1.本发明涉及无机封接功能材料领域,具体涉及一种由铋系低熔点玻璃粉和铜锰铁基复合氧化物多晶粉混合构成的无机焊料,用于激光封接发光二级管、真空玻璃、微电子元器件等。
背景技术:
2.无机玻璃焊料是一种通过加热能实现玻璃、陶瓷、金属、半导体等物质间相互粘结或密闭封装的功能材料。随着电子信息产业的迅速发展,电子元器件逐渐向小型化、集成化方向发展,其质量和可靠性的要求也越来越高。电子元器件通常需要封装加工,以防止其内部精密电路与外界空气中的水汽和氧气直接接触,保证适用寿命和工作稳定性。有机封接材料存在耐热性差、机械强度低等问题,而金属封接材料又不能做到良好的电绝缘性。因此,无机低熔点玻璃焊料在电子器件封接、电真空封接、微电子封接等领域具有广泛的应用需求。
3.铅系低熔点玻璃具有封接温度低、性能稳定、流动性好等优点,成为相对成熟且广泛应用的无机封接材料。但铅是一种重金属元素,会破坏环境和危害人类身体健康。目前,世界各国对含铅材料的使用做出严格限制。铋元素具有低毒性, 在电子构型、离子半径和原子量等方面与铅元素非常接近。在玻璃网络中,氧化铋和氧化铅具有相似的性质。因此,铋系玻璃可以取代铅系玻璃用于无机焊料。
4.无机玻璃焊料的封接操作温度通常高于400℃。因此,对于一些不能承受高温的电子元器件,如有机发光二级管,是无法采用对器件整体加热的方式进行封接。这类器件可以采用激光封接的方法,利用激光仅对涂敷焊料的区域进行加热处理,使器件的其他区域或核心部位保持在较低的安全温度之下。
5.目前,已开发的用于激光封接的焊料有合金材料,例如sn-pb系、sn-ag系、sn-bi系、sn-zn系、sn-cu系等;聚合物材料,例如聚环氧树脂(pep)、聚乙烯(pe)、聚碳酸酯(pc)、热塑性硅橡胶(tpse)、聚乙烯醇缩丁醛(pvb)等。相对而言,可用于激光焊接的无机玻璃焊料比较缺乏。这是由于激光封接使用的焊料不仅需要具备焊料所需的封接性能,还需具有良好的光热转换功能。传统的铋系玻璃存在封接温度高、光热转换能力弱等缺点,用于激光封接会带来诸多困难。例如,如果激光功率过大,则基板与底部精密电路之间温度过高,会导致相关功能组件损坏。而若激光功率过低,则封接点处的玻璃未达到完全熔融状态,无法保证封接质量。因此,如何提高铋系玻璃焊料的光热转换功能成为现在激光封接技术需要突破的瓶颈技术。
技术实现要素:
6.本发明提供一种由铋系低熔点玻璃粉和铜锰铁基复合氧化物多晶粉混合构成的激光封接用无机焊料。
7.本发明所述铋系低熔点玻璃粉的化学组成,以氧化物摩尔百分比计,包含20%~50%
bi2o3、10%~30%sio2、5%~20%b2o3、5%~20%al2o3、0.5%~5%tio2,0.5%~5%zro2、以及0%~5%zno、coo、nio和y2o3中的一种及以上,其特征d
50
粒径尺寸为0.1~10微米。该铋系低熔点玻璃粉的玻璃相转变温度为300~500℃,膨胀系数为(6.0~9.0)
×
10-6
/k,介电常数为7.0~20.0c
²
/n
•m²
,封接操作温度为400℃~700℃,适用于玻璃、陶瓷、金属等不同材质之间的封接,具有封无铅环保、接密闭性好、机械强度高、化学稳定性好等特点。
8.本发明所述铜锰铁基复合氧化物多晶粉的化学组成,以氧化物摩尔百分比计,包含10%~40%mno2、10%~40%cuo、5%~30% fe2o3、5%~20%b2o3、以及0%~5%al2o3、sio
2 zro2、zno、coo、nio和y2o3中的一种及以上,其特征d
50
