1.本发明涉及一种印刷设备,尤其涉及一种用于电路板焊料印刷设备。
背景技术:
2.smt,表面贴装技术,主要利用贴装机将一些微小型的零件贴装到pcb板上,其生产流程为印刷锡膏、贴片机贴片、过回焊炉和制成检验。
3.锡膏,也叫焊锡膏,灰色膏体,锡膏是伴随着smt应运而生的一种新型焊接材料,是由焊锡粉、助焊剂以及其它的表面活性剂、触变剂等加以混合形成的膏状混合物,将锡膏印刷在电路板上后,采用普通的回流焊方式实现焊接,可保证电路板良好电导率的同时实现更好的导热效果,大大降低界面热阻,大幅度降低封装成本。
4.现有技术中,smt印刷成品均使用存有多个孔位的单元板,将单元板放置于电路板上,对准需要印刷的位置,将锡膏倒在单元板上,使用软刮板带动锡膏来回刮抹,实现对电路板的孔位印刷,人工对准孔位精准度不高,影响成品质量,同时人工操作效率不高,因此需要设计一种对电路板和孔位进行定位,带动刮板自动化运作实现印刷的用于电路板焊料印刷设备。
技术实现要素:
5.为了克服人工对准孔位精准度不高,影响成品质量,同时人工操作效率不高的缺点,本发明的技术问题是:提供一种对电路板和孔位进行定位,带动刮板自动化运作实现印刷的用于电路板焊料印刷设备。
6.本发明的技术实施方案为:一种用于电路板焊料印刷设备,包括有工作台、防护罩、锁紧旋钮、印刷钢网、刮刀组件和自动印刷机构,工作台顶部设有防护罩,防护罩上部滑动式放置有可更换的印刷钢网,防护罩顶部两侧均对称螺纹式设有对印刷钢网进行固定的锁紧旋钮,防护罩顶部设有刮刀组件,防护罩顶部一侧设有自动印刷机构。
7.更为优选的是,刮刀组件包括有安装架、导向块、第一安装座、第一电动推杆、安装旋钮、焊料刮刀和启动开关,防护罩顶部设有安装架,安装架内壁两侧之间滑动式连接有导向块,导向块底部设有第一安装座,第一安装座底部设有第一电动推杆,第一电动推杆的伸缩杆底部设有安装板,安装板底部设有焊料刮刀,焊料刮刀与安装板之间对称螺纹式设有安装旋钮,工作台顶部一侧设有启动开关。
8.更为优选的是,自动印刷机构包括有第一支撑座、第一驱动电机、第一丝杆和第一距离传感器,防护罩顶部一侧设有第一支撑座,第一支撑座顶部设有第一驱动电机,安装架上部两侧之间转动式连接有第一丝杆,防护罩顶部设有第一距离传感器。
9.更为优选的是,还包括有进料顶升机构,进料顶升机构包括有第二安装座、第二电动推杆、第三安装座、导轨架、第三电动推杆、安装台、光电传感器和第二距离传感器,工作台顶部一侧设有第二安装座,第二安装座顶部设有第二电动推杆,防护罩内壁两侧均设有导轨架,导轨架之间滑动式连接有第三安装座,第三安装座中部设有第三电动推杆,第三电
动推杆的伸缩杆顶部设有安装台,安装台内壁一侧设有光电传感器,工作台顶部中侧设有第二距离传感器。
10.更为优选的是,还包括有取料机构,取料机构包括有按压板、扭力弹簧和定位销,安装台内壁底部四侧均设有定位销,安装台两侧均转动式设有按压板,按压板两侧均与安装台之间连接有扭力弹簧。
11.更为优选的是,还包括有钢网清洁机构,钢网清洁机构包括有安装支架、第二支撑座、第二驱动电机、第二丝杆、连接块、清洁轮和第三距离传感器,防护罩内壁两侧均设有安装支架,安装支架之间滑动式连接有连接块,连接块一侧转动式设有对印刷钢网进行清理的清洁轮,工作台顶部对称设有第二支撑座,第二支撑座顶部均设有第二驱动电机,第二驱动电机的输出轴上连接有第二丝杆,工作台顶部一侧设有第三距离传感器。
12.更为优选的是,还包括有钢网对正机构,钢网对正机构包括有支撑架、夹紧块和复位弹簧,防护罩上部两侧均设有3个支撑架,竖向同侧的支撑架之间滑动式连接有夹紧块,夹紧块与支撑架外侧之间均连接有复位弹簧。
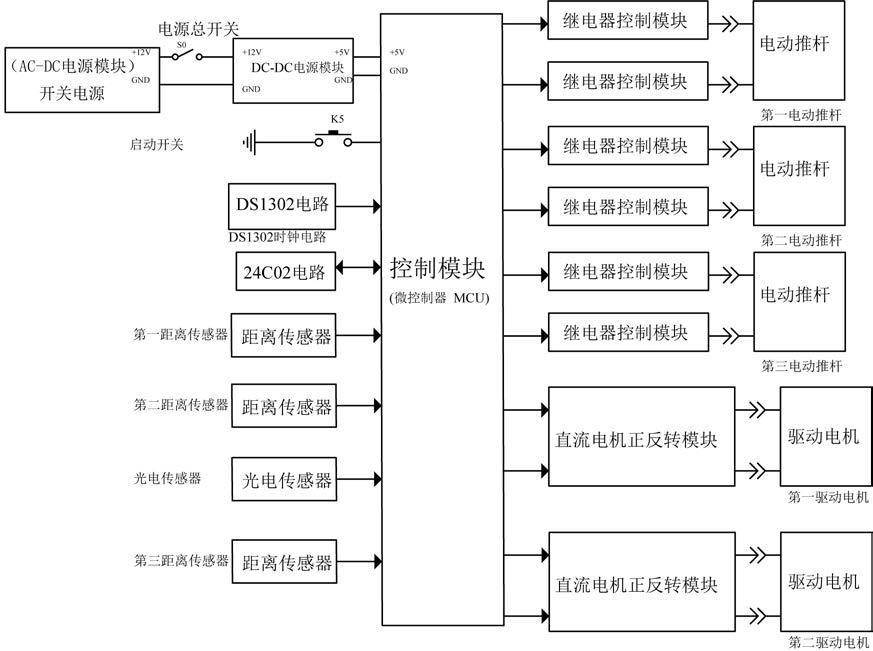
