1.本实用新型涉及自助设备的技术领域,尤其涉及一种制证机。
背景技术:
2.机动车驾驶证和行驶证是准予机动车在我国境内道路上行驶的法定必要证件,在日常生活中,由于长年累月使用,驾驶证和行驶证难免会发生因损毁较严重而无法使用,或发生丢失的问题。这样一来,驾驶员就只能去车管所进行驾驶证或行驶证的补办。
3.而在目前,由于车管所制证的数量较多,且一般都是人工手动操作简单制证设备进行制证作业,因而会导致制证员工作强度高,制证时间较长。
技术实现要素:
4.本实用新型的目的在于提供一种可自动制证的制证机。
5.根据本实用新型的一方面,提供一种制证机,所述制证机包括机座和设置在所述机座上的彩色打印机、文字打印机、裁切装置、覆膜过塑装置以及传送装置;所述彩色打印机用于在证芯上印刷图片或照片,所述文字打印机用于在证芯上印刷文字,所述裁切装置用于将证芯裁切为预设样式,所述覆膜过塑装置用于将证芯覆膜并对覆膜的证芯加热过塑,所述文字打印机印刷完成后的证芯依次经过所述裁切装置和所述覆膜过塑装置;
6.所述传送装置包括设置在所述机座上的机架以及可滑动地设置在所述机架上的上传输组件和下传输组件,所述上传输组件至少可移动至与所述彩色打印机对应的第一工位以及与所述文字打印机对应的第二工位,在所述第一工位,所述上传输组件可接收所述彩色打印机印刷后的证芯,在所述第二工位,所述上传输组件能够将证芯传输至所述文字打印机,所述下传输组件至少可移动至与所述文字打印机对应的第三工位以及与所述裁切装置对应的第四工位,在所述第三工位,所述下传输组件可接收所述文字打印机印刷后的证芯,在所述第四工位,所述下传输组件能够将证芯传输至所述裁切装置。
7.作为本实用新型的一个实施例,所述传送装置还包括设置在所述机架上的滑轨、滑动设置在所述滑轨上的滑架以及驱动所述滑架沿着所述滑轨的长度方向移动的第一驱动组件,所述上传输组件和所述下传输组件沿着所述滑轨的长度方向间隔设置在所述滑架上,所述第二工位和所述第三工位在同一位置。
8.作为本实用新型的一个实施例,所述第一驱动组件包括设置在所述机架上的驱动电机、与所述驱动电机的输出端连接的主动齿轮、转动设置咋机架上的从动齿轮以及连接所述主动齿轮和所述从动齿轮的同步带,所述同步带与所述滑架固定连接,所述主动齿轮与所述从动齿轮连线所在的方向与所述滑轨的长度方向相同。
9.作为本实用新型的一个实施例,所述上传输组件包括上支架和分别设置在所述上支架上的上传动电机、上主动轮轴、连接上主动轮轴与所述上传动电机的输出端的上传动带以及与所述上主动轮轴对应的上从动轮轴,所述上主动轮轴能够带动证芯在所述上主动轮轴与所述上从动轮轴之间移动;
10.所述下传输组件包括下支架和分别设置在所述下支架上的下传动电机、下主动轮轴、连接下主动轮轴与所述下传动电机的输出端的下传动带以及与所述下主动轮轴对应的下从动轮轴,所述下主动轮轴能够带动证芯在所述下主动轮轴与所述下从动轮轴之间移动。
11.作为本实用新型的一个实施例,所述裁切装置包括主架、可移动地设置在所述主架上的夹持组件以及设置在所述主架上的裁剪组件,所述夹持组件用于夹持证芯,所述夹持组件至少可移动至与裁剪组件对应的第五工位和与所述覆膜过塑装置对应的第六工位,所述裁剪组件能够将位于第五工位时的证芯裁剪成主页和副页。
12.作为本实用新型的一个实施例,所述裁切装置还包括设置在所述主架上的导轨以及第二驱动组件,所述夹持组件沿所述导轨的长度方向可滑动地安装在所述导轨上,所述第二驱动组件能够驱动所述夹持组件在所述导轨上移动。
13.作为本实用新型的一个实施例,所述夹持组件包括夹持电机、与所述夹持电机的输出端连接的凸轮轴以及用于夹持证芯的夹头,所述凸轮轴与所述夹头联动设置,转动所述凸轮轴能够使所述夹头张开和闭合。
14.作为本实用新型的一个实施例,所述覆膜过塑装置包括移动吸附组件、覆膜仓以及过塑组件,所述覆膜仓用于存放覆膜片,所述移动吸附组件用于将所述覆膜仓内的覆膜片吸附并移动至所述第六工位,所述移动吸附组件还能够将位于第六工位处的证芯覆膜,所述夹持组件还能够移动至与所述过塑组件对应的第七工位,所述过塑组件能够将位于第七工位上的覆膜后的证芯加热过塑处理。
15.作为本实用新型的一个实施例,所述移动吸附组件包括龙门架、设置在龙门架上的上吸盘、上升降结构、导向轨道和第三驱动组件、下升降结构以及下吸盘,所述下吸盘设置在所述第六工位的下方,所述下升降结构能够驱动所述下吸盘朝向或远离第六工位移动,所述上升降结构能够驱动所述上吸盘朝向或远离第六工位移动,所述上吸盘和所述上升降结构可滑动地设置在所述导向轨道上,所述第三驱动组件能够驱动所述上吸盘和所述上升降结构沿着导向轨道的长度方向移动。
