1.本发明涉及一种纸产品加工领域,特别涉及全自动皮壳机。
背景技术:
2.自动皮壳机又叫封面机,适用于各类书壳,书型盒,文件夹,棋盘,台历等相关产品,自动皮壳机采用伺服传动,液压驱动光控定位等新技术,自动完成面纸进给、上胶、纸板自动进给、定位、四面包边等工序,精度高,速度快,压角包边美观,是广大印刷包装界同仁大批量生产:月饼、茶叶、手机、内衣、工艺品、化妆品等外包装盒及文件夹、台历、精装书封面等最有效的解决方案。
3.但传统的自动皮壳机在实际使用过程中还有如下缺点:1、自动皮壳机生产加工过程中,需要将外壳与纸板进行定位贴合后再成型,纸板通过吸盘吸附住后放置在外壳上,但是现有的纸板不能稳定的将纸板逐个运输至吸盘吸附区域,且在不能适配不同规格的产品,且纸板在放置过程中位置容易发生偏移,导致外壳不能对应精准包覆住纸板,降低产品成品率。
4.2、现有的自动皮壳机包括有自动双边翻折包边机(通常为短边)和送料包边下料装置(通常为长边),纸板(常采用灰板)和面纸贴合后其左右两侧边分别通过自动双边翻折包边机进行短边包边,完成纵向包边之后,继续至纵向输送路径的末端处,到末端处通过限位确保纸板位置准确再通过转向送至送料包边下料装置进行长边包边,但现有的自动皮壳机在转料时容易碰撞弯曲,且在长边包边时容易出现褶皱,且不能够实现纸板的连续送料包边下料,导致其工作效率低下,急需改正。
技术实现要素:
5.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种全自动皮壳机。
6.为实现上述目的,本发明提供了如下技术方案:全自动皮壳机,包括有皮壳机机组,其特征在于:所述皮壳机机组沿外壳的运动方向依次设有供外壳上料的上料装置、在外壳表面涂胶的涂胶装置、将外壳与纸板进行定位贴合的封面装置、将纸板短边折叠包边的短边包边装置以及将纸板长边折叠包边的长边包边装置,所述长边包边装置包括第二包边机架、设置在第二包边机架上与短边包边装置连接的转料装置以及设置在转料装置下方用于将纸板长边包边并下料的送料包边下料装置,所述封面装置包括与涂胶装置连接的外壳送料装置、将纸板送至外壳送料装置处的纸板送料装置以及设置在外壳送料装置与纸板送料装置之间的纸板吸取贴合装置,所述纸板送料装置包括设置在外壳送料装置一侧的上料机架,所述上料机架朝向外壳送料装置的一端为纸板的吸料区域,所述上料机架内设有将纸板间歇送至吸料区域内的纸板送料机构,所述纸板吸取贴合装置架设于外壳送料装置的上方并与外壳送料装置间歇配合形成用于将纸板与外壳贴合的封面工位,所述纸板吸取贴合装置包括横梁、纸板吸嘴、设置在横梁两端的滑板以及分别设置在滑板上带动横梁在封
面工位与吸料区域往复移动的吸纸传动组件,所述吸纸传动组件架设于外壳送料装置的上方所述横梁两端的滑板由对应的传动组件单独传动,并带动横梁两端前后移动,所述横梁上安装有驱动气缸,所述驱动气缸的输出端设有升降台板,所述纸板吸嘴安装于升降台板上,并通过驱动气缸带动升降,所述横梁与滑板之间设有左右调节装置,所述左右调节装置包括设置在滑板上的纠偏调节座、所述横梁对应纠偏调节座的一端均设有左右调节导轨,所述纠偏调节座上均设有架设在左右调节导轨上的左右调节滑块,其中一个纠偏调节座上设有左右调节电机,所述左右调节电机的输出端设有与左右调节导轨平行的左右调节螺杆,所述横梁对应左右调节螺杆的一端设有左右调节板,所述左右调节板上固定设有与左右调节螺杆螺纹连接的左右调节螺母,并通过左右调节电机正反转带动纸板吸嘴左右移动,所述吸纸传动组件将吸料区域内的纸板通过纸板吸嘴放置在封面工位的外壳上。
7.采用上述技术方案,外壳放置在上料装置处通过涂胶装置在表面涂胶后,通过外壳输送机构进入到封面工位,外壳输送机构带动外壳输送带转动,使外壳能通过外壳输送带间隙工作进入到封面工位处,纸板通过纸板送料装置间歇送至吸料区域,而横梁上的驱动气缸带动升降台板上下活动,使纸板吸嘴配合气源在吸料区域内将纸板吸附住后通过传动组件将纸板吸嘴上的纸板准确的放置在外壳上,通过两端独立的传动组件带动横梁两端的滑板前后滑移,使纸板吸嘴能在吸料区域与封面工位两端进行移位,当纸板吸嘴上的纸板与下方的外壳不平行时,能通过两端独立的传动组件,带动横梁的左右两端纠偏使其平行,提高产品成品率,并通过在横梁两端设置左右调节机构,使横梁能相对于滑板水平左右移动,通过左右调节电机正反转带动纸板吸嘴左右移动,使纸板吸嘴上的纸板与下方的外壳通过左右调节对其,通过传动组件实现两端前后纠偏,通过左右调节装置实现纸板吸嘴水平左右纠偏,进而包装纸板正好放置在外壳正中心,提高产品封面效率,提高产品成品率,封面后的纸板在经过短边包边装置将纸板短边折叠包边送至长边包边装置内,再经过长边折叠包边送出皮壳机机组,实现全自动一体化加工生产,提高产品效率。
