1.本实用新型涉及机械加工技术领域,特别是指一种内表面压字模。
背景技术:
2.现有的压字模均在工件外表面压字,且在平面上进行压字,不能在直径较小的圆筒状工件的内表面压字。
技术实现要素:
3.本实用新型提供了一种内表面压字模,现有的压字模具有以下问题,不能在直径较小的圆筒状工件的内表面压字。
4.为解决上述技术问题,本实用新型的实施例提供如下方案:
5.本实用新型实施例提供一种内表面压字模,包括上模和下模;
6.所述下模呈圆柱状,所述下模的直径与工件的内径尺寸相适配,在所述下模的顶部镶嵌安装有字头,所述字头的外表面呈圆弧状且圆弧直径与所述下模的直径尺寸一致,所述字头的外表面上具有凸出的字体;
7.所述上模的底部呈圆弧状且所述圆弧与所述工件的外径尺寸一致。
8.优选地,在所述下模的顶部设置有凹槽,所述字头放置在所述凹槽内。
9.优选地,所述压字模还包括支撑立板,所述下模安装在所述支撑立板上。
10.优选地,在所述上模的顶部安装有上模板。
11.优选地,在所述下模上设置有连通所述凹槽的螺纹孔,在所述螺纹孔内安装有压紧螺钉,拧紧所述压紧螺钉,所述螺钉的端部顶住所述字头。
12.优选地,在所述支撑立板的底部安装有底板。
13.优选地,在所述支撑立板上设置有通孔,所述下模上远离所述字头的一端具有轴肩,所述下模具有字头的一端穿出所述通孔,所述轴肩贴紧所述支撑立板的侧面。
14.优选地,所述支撑立板垂直安装在所述底板上。
15.本实用新型的上述方案至少包括以下有益效果:
16.本实用新型的上述方案,工件套设在下模上,工件上的待压字区域位于字头处,上模与下模合模,压字完成;压字模结构简单,适用于直径较小的圆筒状工件内表面压字,制作成本低,压字效率高。
附图说明
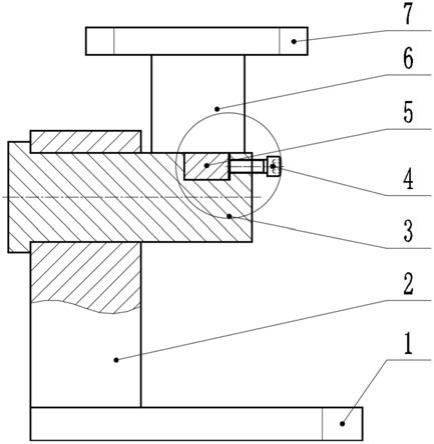
17.图1为本实用新型的内表面压字模的主视图;
18.图2为本实用新型的内表面压字模的左视图;
19.图3为图1的局部放大图。
20.附图标记:
21.1、底板;2、支撑立板;3、下模;4、螺钉;5、字头;6、上模;7、上模板;8、凹槽;9、螺纹
孔。
具体实施方式
22.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
23.如图1~图3示的,本实施例提供了一种内表面压字模,包括上模6和下模3;下模3呈圆柱状,下模3的直径与工件的内径尺寸相适配,在下模3的顶部镶嵌安装有字头5,字头5的外表面呈圆弧状且圆弧直径与下模3的直径尺寸一致,字头5的外表面上具有凸出的字体;上模6的底部呈圆弧状且圆弧与工件的外径尺寸一致。工件套设在下模3上,工件上的待压字区域位于字头5处,上模6与下模3合模,压字完成。本实施例的压字模结构简单,适用于直径较小的圆筒状工件内表面压字,制作成本低,压字效率高。
24.本实施例的压字模,在下模3的顶部设置有凹槽8,字头5放置在凹槽8内,在下模3上设置有连通凹槽8的螺纹孔9,在螺纹孔9内安装有压紧螺钉4,拧紧压紧螺钉4,螺钉4的端部顶住字头5,字头5更换方便,提高工作效率。
25.本实施例的下模3安装在支撑立板2上,具体地,在支撑立板2上设置有通孔,下模3上远离字头5的一端具有轴肩,下模3具有字头5的一端穿出通孔,轴肩贴紧支撑立板2的侧面。在支撑立板2的底部安装有底板1,支撑立板2垂直安装在底板1上。
26.本实施例的压字模,在上模6的顶部安装有上模板7。
27.本实用新型的内表面压字模的工作过程如下:
28.(1)将字头5放在凹槽8内,拧紧压紧螺钉4;
29.(2)将工件套在下模3上,工件上的待压字区域位于字头5处,工件端部贴紧支撑立板2;
30.(3)下压上模板7,上模6压制工件,字头5上的字体压入工件内表面,工件内表面形成字体,完成压字。
31.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种内表面压字模,其特征在于,包括上模和下模;所述下模呈圆柱状,所述下模的直径与工件的内径尺寸相适配,在所述下模的顶部镶嵌安装有字头,所述字头的外表面呈圆弧状且圆弧直径与所述下模的直径尺寸一致,所述字头的外表面上具有凸出的字体;所述上模的底部呈圆弧状且所述圆弧与所述工件的外径尺寸一致。2.根据权利要求1所述的内表面压字模,其特征在于,在所述下模的顶部设置有凹槽,所述字头放置在所述凹槽内。3.根据权利要求1所述的内表面压字模,其特征在于,所述压字模还包括支撑立板,所述下模安装在所述支撑立板上。4.根据权利要求1所述的内表面压字模,其特征在于,在所述上模的顶部安装有上模板。5.根据权利要求2所述的内表面压字模,其特征在于,在所述下模上设置有连通所述凹槽的螺纹孔,在所述螺纹孔内安装有压紧螺钉,拧紧所述压紧螺钉,所述螺钉的端部顶住所述字头。6.根据权利要求3所述的内表面压字模,其特征在于,在所述支撑立板的底部安装有底板。7.根据权利要求3所述的内表面压字模,其特征在于,在所述支撑立板上设置有通孔,所述下模上远离所述字头的一端具有轴肩,所述下模具有字头的一端穿出所述通孔,所述轴肩贴紧所述支撑立板的侧面。8.根据权利要求6所述的内表面压字模,其特征在于,所述支撑立板垂直安装在所述底板上。
技术总结
本实用新型公开了一种内表面压字模,包括上模和下模;下模呈圆柱状,下模的直径与工件的内径尺寸相适配,在下模的顶部镶嵌安装有字头,字头的外表面呈圆弧状且圆弧直径与下模的直径尺寸一致,字头的外表面上具有凸出的字体;上模的底部呈圆弧状且圆弧与工件的外径尺寸一致。工件套设在下模上,工件上的待压字区域位于字头处,上模与下模合模,压字完成;压字模结构简单,适用于直径较小的圆筒状工件内表面压字,制作成本低,压字效率高。压字效率高。压字效率高。
技术研发人员:马会民 陈汉杰 郭好强
受保护的技术使用者:宏源精工车轮股份有限公司
技术研发日:2021.07.06
技术公布日:2022/1/18