粒径尺寸为0.1~10微米。该铜锰铁基复合氧化物多晶粉呈现深黑色,是一种高效光热转换功能材料,对600~1300nm波长光的吸收率大于80%,发射率小于0.8。
9.上述铋系低熔点玻璃粉与铜锰铁基复合氧化物多晶粉以10:1~1:1的质量比混合构成激光封接用无机焊料。在激光照射下,铜锰铁基复合氧化物多晶粉将吸收的光能转换为热,瞬时产生高温,使得与之混合的铋系低熔点玻璃粉熔化,从而实现对器材的封接。
10.本发明所述无机焊料的制备方法包括所述铋系低熔点玻璃粉的制备:(1)按氧化物组成比例称取原料,混合均匀,装入刚玉坩埚,置于1000~1400℃电炉,恒温熔制60~180分钟;(2)将玻璃熔体快速倒入去离子水中,经水淬获得玻璃渣;(3)使用球磨机将玻璃渣研磨成d
50
粒径为0.1~10微米的玻璃粉。
11.本发明所述无机焊料的制备方法包括所述铜锰铁基复合氧化物多晶粉的制备:(1)按氧化物组成比例称取原料,混合均匀,装入刚玉坩埚,置于850℃~1350℃电炉,恒温烧制60~180分钟;(2)随炉冷却,得到黑色块体产物;(3)先将黑色块体产物进行机械破碎,再使用球磨机研磨成d
50
粒径尺寸为0.1~10微米的粉体。
12.将上述制备的铋系低熔点玻璃粉与铜锰铁基复合氧化物多晶粉以10:1~1:1的质量比混合构成无机焊料。
13.本发明具有以下有益效果:(1)相比聚合物封接材料,本发明所述无机焊料的耐高温和抗老化能力强、机械强度大;(2)相比合金封接材料,本发明所述无机焊料的化学稳定性好;(3)本发明所述无机焊料的介电常数为7.0~20.0c
²
/(n
•m²
),可提供优良的封接绝缘性;(4)本发明所述无机焊料的封接操作温度可低至~400℃,能够降低激光所需提供的能量,减少电子元器件内部精密电路受热冲击而损坏的可能性,同时减少能耗。
附图说明
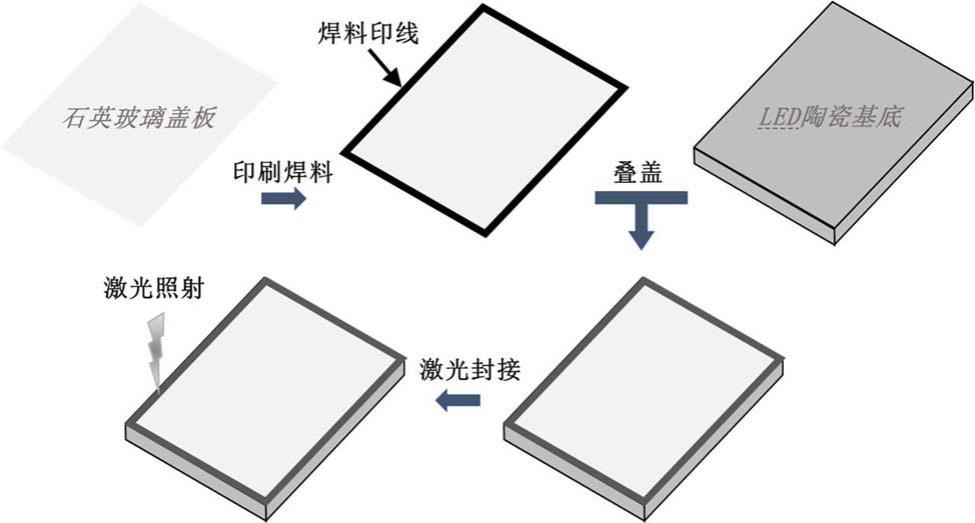
14.图1:实施例1~5中激光封接石英玻璃盖板与led陶瓷基底的流程图。
具体实施方式
15.以下结合实施例详细说明为阐述本发明为达成预定发明目所采用的技术手段,但本发明不局限于以下所公开的实施例。本实施例用于使本发明的公开内容更加完整,有助于本发明所属技术领域的技术人员更好地理解本发明的范畴。
16.实施例1-5实施例1-5列举由不同化学组成的铋系低熔点玻璃粉(表1所示)和相同化学组成的铜锰铁基复合氧化物多晶粉体(表2所示)所构成的无机焊料。
17.铋系低熔点玻璃粉的制备步骤如下:(1)按表1所列氧化物及其比例称取原料,使用混料机搅拌混合20min;(2)将混合原料装入刚玉坩埚,置于1300℃电炉,熔制60分钟;(3)将玻璃熔体快速倒入去离子水中水淬,获得玻璃渣;(4)将玻璃碎渣与同等质量且粒径为10mm的玛瑙球一起装入玛瑙罐,使用球磨机在每分钟300转下研磨30分钟,得到d
50
粒径尺寸为20~30微米的玻璃粗粉;(5)以质量计,在玛瑙罐中装入1份玻璃粗粉、3份3mm玛瑙球、3份去离子水,使用球磨机在每分钟400转下研磨60分钟,得到d
50
粒径尺寸为1.0微米的玻璃粉;(6)将球磨好的玻璃湿粉在120℃下烘干,最后过200目筛网获得成品。
18.铜锰铁基复合氧化物多晶粉的制备步骤如下:(1)按表2所列氧化物及比例称取原料,使用混料机搅拌混合20min;(2)将混合原料装入刚玉坩埚,置于1100℃电炉,烧制60分钟;(3)随炉冷却,得到黑色块体产物;(4)先将黑色块体产物进行机械破碎,再与同等质量且粒径为10mm的玛瑙球一起装入玛瑙罐,使用球磨机在每分钟300转下研磨40分钟,得到d