13.更为优选的是,还包括有控制箱,工作台顶部左前侧设有控制箱,控制箱内安装有开关电源、电源模块和控制模块,开关电源为整个设备供电,开关电源的输出端与电源模块通过电性连接,电源模块上通过线路连接有电源总开关,电源模块与控制模块通过电性连接;控制模块上连接有ds1302时钟电路和24c02电路,第一距离传感器、第二距离传感器、第三距离传感器、光电传感器和启动开关都与控制模块通过电性连接,第一电动推杆、第二电动推杆、第三电动推杆、第一驱动电机和第二驱动电机都与控制模块通过外围线路连接。
14.与现有技术相比,本发明具有如下优点:1、钢网为可更换的孔位模板,可将钢网推入防护罩内,随后使用锁紧旋钮对钢网进行固定,期间夹紧块可对钢网提前进行对正,配合精准的孔位印刷;2、将锡膏放置于钢网顶部后侧,焊料刮刀前后移动对锡膏进行推送,进而实现二次印刷,实现基本功能;3、向下推动按压板进行转动,按压板内侧均向上转动便可对印刷完毕的电路板进行翘起,便于拿取,防止人手设法取出电路板时对锡膏造成影响;4、清洁轮转动对钢网上附着的锡膏进行清理,防止电路板上印刷的锡膏份量差异过大,影响电路板后期使用。
附图说明
15.图1为本发明的第一种立体结构示意图。
16.图2为本发明的第二种的立体结构示意图。
17.图3为本发明的第三种的立体结构示意图。
18.图4为本发明刮刀组件的第一种立体结构示意图。
19.图5为本发明刮刀组件的第二种立体结构示意图。
20.图6为本发明自动印刷机构的第一种立体结构示意图。
21.图7为本发明自动印刷机构的第二种立体结构示意图。
22.图8为本发明进料顶升机构的第一种立体结构示意图。
23.图9为本发明进料顶升机构的第二种立体结构示意图。
24.图10为本发明钢网清洁机构的第一种立体结构示意图。
25.图11为本发明钢网清洁机构的第二种立体结构示意图。
26.图12为本发明钢网清洁机构的剖视结构示意图。
27.图13为本发明钢网对正机构的第一种立体结构示意图。
28.图14为本发明钢网对正机构的第二种立体结构示意图。
29.图15为本发明取料机构的立体结构示意图。
30.图16为本发明a部分放大示意图。
31.图17为本发明的电路框图。
32.图18为本发明的电路原理图。
33.图中附图标记的含义:1、工作台,2、控制箱,3、防护罩,4、锁紧旋钮,5、印刷钢网,6、刮刀组件,61、安装架,62、导向块,63、第一安装座,64、第一电动推杆,65、安装旋钮,66、焊料刮刀,67、启动开关,7、自动印刷机构,71、第一支撑座,72、第一驱动电机,73、第一丝杆,74、第一距离传感器,8、进料顶升机构,81、第二安装座,82、第二电动推杆,83、第三安装座,84、导轨架,85、第三电动推杆,86、安装台,87、光电传感器,88、第二距离传感器,9、钢网清洁机构,91、安装支架,92、第二支撑座,93、第二驱动电机,94、第二丝杆,95、连接块,96、清洁轮,97、第三距离传感器,10、钢网对正机构,101、支撑架,102、夹紧块,103、复位弹簧,11、取料机构,111、按压板,112、扭力弹簧,113、定位销。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.实施例1一种用于电路板焊料印刷设备,如图1、图2、图3、图4、图5和图7所示,包括有工作台1、防护罩3、锁紧旋钮4、印刷钢网5、刮刀组件6和自动印刷机构7,工作台1顶部设有防护罩3,防护罩3上部前侧滑动式放置有印刷钢网5,防护罩3顶部左右两侧均前后对称螺纹式设有锁紧旋钮4,防护罩3顶部设有刮刀组件6,防护罩3顶部后侧设有自动印刷机构7。