8.上述的全自动皮壳机,可进一步设置为:所述吸纸传动组件包括设置在滑板下方的前后调节底座、设置在前后调节底座上的前后调节导轨、设置在滑板底部且架设于前后调节导轨上的前后调节滑块,所述前后调节导轨的一侧设有与前后调节导轨平行的前后调节同步带,所述滑板上固定设有与前后调节同步带连接的前后调节齿块,所述前后调节同步带上设有驱动前后调节同步带转动的同步带电机,并通过同步带电机带动纸板吸嘴在封面工位与吸料区域往复移动。
9.采用上述技术方案,吸纸传动组件使通过同步带电机带动前后调节同步带转动使设置在前后调节同步带上的前后调节齿块沿前后调节同步带发生位移,进而带动左右两端的滑板独自运动,实现横梁的左右两端纠偏,使纸板吸嘴上纸板与下方外壳不平行时,能通过同步带电机实现左右两端独立纠偏。
10.上述的全自动皮壳机,可进一步设置为:所述纸板送料机构包括设置在上料机架的至少两根上料杆,所述上料杆上均设有相对应的放纸板,且相邻的两个放纸板之间形成供纸板叠放的上料腔,所述放纸板朝向吸料区域的一侧设有挡纸条,所述挡纸条与上料杆之间形成供上料腔内纸板逐个通过的送料槽,所述上料杆远离吸料区域的一侧设有与上料腔内纸板相抵的抵纸杆,所述上料机架对应上料腔的底部设有推料滑块,所述推料滑块上设有往吸料区域方向逐步升高的弧形推块,所述弧形推块延伸至上料腔内并与最下方的纸
板边缘相抵,所述上料机架上设有驱动推料滑块在抵纸杆与吸料区域之间往复移动的滑块驱动组件,并通过驱动推料滑块将纸板逐个从送料槽穿过后送至吸料区域,所述横梁的滑板之间设有监测杆,所述监测杆通过滑块与两端滑板活动连接,所述监测杆对应纸板吸嘴处设有检测纸板与外壳是否平行的纠偏传感器,所述纠偏传感器与同步带电机电连接。
11.采用上述技术方案,两根上料杆上的放纸板形成一个上料腔,3根上料杆可以形成两个上料腔,以此类推通过在上料腔前端设置挡纸条,使上料腔内底部的纸板能逐个通过送料槽,通过设置推料滑块,使推料滑块能通过设置弧形推块,推动最底部的纸板往吸料区域移动,通过滑块驱动组件带推料滑块在抵纸杆与吸料区域之间往复移动,进而使上料腔内叠放的纸板能逐个被送至吸料区域被吸盘吸附出去,而推料滑块在复位时,由于弧形推块的设置,使推料滑块从送料槽进入到上料腔后,会将底部的纸板稍微推高后又回到纸板后侧,而纸板后放由于抵纸杆的设置,又避免了纸板在推料滑块在复位时,被推动后移,整个过程通过放纸板、挡纸条、抵纸杆将叠放的纸板的四周固定,只留一个供最底部纸板通过的送料槽,再通过推料滑块来回运输纸板,且通过弧形推块使推料滑块实现逐个送料,且复位时不干涉,实现快速稳定送料,通过设置纠偏传感器,实时检测外壳位置,当外壳与纸板不平行时,通过控制驱动电机带动左右两端的滑板前后纠偏,使纸板吸嘴上的纸板与底部外壳相平行,且由于监测杆通过活动滑块与滑板活动连接,避免了纠偏传感器在左右滑板活动时监测杆不再水平平行,通过横梁作为纸板吸嘴的供气管,避免纸板吸嘴过多通过过长的供气管与外接气源连接,提高吸纸效率与机器成本。
12.上述的全自动皮壳机,可进一步设置为:所述上料机架对应上料杆的两端设有若干根双向调节丝杆,且相邻的两根上料杆与两侧的双向调节丝杆连接,所述上料杆两端设有纸宽调节座,所述两根上料杆上的纸宽调节座分别与双向调节丝杆相逆的两段螺纹连接,所述上料机架上设有驱动相邻的两根上料杆呈相向或相反方向运动的纸宽驱动组件,所述纸宽驱动组件包括设置在上料机架上的纸宽驱动电机、以及设置在两侧的双向调节丝杆对应纸宽驱动电机一端的纸宽调节链轮,所述纸宽驱动电机的输出端设有主动调节链轮,所述主动调节链轮与纸宽调节链轮之间通过纸宽调节链条传动,所述挡纸条与通过纸厚调节长槽与放纸板连接,并通过调节挡纸条位置控制送料槽高度,所述弧形推块通过纸厚调节螺杆与推料滑块螺纹连接,并通过转动纸厚调节螺杆控制弧形推块延伸至上料腔内的高度,所述抵纸杆通过锁紧块与上料杆连接,并通过调节抵纸杆位置控制抵纸杆与挡纸条之间的间距,所述放纸板与吸料区域之间设有横向架设于上料杆上方的压纸杆,所述压纸杆上设有若干个可在压纸杆上移动的压纸座,所述压纸座朝向上料杆的一端设有与上料杆平行的金属丝,所述上料机架对应压纸杆的两端设有调节压纸杆与放纸板间距的压纸调节导轨。