50
粒径尺寸为20~30微米的粗粉;(5)以质量计,在玛瑙罐中装入1份粗粉、3份3mm玛瑙球、3份去离子水,使用球磨机在每分钟400转下研磨120分钟,得到d
50
粒径尺寸为1.0微米的复合氧化物多晶粉;(6)将球磨好的湿粉在120℃下烘干,最后过200目筛网获得成品。
19.将上述制备的铋系低熔点玻璃粉体与铜锰铁基复合氧化物多晶粉以5:1的质量比混合制得无机焊料。
20.铋系低熔点玻璃粉的基本物性:使用差示扫描量热仪测量玻璃粉的玻璃相转变温度与析晶温度;使用影像式烧结仪测量玻璃粉的软化温度;使用融石英膨胀分析仪测量玻璃的热膨胀系数。表3所示实施例1~5所制备铋系低熔点玻璃粉的玻璃相转变温度、析晶温度、软化温度和热膨胀系数。
21.铜锰铁基复合氧化物多晶粉体的物性:通过红外分光光度计测试,实施例1~5所制备铜锰铁基复合氧化物多晶粉的红外吸收率为89%、发射率为0.67。
22.焊料膏的制备:将实施例1~5中所制备的无机焊料与有机相载体以6:4的质量比进行混合,使用三辊研磨机轧制成焊料膏。有机载体为乙基纤维素和松油醇的混合物;其中,乙基纤维素与松油醇的质量比为7:3。
23.使用恒温旋转粘度仪测量实施例1~5中所制备焊料膏在25℃、50rpm下的粘度,见表4所示。
24.实施例1~5中所制焊料膏用于led陶瓷基底与石英玻璃盖板的封接,操作流程见附图1所示,包括:(1)将实施例1~5中所制备焊料膏丝网印刷于石英玻璃盖板的四边,印刷线宽为100
µ
m、高度为20
µ
m;(2)将石英玻璃盖板盖放在陶瓷基底上,使焊料膏印线与陶瓷基底充分接触,(3)在150℃下烘烤60分钟,使焊料膏中的溶剂充分挥发;(4)使用co2激光焊接机进行封接,激光波长为1064nm、功率为37.5w、光斑直径为100
µ
m、扫描速度为1.2mm/s。
25.表5展示了实施例1~5所制备无机焊料用于激光封接的性能评测结果。使用抗拉强度测试仪测量激光封接的粘结强度;利用宽频介电阻抗谱仪测试封接焊料的介电常数;通过在5%硫酸溶液浸泡0.5小时的粘结强度测试评价无机焊料封接的耐酸腐蚀能力;借助扫描电子显微镜观测封接断面的致密度。
26.如表5所示,实施例1~5所制备无机焊料用于激光封接的粘结强度为6.8~8.3mpa。其中,实施例4的粘结强度最大,为8.3mpa。在所有实施例中,无机焊料经过激光封接后的介电常数均大于7.0 c
²
/n
•m²
,显示出优良的绝缘性能。经过5%硫酸溶液浸泡0.5小时后,实施例1~5封接部件的粘结强度均不同程度下降;其中,实施例1~4的粘结强度大于4mpa,表现出较好的化学稳定性。通过扫描电子显微镜观测封接断面获知,实施例1~4的封接致密、无气孔。实施例5的封接结构中存在少量气孔,这是导致其粘结强度低、介电常数小和化学稳定性差的原因。
27.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。据本发明的技术实质对上述实施例所作的任何简单修改、等同变化,均属于本发明技术方案的范围内。
28.表1:实施例1-5无机焊料所含铋系低熔点玻璃粉的化学组成(摩尔百分比)。
29.表2: 实施例1-5无机焊料所含铜锰铁基复合氧化物多晶粉的化学组成。
30.表3: 实施例1~5所制备铋系低熔点玻璃粉的基本物性。
31.表4:实施例1~5中所制备焊料膏的粘度。
32.表5:实施例1~5所制备无机焊料用于激光封接的性能评测结果。