36.刮刀组件6包括有安装架61、导向块62、第一安装座63、第一电动推杆64、安装旋钮65、焊料刮刀66和启动开关67,防护罩3顶部设有安装架61,安装架61内壁前后两侧之间滑动式连接有导向块62,导向块62底部设有第一安装座63,第一安装座63底部设有第一电动推杆64,第一电动推杆64的伸缩杆底部设有安装板,安装板底部设有焊料刮刀66,焊料刮刀66与安装板之间左右对称螺纹式设有安装旋钮65,工作台1顶部右前侧设有启动开关67。
37.自动印刷机构7包括有第一支撑座71、第一驱动电机72、第一丝杆73和第一距离传感器74,防护罩3顶部后侧设有第一支撑座71,第一支撑座71顶部设有第一驱动电机72,安装架61上部前后两侧之间转动式连接有第一丝杆73,第一丝杆73后侧与第一驱动电机72的输出轴连接,且第一丝杆73与导向块62螺纹式连接,防护罩3顶部设有第一距离传感器74,第一距离传感器74位于第一支撑座71前侧。
38.工作人员可将开有模板孔位的印刷钢网5推入防护罩3,随后转动锁紧旋钮4将印
刷钢网5固定在防护罩3上,随后将锡膏放置于印刷钢网5顶部后侧,人手将线路板放置于印刷钢网5的孔位下方,短按启动开关67发出信号,控制模块接收信号进而控制第一驱动电机72进行一次周期为1分钟的正反运作,第一驱动电机72的输出轴转动通过第一丝杆73带动导向块62进行一次前后移动,导向块62向前移动带动第一电动推杆64及焊料刮刀66向前移动,第一距离传感器74检测到与焊料刮刀66之间的距离大于第一预设值时发出信号,控制模块接收信号进而控制第一电动推杆64进行运作,第一电动推杆64的伸缩杆伸长1秒带动焊料刮刀66向下移动,如此焊料刮刀66继续向前移动便可对锡膏进行一次刮印,锡膏可经孔位被印刷在电路板上,当焊料刮刀66向前移动至印刷钢网5前侧,即25秒后完成一次刮印,第一距离传感器74检测到与焊料刮刀66之间的距离大于第二预设值时发出信号,控制模块接收信号进而控制第一电动推杆64进行一次周期为2秒的正反运作,第一电动推杆64的伸缩杆缩短1秒带动焊料刮刀66向上移动不再与锡膏接触,第一电动推杆64继续向前移动的同时第一电动推杆64的伸缩杆伸长1秒带动焊料刮刀66向下移动位于锡膏前侧,3秒后第一驱动电机72反向运作带动导向块62及以上部件向后移动复位,焊料刮刀66向后移动便可带动锡膏进行二次刮印,二次刮印完毕,焊料刮刀66向后移动至复位,第一距离传感器74检测到与焊料刮刀66之间的距离不再大于第一预设值时发出信号,第一电动推杆64的伸缩杆缩短1秒带动焊料刮刀66向上移动复位,随后第一驱动电机72自动停止运作,工作人员将印刷完毕的电路板取走即可,如需再次印刷,重复以上操作即可。
39.实施例2在实施例1的基础之上,如图1、图2、图6、图8、图9、图15和图16所示,还包括有进料顶升机构8,进料顶升机构8包括有第二安装座81、第二电动推杆82、第三安装座83、导轨架84、第三电动推杆85、安装台86、光电传感器87和第二距离传感器88,工作台1顶部后侧设有第二安装座81,第二安装座81顶部设有第二电动推杆82,防护罩3内壁左右两侧均设有导轨架84,导轨架84之间滑动式连接有第三安装座83,第三安装座83后侧与第二电动推杆82的伸缩杆连接,第三安装座83中部设有第三电动推杆85,第三电动推杆85的伸缩杆顶部设有安装台86,安装台86内壁后侧设有光电传感器87,工作台1顶部中侧设有第二距离传感器88。
40.还包括有取料机构11,取料机构11包括有按压板111、扭力弹簧112和定位销113,安装台86内壁底部四侧均设有定位销113,安装台86左右两侧均转动式设有按压板111,按压板111前后两侧均与安装台86之间连接有扭力弹簧112。