13.采用上述技术方案,每个上料腔对应一个纸宽驱动组件、两根设置在上料杆两端的双向调节丝杆、以及设置在两根上料杆上四个纸宽调节座与一个推料滑块,双向调节丝杆是在一根丝杠上制出两段旋向不同的螺纹,即一段右旋螺纹,一段左旋螺纹。一侧的两纸宽调节座分别螺旋连接其上的右、左旋螺螺纹,当双向调节丝杆旋转时,该纸宽调节座随着双向调节丝杆快速趋近或分离,使用户通过纸宽驱动组件带动上料杆两端的双向调节丝杆同步转动,就能快速控制上料腔的宽度,适配不同规格的纸板宽度,使提高设备的适配性,当上料腔为多个时,两侧的双向调节丝杆轴向设置,而每两跟上料杆通过纸宽调节座与两
侧对应的双向调节丝杆螺纹连接,通过纸壳驱动电机带动主动调节链轮转动,使主动调节链轮通过纸宽调节链条联动两端的纸宽调节链轮,使两端的双向调节丝杆同步转动,使上料杆两端能同步移动,保持上料杆相对平行,提高纸宽调节时的稳定性,通过调节挡纸条位置控制送料槽高度,通过转动纸厚调节螺杆,使纸厚调节螺杆能抵住推料滑块,进而提高弧形推块延伸至上料腔内的高度,而通过在纸厚调节螺杆位置设置沉孔就能避免纸厚调节螺杆干涉纸板,使其能适配使不同厚度的纸板,抵纸杆通过锁紧块与上料杆连接,使抵纸杆能活动连接于上料杆上,能通过调节抵纸杆,适配不同纸板的长度,提高设备的适配性,通过设置压纸杆与压纸座,使每个压纸座对应一个上料腔,通过装载金属丝,使金属丝能压覆在纸板的行进通道上,避免纸板通过弧形推块推出上料腔时产生的气流带动纸板上浮导致送料不成功,通过设置压纸调节导轨,适配不同规格的纸板。
14.上述的全自动皮壳机,可进一步设置为:所述上料杆中间相内凹陷形成安装凹槽,且安装凹槽的两侧形成供纸板放置的送料条,所述放纸板设置于安装凹槽内,所述抵纸杆设置于安装凹槽两侧的送料条上,所述挡纸条的端部与送料条之间形成所述送料槽,所述相邻的两个安装凹槽内均设有相对设置的若干个弹性压紧板,所述弹性压紧板等均分布于送料槽与吸料区域之间,所述弹性压紧板向上延伸出安装凹槽外并与送料条配合形成供纸板送料的走料通道,所述弹性压紧板一端与安装凹槽连接,另一端向吸料区域的一侧弯曲。
15.采用上述技术方案,通过在上料杆内设置安装凹槽,安装凹槽的两侧形成供纸板放置的送料条,使放纸板设置于安装凹槽内,使纸板两侧与放纸板相抵,底部被送料条承托住,而设置两侧送料条上的抵纸杆,正好与相邻的两根上料杆配合工作于不同的上料腔内的纸板,这样设置使上料杆、放纸板、抵纸杆,标准化、统一化,更方便的适配不同规格的纸板与多个上料腔,通过在上料杆的安装凹槽内设置弹性压紧板,使弹性压紧板一端安装在安装凹槽内另一端往纸板的走料通道内汇聚,使纸板被具有弹性力的弹性压紧板压紧后从送料槽送至上料区域,放置纸板在送料过程中掉落,而弹性压紧板的设置即使纸板被两端压紧不至掉落,又不过度妨碍纸板送料。
16.上述的全自动皮壳机,可进一步设置为:所述短边包边装置包括第一包边机架,所述第一包边机架上设有相对设置的两个折边装置,所述折边装置包括折边安装板、设置在折边安装板上的折边输送带、设置在折边输送带上方的导向轮以及对纸板进行翻折的翻折装置,所述折边输送带与导向轮之间形成供纸板从封面装置往长边包装装置运动的折边通道,所述翻折装置包括翻折皮带与设置在翻折皮带两侧的转动辊,所述翻折皮带沿封面装置往长边包装装置轴向高度逐渐增加并经过折边通道,所述翻折皮带两端交叉状套设在转动辊上,所述第一包边机架上设有驱动折边输送带与翻折皮带转动的折边驱动装置,所述第一包边机架上设有纸宽调节机构,所述纸宽调节机构包括贯穿两个折边安装板的纸宽双向丝杆与纸宽导向轴,所述纸宽双向丝杆一端延伸出第一包边机架外并设有调节手轮,所述两折边安装板分别与纸宽双向丝杆的相逆的两段螺纹连接,并通过调节手轮转动使两折边安装板沿纸宽导向轴往相向或相反的方向同时运动。
17.采用上述技术方案,通过在第一包边机架内设置相对于的两个折边装置,使输送带与翻折皮带配合,其中翻折皮带沿着纸板的输送方向上的竖直高度逐渐增加,使翻折皮带经过折边通道,而翻折皮带由于是两端交叉套设在转动辊上,故朝向折边通道一侧的翻折皮带在上升过程中翻转,即与纸板待折边处的背面在转动过程中转为正面,将纸板放置
到输送带与导向轮之间,纸板被输送过程中,纸板的两个待折边被翻折皮带挤压,逐渐向内翻折,能够对多个纸板进行连续性的翻折处理,实现自动双边连续翻折包边,提高翻折的效率,纸宽双向丝杆是在一根丝杠上制出两段旋向不同的螺纹,即一段右旋螺纹,一段左旋螺纹。两安装板分别螺旋连接其上的右、左旋螺螺纹,当纸宽双向丝杆旋转时,该安装板随着纸宽双向丝杆快速趋近或分离,使用户只需调节一端的调节手轮,就能实现两安装板的同步调节,使调节更方便,且适配不同的纸板长度。
