数,并将目标针数确定为拐角针数;
106.第一计算模块,用于根据拐角针数计算理论针距。
107.在一种实施例中,参数确定模块,包括:
108.第一判断模块,用于判断目标缝纫距离是否大于双针缝纫过程中的实际针距;其中,目标缝纫距离为
109.拐角针数确定模块,用于在第一判断模块的判定结果为是时,当确定满足第二预设关系式的拐角针数,当确定使为最小值时的所述拐角针数;其中,第二预设关系式为m为预设距离;
110.第二计算模块,用于根据拐角针数和第一预设关系式计算理论针距。
111.在一种实施例中,拐角针数确定模块包括:
112.设置模块,设置当前拐角针数为预设针数;
113.第二判断模块,判断当前拐角针数是否满足第二预设关系式;
114.累加模块,用于在第二判断模块的判定结果为否时,将当前拐角针数加1,重复判断当前拐角针数是否满足第二预设关系式的步骤,直至当前拐角针数满足第二预设关系式。
115.在一种实施例中,在判断目标缝纫距离是否大于实际针距之后,还包括:
116.第三计算模块,用于在第一判断模块的判定结果为否时,将1确定为拐角针数,并计算理论针距。
117.在一种实施例中,还包括:
118.第三判断模块,用于在当确定满足第二预设关系式的拐角针数之后,且在根据所述拐角针数和所述第一预设关系式计算所述理论针距之前,判断预设缝纫距离差的绝对值是否小于预设距离;其中,预设缝纫距离差为
119.赋值模块,用于在第三判断模块的判定结果为是时,将拐角针数加1后的值赋给为拐角针数。
120.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
121.以上对本技术所提供的拐角缝线迹控制方法、系统、装置和双针缝纫机进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。