16.作为本实用新型的一个实施例,所述制证机包括设置在所述机座上的翻转装置,所述翻转装置用于翻转证芯,在所述第三工位时,所述下传输组件能够将证芯传输至翻转装置上且能够接收翻转装置翻转后的证芯。
17.实施本实用新型实施例,将具有如下有益效果:
18.本实施例中的制证机,通过彩色打印机能够在证芯上印刷图片或照片,通过文字打印机能够在证芯上印刷文字,通过裁切装置能够将证芯裁切为预设样式,通过覆膜过塑装置能够将证芯覆膜并对覆膜的证芯加热过塑,通过传送装置又能够将证芯在各机构之间传输,从而通过彩色打印机、文字打印机、裁切装置、覆膜过塑装置以及传送装置的配合能够自动完成制证的任务,节约了人力,提高了工作效率。
19.由于传送装置包括上传输组件和下传输组件两个传输组件,上传输组件由于至少具有第一工位和第二工位两个工作位置,在该两个工位可分别与彩色打印机和文字打印机对应,因此,彩色打印机印刷完成的证芯能够及时通过第一传输组件传输至文字打印机,而下传输组件又至少具有第三工位和第四工位两个工作位位置,且该两个工位可分别与文字打印机和裁剪装置对应,因此,文字打印机印刷完成的证芯又能够及时通过下传输组件传
输至裁剪装置,从而在文字打印机工作的同时,彩色打印机以及裁剪装置等也能够同时工作,而且由于裁切装置和覆膜过塑装置加工证芯的工时较短,基本不会等待太长的时间,从而使本实施例中的制证机中的彩色打印机、文字打印机、裁切装置以及覆膜过塑装置基本上能够同时处在工作状态,大大降低了空置等待的时间,进而大大提高了制证的效率。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
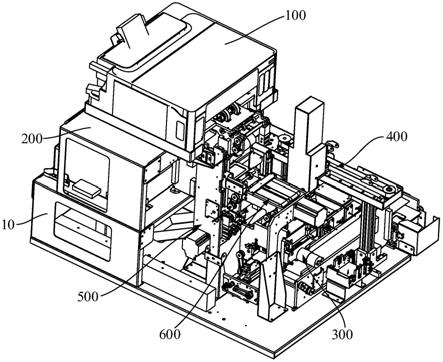
21.图1为本实用新型一实施例所述的制证机的结构示意图;
22.图2为图1中的传送装置的结构示意图;
23.图3为图2中的传送装置的另一视角的结构示意图;
24.图4为图1中的部分结构示意图;
25.图5为图1中的裁切装置的部分结构示意图;
26.其中:10、机座;100、彩色打印机;200、文字打印机;300、裁切装置;310、主架;320、夹持组件;321、夹持电机;322、凸轮轴;323、夹头;3231、平移块;3232、上夹块;3233、下夹块;330、裁剪组件;340、导轨;350、第二驱动组件;400、覆膜过塑装置;410、移动吸附组件;411、龙门架;412、上吸盘;413、上升降结构;414、导向轨道;415、第三驱动组件;420、覆膜仓;430、过塑组件;500、传送装置;510、机架;520、上传输组件;521、上支架;522、上传动电机;523、上主动轮轴;524、上传动带;525、上从动轮轴;530、下传输组件;531、下支架;532、下传动电机;533、下主动轮轴;534、下传动带;535、下从动轮轴;540、滑轨;550、滑架;570、第一驱动组件;571、驱动电机;572、主动齿轮;573、从动齿轮;574、同步带;600、翻转装置。
具体实施方式
27.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以容许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
28.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.请参考图1-图5,本实用新型一实施例提供了一种制证机,该制证机可应用在医院、图书馆、银行或其它场所,该制证机主要用于制造驾驶证,当然还可以制造图书证等其
它证件。
31.具体地,本实用新型实施例的制证机包括机座10和设置在机座10上的彩色打印机100、文字打印机200、裁切装置300、覆膜过塑装置400以及传送装置500,彩色打印机100用于在证芯上印刷图片或照片,文字打印机200用于在证芯上印刷文字,文字打印机200可以为针式打印机,裁切装置300用于将证芯裁切为预设样式,覆膜过塑装置400用于将证芯覆膜并对覆膜的证芯加热过塑,文字打印机200印刷完成后的证芯依次经过裁切装置300和覆膜过塑装置400,传送装置500用于在制证机的各机构之间传送证芯,通过彩色打印机100、文字打印机200、裁切装置300、覆膜过塑装置400以及传送装置500之间的相互配合,能够自动实现制证,无需人工操作,大大提高了制证效率,而且,可以节省人力,降低了人力成本。