18.上述的全自动皮壳机,可进一步设置为:所述送料包边下料装置包括相对设置的两个包边装置,所述包边装置包括送料包边板、设置在送料包边板上的送料组件、驱动送料组件沿送料包边板活动的送料驱动组件以及用于将纸板两侧进行翻折包边的包边组件,所述两个送料包边板之间形成供纸板从转料装置移动到包边组件的包边通道,所述送料组件相对设置于包边通道内,所述转料装置包括设置在第二包边机架上相对设置的两个转料机构,所述转料机构包括转料板、设置在转料板上用于输送纸板的转料驱动组件以及驱动两侧转料机构间歇开合的转料开合组件,所述两转料驱动组件之间形成供纸板沿转料板输送的转料通道,所述转料通道对应包边通道的一端设有限制纸板沿转料板继续移动的挡板限位组件,所述第二包边机架对应挡板限位组件的一端设有将纸板从转料装置送至送料组件上的吸料升降组件。
19.采用上述技术方案,纸板通过转料驱动组件从前方工序输送在挡板限位组件处,然后吸料升降组件上升降纸板吸附在吸料升降组件处,转料开合组件将两侧的转料装置相反方向运动,进而扩大转料通道,使纸板脱离转料板后通过吸料升降组件垂直下移纸送料组件上,实现纸板转料,然后纸板通过送料组件输送,并通过送料驱动组件在包边通道内往复移动,将纸板间歇放置在包边组件处包边,实现连续转料送料包边下料一整套连贯动作,提高产品加工效率。
20.上述的全自动皮壳机,可进一步设置为:所述转料板上方设有若干条转料调节槽,所述转料板对应挡板限位组件的一端设有至少两个预折气缸,所述预折气缸的输出端设有对纸板待折边处压痕的预折压轮,所述预折气缸可通过转料调节槽活动安装于转料板,所述转料开合组件包括设置在第二包边机架上的转料调节底座、设置在转料调节底座上的转料开合臂与转料开合气缸,所述转料开合臂一端与转料调节底座铰接,另一端与转料板铰接,所述转料开合气缸的输出端与转料开合臂连接,并带动两端的转料板呈相向或相反方向运动,所述挡板限位组件包括设置在送料包边板上的挡板限位杆,所述挡板限位杆上设有挡板调节槽,所述挡板调节槽内装载有若干个可在挡板调节槽任一处安装的挡板安装座,所述挡板安装座朝向转料通道的一端设有挡块,所述挡块底部设有吹气装置,所述吸料升降组件包括设置在第二包边机架上的吸料升降气缸、吸料升降板以及设置在吸料升降板上的若干个与气源连接的吸料吸嘴,所述吸料升降气缸的输出端与吸料升降板连接,并带动吸料吸嘴进出转料通道。
21.采用上述技术方案,预折气缸可通过转料调节槽活动安装于转料板,适配不同规格的纸板,当纸板移至挡板限位组件时,预折气缸将推动预折压轮将纸板待折边处形成压痕,防止后续包边时纸板待折边处包边后形成褶皱,转料板通过转料开合臂活动安装于转料调节底座,并通过转料开合气缸带动转料开合臂摇摆,使转料开合臂在摆动时带动转料板水平移动,进而带动两端的转料板呈相向或相反方向运动,即当纸板输送时,转料板呈相
向运动,使纸板通过转料驱动组件送至挡板限位组件处,再通过转料开合气缸带动转料板呈相反运动,使纸板脱离转料板送至下方的送料组件上,其中转料开合臂能通过转料联动臂与转料板铰接,使转料开合臂在运动时联动转料联动臂带动转料板移动,同时由于转料联动臂幅度与转料板运动方向一致,推拉更省力也更稳定,(转料板包括左转料板与右转料板,并通过转料调节轨道在上方移动,通过转动左转料调节杆带动左转料板前后移动,并通过左转料同步链轮实现左转料板两端同步调节,通过转动右转料调节杆带动右转料板前后移动,并通过右转料同步链轮实现右转料板两端同步调节,进而控制转料板之间的间距,适配不同规格的纸板,通过设置转料驱动电机与转料从动轮,使转料驱动电机带动转料输送带转动,进而使纸板能通过转料压轮与转料输送带之间形成的转料通道进行输送,且转料压轮的设置能将纸板前部工序已经包边的短边再次压紧),通过在送料包边板上设置挡板限位杆,使挡块能通过挡板调节槽活动安装在挡板限位杆上,适配不同宽度的纸板,通过在挡块底部设置,避免纸板的待折边部影响挡块对纸板的阻挡限位,使纸板定位更精准,通过使纸板边缘不会被档位限位组件碰触后变形,避免弯曲太大影响后续包边,当纸板与挡板限位组件接触后,吸料升降气缸将推动吸料吸嘴升起将纸板吸附住,然后转料开合组件将转料通道变宽后,吸料升降气缸将纸板垂直下降送至送料组件处,实现纸板快速转料。