41.工作人员可将电路板放置于安装台86顶部的定位销113之间,光电传感器87检测到光感度小于预设值时发出信号,控制模块接收信号进而控制第二电动推杆82运作2秒后停止运作,第二电动推杆82的伸缩杆缩短2秒带动第三安装座83及以上部件向后移动至孔位下方,同时安装台86向后移动至第二距离传感器88接触,第二距离传感器88检测与安装台86之间的距离小于预设值时发出信号,控制模块接收信号进而控制第三电动推杆85进行一次运作,第三电动推杆85的伸缩杆伸长1秒通过安装台86带动电路板向上移动抵住印刷钢网5,配合充分印刷,当二次印刷完毕,第一距离传感器74检测到与焊料刮刀66之间的距离不再大于第一预设值时发出信号,控制模块接收信号进而控制第三电动推杆85进行一次反向运作和第二电动推杆82延时1秒进行一次反向运作,第三电动推杆85的伸缩杆缩短1秒带动印刷完毕的电路板向下移动不再与印刷钢网5接触,随后第二电动推杆82的伸缩杆伸
长2秒带动安装台86及印刷完毕的电路板向前移动,当安装台86向前移动至复位,手动推动两侧按压板111向下转动,如此按压板111内侧向上转动便可将电路板翘起,配合电路板的拿取,此时扭力弹簧112发生形变,拿取完毕,停止推动按压板111,扭力弹簧112复位带动按压板111转动复位。
42.实施例3在实施例2的基础之上,如图1、图2、图10、图11、图12、图13、图14、图17和图18所示,还包括有钢网清洁机构9,钢网清洁机构9包括有安装支架91、第二支撑座92、第二驱动电机93、第二丝杆94、连接块95、清洁轮96和第三距离传感器97,防护罩3内壁左右两侧均设有安装支架91,安装支架91之间滑动式连接有连接块95,连接块95前侧转动式设有清洁轮96,工作台1顶部左右对称设有第二支撑座92,第二支撑座92顶部均设有第二驱动电机93,第二驱动电机93的输出轴前侧均通过联轴器连接有第二丝杆94,第二丝杆94均与连接块95螺纹式连接,工作台1顶部前侧设有第三距离传感器97。
43.还包括有钢网对正机构10,钢网对正机构10包括有支撑架101、夹紧块102和复位弹簧103,防护罩3上部左右两侧均设有3个支撑架101,竖向同侧的支撑架101之间滑动式连接有夹紧块102,夹紧块102与支撑架101外侧之间均连接有复位弹簧103。
44.第二电动推杆82的伸缩杆缩短2秒带动安装台86及电路板向后移动配合印刷时,安装台86会与第三距离传感器97进行一次接触,此时第三距离传感器97不会发出信号,第二电动推杆82的伸缩杆伸长2秒带动安装台86及印刷完毕的电路板向前移动,即安装台86与第三距离传感器97进行二次接触时,第三距离传感器97检测到与安装台86之间的距离小于预设值时发出信号,控制模块接收信号进而控制第二驱动电机93进行一次周期为10秒的正反运作,第二驱动电机93的输出轴正反转通过第二丝杆94带动连接块95进行一次前后移动,连接块95前后移动带动清洁轮96进行前后移动,期间清洁轮96与印刷钢网5接触进行转动,如此便可对印刷钢网5上附着的锡膏进行处理;将印刷钢网5推入防护罩3时,夹紧块102受力向外侧移动,复位弹簧103被拉伸,推入完毕,夹紧块102在复位弹簧103的作用下向内侧移动对印刷钢网5进行对正,配合精准的孔位印刷,当需要对孔位模板进行更换时,转动锁紧旋钮4不再对印刷钢网5进行固定,将印刷钢网5推出再进行更换即可,此时复位弹簧103复位带动夹紧块102向内侧移动复位。
45.还包括有控制箱2,工作台1顶部左前侧设有控制箱2,控制箱2内安装有开关电源、电源模块和控制模块,开关电源为整个设备供电,开关电源的输出端与电源模块通过电性连接,电源模块上通过线路连接有电源总开关,电源模块与控制模块通过电性连接;控制模块上连接有ds1302时钟电路和24c02电路,第一距离传感器74、第二距离传感器88、第三距离传感器97、光电传感器87和启动开关67都与控制模块通过电性连接,第一电动推杆64、第二电动推杆82、第三电动推杆85、第一驱动电机72和第二驱动电机93都与控制模块通过外围线路连接。
46.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。