32.为了进一步提高制证机的制证效率,需要降低彩色打印机100、文字打印机200、裁切装置300、覆膜过塑装置400以及传送装置500等各机构的空置等待时间,尽可能的让彩色打印机100、文字打印机200、裁切装置300、覆膜过塑装置400以及传送装置500时刻处在工作的状态,为了达到以上目标,请参考图2以及图3,在一实施例中,传送装置500包括设置在机座10上的机架510以及可滑动地设置在机架510上的上传输组件520和下传输组件530,上传输组件520至少可移动至与彩色打印机100对应的第一工位以及与文字打印机200对应的第二工位,在第一工位,上传输组件520可接收彩色打印机100印刷后的证芯,在第二工位,上传输组件520能够将证芯传输至文字打印机200,下传输组件530至少可移动至与文字打印机200对应的第三工位以及与裁切装置300对应的第四工位,在第三工位,下传输组件530可接收文字打印机200印刷后的证芯,在第四工位,下传输组件530能够将证芯传输至裁切装置300。
33.该实施例中,传送装置500包括上传输组件520和下传输组件530两个传输组件,上传输组件520由于至少具有第一工位和第二工位两个工作位置,在该两个工位可分别与彩色打印机100和文字打印机200对应,因此,彩色打印机100印刷完成的证芯能够及时通过第一传输组件传输至文字打印机200,而下传输组件530又至少具有第三工位和第四工位两个工作位位置,且该两个工位可分别与文字打印机200和裁剪装置对应,因此,文字打印机200印刷完成的证芯又能够及时通过下传输组件530传输至裁剪装置,从而在文字打印机200工作的同时,彩色打印机100以及裁剪装置等也能够同时工作,而且由于裁切装置300和覆膜过塑装置400加工证芯的工时较短,基本不会等待太长的时间,从而使本实施例中的制证机中的彩色打印机100、文字打印机200、裁切装置300以及覆膜过塑装置400基本上能够同时处在工作状态,大大降低了空置等待的时间,进而大大提高了制证的效率。
34.在一具体的实施例中,传送装置500还包括设置在机架510上的滑轨540、滑动设置在滑轨540上的滑架550以及驱动滑架550沿着滑轨540的长度方向移动的第一驱动组件570,上传输组件520和下传输组件530沿着滑轨540的长度方向间隔设置在滑架550上。通过将上传输组件520和下传输组件530同时设置在滑架550上,进而在滑架550移动时,能够同时带动上传输组件520和下传输组件530同时移动,通过一个动力驱动装置即可同时驱动上传输组件520和下传输组件530移动,简化了传送装置500的结构,降低了设备成本,另外,上传输组件520和下传输组件530的均安装在滑架550上,上传输组件520和下传输组件530之间的相对位置是不变的,更易于控制上传组件和下传输组件530的相对位置关系,不会发生位置重叠而碰撞的情况。
35.进一步地,彩色打印机100设置在文字打印机200的上方,文字打印机200设置在机座10上,滑轨540的长度方向为竖直方向,第一工位位于第二工位的上方,第三工位位于第四工位的上方,第一工位与彩色打印机100的出口对应,彩色打印机100印刷后的证芯传输至处于第一工位时的上传输组件520上,处于第二工位时的上传输组件520将彩色打印机100印刷完成的证芯传输至文字打印机200以进行文字印刷,通过沿竖直方向移动滑架550,即可将上传输组件520自第一工位移动至第二工位,或自第二工位移动至第一工位。
36.需要说明的是,也可以是将文字打印机200设置在彩色打印机100的上方,此时可首先对证芯进行文字印刷,然后在对证芯进行图片或相片印刷,此时第一工位与文字打印机200对应,第二工位与彩色打印机100对应。
37.优选地,第二工位和第三工位在同一位置。通过将第二工位和第三工位设为同一位置,可以使第二工位和第三工位均能以最佳位置对应文字打印机200,工作稳定性和工作效率均会适度提高。
38.在其它一些具体地实施例中,上传输组件520可滑动地安装在滑轨540上,下传输组件530可滑动地安装在滑轨540上,且上传输组件520和下传输组件530独立控制,该实施例中的上传输组件520和下传输组件530由于独立控制,故而能够更精确的在适当的时间分别移动至所需的工位,进一步节约等待的时间。