22.上述的全自动皮壳机,可进一步设置为:所述包边组件包括设置在送料包边板远离包边通道一侧的包边座、设置在包边座上方的包边压板、驱动包边座靠近或远离送料包边板的横向包边机构、驱动包边压板沿包边座升降的升降包边机构、设置在送料包边板上端的压纸板以及驱动压纸板轴向移动的压纸驱动机构,所述送料包边板朝向压纸板的一端开设有供包边压板容置的包边缺槽,所述包边压板一端延伸至包边缺槽内并通过升降包边机构与横向包边机构将纸板两侧翻折包边,所述压纸驱动机构包括设置在压纸板两侧的两根压纸杆、设置在压纸杆远离压纸板一侧的压纸驱动板、设置在送料包边板上的压纸驱动气缸以及设置在送料包边板上的两个压纸导套,所述压纸杆套设于压纸导套内,所述压纸驱动气缸的输出端与压纸驱动板连接,并带动压纸板靠近或远离送料包边板,所述送料驱动组件包括设置在送料包边板两侧的送料同步轮、绕设于送料同步轮之间的送料同步带、设置在第二包边机架上的送料同步电机以及设置在送料同步电机输出端的送料同步轴,所述送料同步轴穿过相对应的两个送料同步轮,并带动送料同步带转动,所述送料同步带上设有供送料组件安装的送料同步块,所述送料同步块与送料同步带相啮合并沿送料同步带带动纸板在包边通道内活动。
23.采用上述技术方案,纸板通过送料组件输送,并通过送料驱动组件在包边通道内往复移动,将纸板间歇放置在包边组件处包边,当纸板在包边时,其纸板处于送料包边板的上端面处,并通过压纸驱动机构将压纸板固定住包边,而纸板两端的待包边处会穿过压纸板设置在包边缺槽处,包边压板通过横向包边机构与升降包边机构,使包边压板先上升将纸板的待包边处上折,然后再横向内移下压将上折的待包边处包覆在纸板上,完成上前下上后下整个动作,使包边时更加美观稳定,压纸板的设置能使送料组件将纸板送至包边组件时,能将纸板固定住,使送料组件能快速对后续的纸板进行输送并将前方的纸板推出第二包边机架,提高加工效率,又能使包边组件在包边时纸板不会晃荡,提高产品成品率,通过在送料包边板上设置压纸驱动气缸,使压纸驱动气缸推动压纸驱动板轴向移动,进而使压纸驱动板通过压纸杆带动压纸板压合或分离送料包边板,实现对纸板的固定与脱离,送
料组件通过送料同步块安装在送料同步带上,使送料同步电机通过送料同步轴带动两个送料同步轮同步转动,进而带动两侧的送料组件同步稳定的将纸板间歇送至包边组件能包边,而送料同步带的设置能快速稳定的实现送料。
24.上述的全自动皮壳机,可进一步设置为:所述送料组件包括设置在送料同步块上的送料爪以及设置在送料同步块上的送料升降气缸,所述送料爪朝向包边组件的一端向上延伸形成将纸板推出第二包边机架的推料块,另一端设有与气源连接的送料吸嘴,,所述送料升降气缸的输出端与送料爪连接,并带动送料爪轴向升降,所述升降包边机构包括设置在包边座远离包边压板一端的包边升降气缸、设置在包边升降气缸两侧的包边升降轴以及设置在包边升降轴远离包边压板一侧的包边驱动板,所述包边升降轴穿过包边座后与包边压板连接,所述包边升降气缸的输出端与包边驱动板连接,并带动包边压板轴向运动,所述横向包边机构包括设置在送料包边板上的横向导向轴、设置在包边座远离送料包边板一端的横向包边气缸、设置在送料包边板上的横向铰接座以及设置在送料包边板上的横向调节底板,所述包边座套设在横向导向轴的外周面,所述横向包边气缸的输出端穿过包边座后与横向铰接座铰接,并带动包边座横向移动,所述横向调节底板朝向包边座的一端设有横向调节导轨,所述包边座上设有架设在横向调节导轨上的横向调节块,所述横向调节底板上开设有供包边升降轴与包边升降气缸横向移动的横向活动槽。
25.采用上述技术方案,送料爪一端通过送料吸嘴形成负压将纸板稳定的固定在送料爪上,正压则可以释放纸板,另一端设置上升时高度高出送料包边板上端面的推料块,将前方通过包边组件包边完成后的纸板推出下料辊轴内压紧后下料,避免纸板之间相互干涉,同时连续上下料,提高产品加工效率,通过在送料同步块上设置送料升降气缸,使送料爪能通过送料升降气缸升降,使送料爪将纸板送至包边组件进行包边时,送料爪能下降复位即不干涉纸板包边,又能在初始为继续运输纸板,实现多个纸板快速送料,提高产品加工效率,纸宽双向调节丝杆是在一根丝杠上制出两段旋向不同的螺纹,即一段右旋螺纹,一段左旋螺纹,一侧的两纸宽调节套分别螺旋连接其上的右、左旋螺螺纹,当纸宽双向调节丝杆旋转时,该纸宽调节套随着纸宽双向调节丝杆快速趋近或分离,使用户通过纸宽调节手轮带动纸宽双向调节丝杆转动,就能快速控制包边通道的宽度,适配不同规格的纸板宽度,使提高设备的适配性,通过包边座上设置包边升降气缸,使包边升降气缸带动包边驱动板轴向运动,使包边驱动板通过包边升降轴联动包边压板靠近或远离包边座实现包边压板轴向移动包边,通过在包边座上设置横向包边气缸,使横向包边气缸进出气推拉包边座,使包边座沿横向导向轴靠近或分离送料包边板,实现包边压板横向移动包边,通过在包边座底部设置横向调节底板使包边座通过横向包边机构横向移动时,能通过横向调节块在横向调节导轨上水平移动,进而使包边座在横向移动过程中不会偏移,提高设备包边时的稳定性,通过设置横向活动槽,即让包边升降轴与包边升降气缸在移动时不与横向调节底板发生干涉,又通过横向活动槽限制了包边座的活动范围,提高产品包边时的稳定性。
