1.本实用新型涉及一种首饰生产设备,特别是涉及一种胸针数控磨尖折圈机。
背景技术:
2.胸针数控磨尖折圈机用于生产首饰使用时的连接别针,别针又叫9字针,其中一端有圈,另一端为尖头。传统生产采用人力分步生产,先将钢丝裁切成需要的长度,然后通过砂轮磨尖,磨尖后再在钢丝的另一端握圈,这种手动工作耗费大量的人力,生产效率低而且生产的别针不规范,影响产品质量。
技术实现要素:
3.本实用新型的目的就是针对上述问题,提供一种胸针数控磨尖折圈机。
4.本实用新型所采用的技术方案是:一种胸针数控磨尖折圈机,包括送件磨尖装置、折圈装置、切割装置和机架,
5.所述的送件磨尖装置,包括:送料步进电机、丝杠、正反转步进电机、送料管、出料头、磨尖移动气缸和磨尖砂轮,送料步进电机设在送料底板上,通过丝杠与送料滑块连接,送料滑块上设有送料管,送料管后端设有一对用于夹住钢丝的压轮,送料管外侧设有一个同步皮带轮;正反转步进电机设在送料管的上方,同步皮带通过同步传动轮与步进电机连接,当正反转步进电机工作,正反转步进电机带动送料管机管中的钢丝进行正向旋转和反向旋转进行磨尖;出料头设在送料管的前方,出料头上设有钢丝过孔,钢丝过孔与送料管的钢丝孔同轴线;所述的磨尖移动气缸设在送料底板上的一侧,磨尖移动气缸与送料底板连接,送料底板下设有导轨,当磨尖移动气缸工作,带动送料底板上的送料步进电机、丝杠、正反转步进电机、送料管和出料头同步向磨尖砂轮方向移动,当出料头上的钢丝过孔里的钢丝移动到磨尖砂轮的一侧,正反转步进电机带动钢丝一会正传一会反转进行磨尖;
6.所述的折圈装置,包括:折圈旋转管、齿条、齿条推进气缸、卸件气缸和卸件推杆,折圈旋转管的轴线上设有卸件推杆孔,折圈旋转管左侧端设有折弯叉,折弯叉设在出料头上的钢丝过孔前方,折圈旋转管右侧端设有齿轮,齿条设在齿轮的下方并与齿轮啮合,齿条与齿条推进气缸连接,当齿条推进气缸动作,齿条带动折圈旋转管转动,工作时折弯叉处在钢丝的端头并叉住端头,折弯叉旋转使钢丝端部折成圈;所述的卸件推杆设在卸件推杆孔内,卸件推杆的右侧方设有卸件气缸,当卸件气缸动作,卸件推杆向左侧推进并将折弯叉上折的圈向右推出;
7.所受的切割装置,包括:切割气缸、切刀,切割气缸通过连接板与出料头连接,切刀设在出料头的钢丝出口处上前方。
8.本实用新型的有益效果:由于设有送件磨尖装置、折圈装置和切割装置,钢丝能自动按设定的长度自动进料,自动磨尖,自动折圈,使整个生产过程实现了机械化,大幅度节省了人力,功效提高五倍以上,而且生产的部件也规范了,产品质量得到提高。
附图说明
9.图1为本实用新型其中一个实施例的立体示意图。
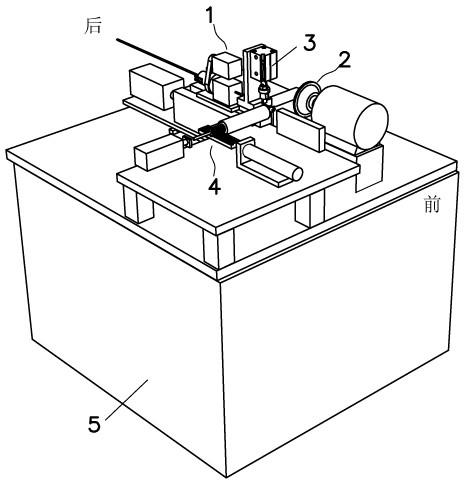
10.图2为图1另一实施例的立体示意图。
11.图3为图2去掉机架的示意图。
12.图4为图3另一视角的立体示意图。
13.图5为图3主要部件分解的立体示意图。
14.图6为图5的a处局部放大图。
15.图7为图5另一视角的示意图。
具体实施方式
16.本实用新型的工作过程是:第一步是:钢丝插入到送料管17中,一对压轮171压住钢丝7,由于压轮是单向轴承,压轮只能单向带着钢丝前进,送料滑块与送料管是连接的,所以送料步进电机通过丝杠带动压轮前进一段距离,这段距离就是别针的长度,可通过控制程序设定,送料动作完成后进入下一步;第二步磨尖:通过正反转步进电机16一会正传一会反转进行磨尖,磨尖时磨尖移动气缸111动作将送料底板18拉往磨尖砂轮21,使钢丝接触砂轮进行磨尖;第三步切割钢丝:别针经过切割装置3切割成一段,该段就是别针用料的长度,切割后钢丝的前部进入到钢丝放料槽6中,钢丝的后端处在折弯叉412上,此时折圈装置动作使折弯叉旋转折成圈;第四步卸料:卸件气缸42动作,卸件推杆411将折弯的别针推出折弯叉,制作一个别针的工作完成,后续不断重复上述过程就能不断生产。下面进一步描述:
17.如图1至图7所示,本实用新型包括:磨尖装置1、折圈装置4、切割装置3和机架5,所述的送件磨尖装置1,包括:送料步进电机11、丝杠110、正反转步进电机16、送料管17、出料头112、磨尖移动气缸111和送料底板18,丝杠上设有丝杠外罩113,送料步进电机设在送料底板18上,通过丝杠与送料滑块12连接,步进电机的作用是按别针用料的长度运行,推进送料管带动钢丝向前移动,根据不同的别针步进电机带动丝杠移动距离不同。送料滑块上设有送料管17,送料管后端设有一对用于夹住钢丝的压轮171,一对压轮水平设置,设在钢丝的入口端,压轮设在钢丝的两侧向钢丝弹性施压,即两个压轮上设有向钢丝方向弹性用力的钢丝,两个压轮为单向轴承,因此钢丝只能前进而不能后退。送料管外侧设有一个同步皮带轮13,正反转步进电机16设在送料管的上方,送料管轴线上孔就是钢丝进入的孔,一般直径比钢丝大1-2陪,由于压轮的作用,钢丝被压紧,同步皮带14通过同步传动轮15与步进电机连接,当正反转步进电机工作,正反转步进电机带动送料管机管中的钢丝进行正向旋转和反向旋转,即正反交替旋转,这是给钢丝磨尖的主要动作。
18.出料头112设在送料管的前方,出料头的前方设有钢丝槽6,钢丝槽设在送料管轴线上,出料头上设有钢丝过孔,钢丝过孔即钢丝穿过的孔,钢丝过孔与送料管的钢丝孔同轴线;所述的磨尖移动气缸111设在送料底板上的一侧,磨尖移动气缸与送料底板连接,送料底板下设有导轨19,当磨尖移动气缸工作,带动送料底板上的送料步进电机、丝杠、正反转步进电机、送料管和出料头同步向磨尖砂轮21方向移动,磨尖砂轮电机2是固定在机架上的,当出料头上的钢丝过孔里的钢丝移动到磨尖砂轮的一侧,正反转步进电机带动钢丝一会正传一会反转进行磨尖。由于砂轮设在一侧,砂轮的位置是不变的,所以只有将钢丝移动过来才可以与砂轮接触并磨尖。磨尖移动气缸的作用就是将钢丝及连带的部件一起移动过
来,使钢丝端头与砂轮接触。
19.所述的折圈装置4,包括:折圈旋转管41、齿条44、齿条推进气缸43、卸件气缸42和卸件推杆421,折圈旋转管的轴线上设有卸件推杆孔,折圈旋转管左侧端设有折弯叉412,折弯叉就是两个凸出的圆柱,形成一个二齿叉,折弯叉设在出料头上的钢丝过孔前方,当需要折圈,钢丝正好在折弯叉的两个叉杆之间的空隙处,在旋转中将钢丝折成圈。折圈旋转管右侧端设有齿轮411,齿条44设在齿轮的下方并与齿轮啮合,齿条与齿条推进气缸43连接,当齿条推进气缸动作,齿条带动折圈旋转管转动,工作时折弯叉处在钢丝的端头,折弯叉旋转使钢丝折成圈;所述的卸件推杆421设在卸件推杆孔内,卸件推杆的右侧方设有卸件气缸42,当卸件气缸动作,卸件推杆向左侧推进并将折弯叉上折的圈向右推出。卸件推杆的左侧端设有一个推片413,这样更便于将正好圈的别针向左侧推出,掉落在下方的收集盒内。
20.所受的切割装置3,包括:切割气缸31、切刀32,切割气缸通过连接板与出料头连接,切刀设在出料头的钢丝出口处上前方。
21.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。