26.下面结合附图对本发明作进一步描述。
附图说明
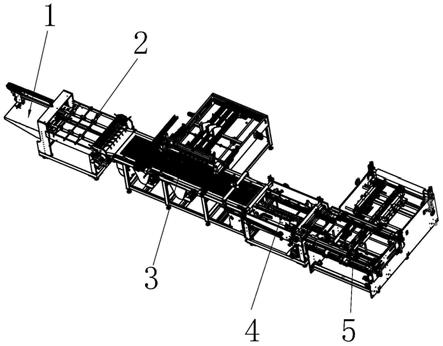
27.图1为本发明实施例的立体示意图。
28.图2为本发明实施例封面装置的立体示意图。
29.图3为本发明实施例纸板送料装置的立体示意图。
30.图4为本发明实施例纸板吸取贴合装置的立体示意图。
31.图5为本发明实施例纸板送料装置去除上料机架后的结构示意图。
32.图6为本发明实施例双向调节丝杆的调节示意图。
33.图7本发明实施例上料杆的结构示意图。
34.图8为本发明实施例上料腔的纸板送料示意图。
35.图9为本发明实施例纸板与外壳贴合后的效果图。
36.图10为本发明实施例短边包边装置的立体示意图。
37.图11为本发明实施例折边装置的立体示意图。
38.图12为本发明实施例折边装置的结构示意图。
39.图13为本发明实施例翻折皮带的效果图。
40.图14为本发明长边包边装置的立体示意图。
41.图15为本发明实施例转料装置的立体示意图。
42.图16为本发明实施例转料机构的立体示意图。
43.图17为本发明实施例包边装置的立体示意图。
44.图18为本发明实施例包边组件的立体示意图。
45.图19为本发明实施例包边组件工作状态下的结构示意图。
具体实施方式
46.如图1-图9所示,全自动皮壳机,包括有皮壳机机组,所述皮壳机机组沿外壳a的运动方向依次设有供外壳a上料的上料装置1、在外壳a表面涂胶的涂胶装置2、将外壳a与纸板b进行定位贴合的封面装置3、将纸板b短边折叠包边的短边包边装置4以及将纸板b长边折叠包边的长边包边装置5,所述长边包边装置5包括第二包边机架51、设置在第二包边机架51上与短边包边装置4连接的转料装置以及设置在转料装置6下方用于将纸板b长边包边并下料的送料包边下料装置7,所述封面装置3包括与涂胶装置2连接的外壳送料装置31、将纸板b送至外壳送料装置31处的纸板送料装置8以及设置在外壳送料装置31与纸板送料装置8之间的纸板吸取贴合装置9,所述纸板送料装置8包括设置在外壳送料装置31一侧的上料机架81,所述上料机架81朝向外壳送料装置31的一端为纸板b的吸料区域ⅰ,所述上料机架81内设有将纸板b间歇送至吸料区域ⅰ内的纸板送料机构,所述纸板吸取贴合装置9架设于外壳送料装置31的上方并与外壳送料装置31间歇配合形成用于将纸板b与外壳a贴合的封面工位ⅱ,所述纸板吸取贴合装置9包括横梁91、纸板吸嘴92、设置在横梁91两端的滑板93以及分别设置在滑板93上带动横梁91在封面工位ⅱ与吸料区域ⅰ往复移动的吸纸传动组件,所述吸纸传动组件架设于外壳送料装置31的上方,所述横梁91两端的滑板93由对应的传动组件单独传动,并带动横梁91两端前后移动,所述横梁91上安装有吸嘴驱动气缸94,所述吸嘴驱动气缸94的输出端设有升降台板941,所述纸板吸嘴92安装于升降台板941上,并通过吸嘴驱动气缸94带动升降,所述横梁91与滑板93之间设有左右调节装置,所述左右调节装置包括设置在滑板93上的纠偏调节座95、所述横梁91对应纠偏调节座95的一端均设有左右调节导轨96,所述纠偏调节座95上均设有架设在左右调节导轨96上的左右调节滑块951,其中一个纠偏调节座95上设有左右调节电机952,所述左右调节电机952的输出端设有与左右
调节导轨96平行的左右调节螺杆953,所述横梁91对应左右调节螺杆953的一端设有左右调节板911,所述左右调节板911上固定设有与左右调节螺杆953螺纹连接的左右调节螺母954,并通过左右调节电机952正反转带动纸板吸嘴92左右移动,所述吸纸传动组件将吸料区域ⅰ内的纸板b通过纸板吸嘴92放置在封面工位ⅱ的外壳a上,所述吸纸传动组件包括设置在滑板93下方的前后调节底座931、设置在前后调节底座931上的前后调节导轨932、设置在滑板93底部且架设于前后调节导轨932上的前后调节滑块933,所述前后调节导轨932的一侧设有与前后调节导轨932平行的前后调节同步带934,所述滑板93上固定设有与前后调节同步带934连接的前后调节齿块935,所述前后调节同步带934上设有驱动前后调节同步带934转动的同步带电机(图中未装配),并通过同步带电机带动纸板吸嘴92在封面工位ⅱ与吸料区域ⅰ往复移动,所述纸板送料机构8包括设置在上料机架81的至少两根上料杆82,所述上料杆82上均设有相对应的放纸板83,且相邻的两个放纸板83之间形成供纸板b叠放的上料腔831,所述放纸板83朝向吸料区域ⅰ的一侧设有挡纸条832,所述挡纸条932与上料杆82之间形成供上料腔931内纸板b逐个通过的送料槽833,所述上料杆82远离吸料区域ⅰ的一侧设有与上料腔831内纸板b相抵的抵纸杆84,所述上料机架81对应上料腔831的底部设有推料滑块85,所述推料滑块85上设有往吸料区域ⅰ方向逐步升高的弧形推块851,所述弧形推块851延伸至上料腔831内并与最下方的纸板b边缘相抵,所述上料机架81上设有驱动推料滑块851在抵纸杆832与吸料区域ⅰ之间往复移动的滑块驱动组件80,并通过驱动推料滑块95将纸板b逐个从送料槽833穿过后送至吸料区域ⅰ,所述横梁91的滑板93之间设有监测杆97,所述监测杆97通过滑块98与两端滑板93活动连接,所述监测杆97对应纸板吸嘴92处设有检测纸板b与外壳a是否平行的纠偏传感器99,所述纠偏传感器99与同步带电机电连接,所述上料机架81对应上料杆82的两端设有若干根双向调节丝杆86,且相邻的两根上料杆82与两侧的双向调节丝杆86连接,所述上料杆82两端设有纸宽调节座,所述两根上料杆82上的纸宽调节座87分别与双向调节丝杆86相逆的两段螺纹连接,所述上料机架81上设有驱动相邻的两根上料杆82呈相向或相反方向运动的纸宽驱动组件,所述纸宽驱动组件包括设置在上料机架81上的纸宽驱动电机811、以及设置在两侧的双向调节丝杆86对应纸宽驱动电机811一端的纸宽调节链轮861,所述纸宽驱动电机811的输出端设有主动调节链轮812,所述主动调节链轮812与纸宽调节链轮861之间通过纸宽调节链条87传动,所述挡纸条832与通过纸厚调节长槽8321与放纸板83连接,并通过调节挡纸条832位置控制送料槽833高度,所述弧形推块851通过纸厚调节螺杆852与推料滑块85螺纹连接,并通过转动纸厚调节螺杆852控制弧形推块851延伸至上料腔831内的高度,所述抵纸杆84通过锁紧块841与上料杆82连接,并通过调节抵纸杆94位置控制抵纸杆94与挡纸条832之间的间距,所述放纸板83与吸料区域ⅰ之间设有横向架设于上料杆81上方的压纸杆88,所述压纸杆88上设有若干个可在压纸杆88上移动的压纸座881,所述压纸座881朝向上料杆82的一端设有与上料杆82平行的金属丝(图中未装配),所述上料机架81对应压纸杆88的两端设有调节压纸杆88与放纸板83间距的压纸调节导轨813,所述上料杆82中间相内凹陷形成安装凹槽821,且安装凹槽821的两侧形成供纸板b放置的送料条822,所述放纸板83设置于安装凹槽821内,所述抵纸杆84设置于安装凹槽821两侧的送料条822上,所述挡纸条832的端部与送料条822之间形成所述送料槽833,所述相邻的两个安装凹槽821内均设有相对设置的若干个弹性压紧板823,所述弹性压紧板823等均分布于送料槽833与吸料区域ⅰ之间,所述弹性压紧板833向上
延伸出安装凹槽821外并与送料条822配合形成供纸板b送料的走料通道c,所述弹性压紧板823一端与安装凹槽821连接,另一端向吸料区域ⅰ的一侧弯曲。
47.如图10
‑ꢀ
图13所示,所述短边包边装置4包括第一包边机架41,所述第一包边机架41上设有相对设置的两个折边装置,所述折边装置包括折边安装板42、设置在折边安装板42上的折边输送带43、设置在折边输送带43上方的导向轮44以及对纸板b进行翻折的翻折装置45,所述折边输送带43与导向轮44之间形成供纸板b从封面装置3往长边包装装置5运动的折边通道d,所述翻折装置45包括翻折皮带451与设置在翻折皮带451两侧的转动辊452,所述翻折皮带451沿封面装置45往长边包装装置5轴向高度逐渐增加并经过折边通道d,所述翻折皮带451两端交叉状套设在转动辊452上,所述第一包边机架41上设有驱动折边输送带43与翻折皮带451转动的折边驱动装置46,所述第一包边机架41上设有纸宽调节机构,所述纸宽调节机构包括贯穿两个折边安装板42的纸宽双向丝杆47与纸宽导向轴48,所述纸宽双向丝杆47一端延伸出第一包边机架41外并设有调节手轮471,所述两折边安装板42分别与纸宽双向丝杆47的相逆的两段螺纹连接,并通过调节手轮471转动使两折边安装板42沿纸宽导向轴48往相向或相反的方向同时运动。
48.如图14-图19所示,所述送料包边下料装置7包括相对设置的两个包边装置,所述包边装置包括送料包边板71、设置在送料包边板71上的送料组件、驱动送料组件沿送料包边板71活动的送料驱动组件以及用于将纸板b两侧进行翻折包边的包边组件72,所述两个送料包边板71之间形成供纸板b从转料装置6移动到包边组件72的包边通道e,所述送料组件相对设置于包边通道e内,所述转料装置6包括设置在第二包边机架51上相对设置的两个转料机构,所述转料机构包括转料板61、设置在转料板61上用于输送纸板b的转料驱动组件62以及驱动两侧转料机构间歇开合的转料开合组件,所述两转料驱动组件之间形成供纸板b沿转料板61输送的转料通道f,所述转料通道f对应包边通道e的一端设有限制纸板b沿转料板61继续移动的挡板限位组件,所述第二包边机架51对应挡板限位组件的一端设有将纸板b从转料装置6送至送料组件上的吸料升降组件52,所述转料板61上方设有若干条转料调节槽611,所述转料板61对应挡板限位组件的一端设有至少两个预折气缸612,所述预折气缸612的输出端设有对纸板b待折边处a压痕的预折压轮613,所述预折气缸612可通过转料调节槽611活动安装于转料板61,所述转料开合组件包括设置在第二包边机架51上的转料调节底座53、设置在转料调节底座53上的转料开合臂54与转料开合气缸55,所述转料开合臂54一端与转料调节底座53铰接,另一端与转料板61铰接,所述转料开合气缸55的输出端与转料开合臂54连接,并带动两端的转料板61呈相向或相反方向运动,所述挡板限位组件包括设置在送料包边板71上的挡板限位杆73,所述挡板限位杆73上设有挡板调节槽731,所述挡板调节槽731内装载有若干个可在挡板调节槽731任一处安装的挡板安装座732,所述挡板安装座732朝向转料通道f的一端设有挡块,所述挡块底部设有吹气装置,所述吸料升降组件52包括设置在第二包边机架51上的吸料升降气缸521、吸料升降板522以及设置在吸料升降板522上的若干个与气源连接的吸料吸嘴523,所述吸料升降气缸521的输出端与吸料升降板522连接,并带动吸料吸嘴523进出转料通道f,所述包边组件72包括设置在送料包边板71远离包边通道e一侧的包边座721、设置在包边座721上方的包边压板722、驱动包边座721靠近或远离送料包边板71的横向包边机构、驱动包边压板722沿包边座721升降的升降包边机构、设置在送料包边板71上端的压纸板74以及驱动压纸板74轴向移动的压纸驱动
机构,所述送料包边板71朝向压纸板74的一端开设有供包边压板722容置的包边缺槽741,所述包边压板722一端延伸至包边缺槽741内并通过升降包边机构与横向包边机构将纸板b两侧翻折包边,所述压纸驱动机构包括设置在压纸板74两侧的两根压纸杆742、设置在压纸杆742远离压纸板74一侧的压纸驱动板743、设置在送料包边板71上的压纸驱动气缸744以及设置在送料包边板71上的两个压纸导套711,所述压纸杆71套设于压纸导套711内,所述压纸驱动气缸744的输出端与压纸驱动板743连接,并带动压纸板74靠近或远离送料包边板71,所述送料驱动组件包括设置在送料包边板71两侧的送料同步轮75、绕设于送料同步轮75之间的送料同步带751、设置在第二包边机架51上的送料同步电机(图纸未展示)以及设置在送料同步电机输出端的送料同步轴752,所述送料同步轴752穿过相对应的两个送料同步轮75,并带动送料同步带751转动,所述送料同步带751上设有供送料组件安装的送料同步块753,所述送料同步块753与送料同步带751相啮合并沿送料同步带751带动纸板b在包边通道e内活动,所述送料组件包括设置在送料同步块753上的送料爪76以及设置在送料同步块751上的送料升降气缸77,所述送料爪76朝向包边组件72的一端向上延伸形成将纸板b推出第二包边机架51的推料块761,另一端设有与气源连接的送料吸嘴762,所述送料升降气缸77的输出端与送料爪76连接,并带动送料爪76轴向升降,所述升降包边机构包括设置在包边座721远离包边压板722一端的包边升降气缸78、设置在包边升降气缸78两侧的包边升降轴781以及设置在包边升降轴781远离包边压板722一侧的包边驱动板782,所述包边升降轴781穿过包边座721后与包边压板722连接,所述包边升降气缸78的输出端与包边驱动板782连接,并带动包边压板722轴向运动,所述横向包边机构包括设置在送料包边板71上的横向导向轴79、设置在包边座721远离送料包边板71一端的横向包边气缸791、设置在送料包边板71上的横向铰接座712以及设置在送料包边板71上的横向调节底板70,所述包边座721套设在横向导向轴79的外周面,所述横向包边气缸791的输出端穿过包边座721后与横向铰接座712铰接,并带动包边座721横向移动,所述横向调节底板70朝向包边座721的一端设有横向调节导轨701,所述包边座721上设有架设在横向调节导轨701上的横向调节块723,所述横向调节底板70上开设有供包边升降轴781与包边升降气缸78横向移动的横向活动槽702。