39.在一更具体的实施例中,第一驱动组件570包括设置在机架510上的驱动电机571、与驱动电机571的输出端连接的主动齿轮572、转动设置咋机架510上的从动齿轮573以及连接主动齿轮572和从动齿轮573的同步带574,同步带574与滑架550固定连接,主动齿轮572与从动齿轮573连线所在的方向与滑轨540的长度方向相同。
40.在其它一些更具体的实施例中,第一驱动组件570包括设置在机架510上的上电机、下电机、与上电机的输出端连接的上齿轮、与下电机的输出端连接的下齿轮、连接上齿轮和下齿轮的同步带574,同步带574与滑架550固定连接,上齿轮与下齿轮连线所在的方向与滑轨540的长度方向相同。由于该实施例中设有上电机和下电机,进而使上齿轮和下齿轮均能够作为主动齿轮572带动同步转动,进而能够稳定的通过同步带574带动滑架550沿滑轨540的长度方向移动,通过采用两个电机以及同步带574传送的方式,不仅能够增大滑架550的移动距离,而且能够精准控制滑架550的移动距离。
41.在其它一些更具体的实施例中,第一驱动组件570包括电机、齿轮以及齿条,电机与齿轮连接,齿轮和齿条啮合,齿条与滑架550固定连接,该实施例的第一驱动组件570同样能够精确带动滑架550在滑轨540上移动。
42.在另外一些更具体的实施例中,还可以是通过电机带动带轮和传送带以驱动滑架550移动,还可以是电机驱动丝杆转动以带动滑架550移动。
43.在一更具体的实施例中,上传输组件520包括设置在机架510上的上支架521和分别设置在上支架521上的上传动电机522、上主动轮轴523、连接上主动轮轴523与上传动电机522的输出端的上传动带524以及与上主动轮轴523对应的上从动轮轴525,上主动轮轴523能够带动证芯在上主动轮轴523与上从动轮轴525之间移动。通过上主动轮轴523和上从动轮轴525对位于上主动轮轴523和上从动轮轴525之间的证芯产生的摩擦力带动证芯传动,该方式能够稳定的传送证芯,而不会造成证芯因打滑而与其它证芯堆积在一起。
44.进一步地,上主动轮轴523至少具有两个,至少两个上主动轮轴523通过传送带传
动连接,上从动轮轴525的数量与上主动轮轴523相同且一一对应。通过多个上主动轮轴523和多个上从动轮轴525之间配合,能够进一步保证证芯传输过程中的稳定性。
45.在其它一些更具体地实施例中,上从动轮轴525可沿其径向相对上支架521移动,进而可以调节上从动轮轴525与上主动轮轴523之间的距离,从而可根据需求调节上从动轮轴525与上主动轮轴523对证芯的摩擦力。
46.优选地,上传输组件520和下传输组件530的结构相同。
47.具体地,下传输组件530包括设置在机架510上的下支架531和分别设置在下支架531上的下传动电机532、下主动轮轴533、连接下主动轮轴533与下传动电机532的输出端的下传动带534以及与下主动轮轴533对应的下从动轮轴535,下主动轮轴533能够带动证芯在下主动轮轴533与下从动轮轴535之间移动。通过下主动轮轴533和下从动轮轴535对位于下主动轮轴533和下从动轮轴535之间的证芯产生的摩擦力带动证芯传动,该方式能够稳定的传送证芯,而不会造成证芯因打滑而与其它证芯堆积在一起。
48.进一步地,下主动轮轴533至少具有两个,至少两个下主动轮轴533通过传送带传动连接,下从动轮轴535的数量与下主动轮轴533相同且一一对应。过多个下主动轮轴533和多个下从动轮轴535之间配合,能够进一步保证证芯传输过程中的稳定性。
49.在其它一些更具体地实施例中,下从动轮轴535可沿其径向相对下支架531移动,进而可以调节下从动轮轴535与下主动轮轴533之间的距离,从而可根据需求调节下从动轮轴535与下主动轮轴533对证芯的摩擦力。
50.对于本实用新型实施例中的彩色打印机100以及文字打印机200,可直接使用现有技术中的彩色打印机100以及文字打印机200即可,在此不对其结构做过多的赘述。
51.请参考图4以及图5,在一实施例中,裁切装置300包括设置在机座10上的主架310、可移动地设置在主架310上的夹持组件320以及设置在主架310上的裁剪组件330,夹持组件320用于夹持证芯,夹持组件320至少可移动至与裁剪组件330对应的第五工位和与覆膜过塑装置400对应的第六工位,裁剪组件330能够将位于第五工位时的证芯裁剪成主页和副页。由于该实施例中的夹持组件320可移动的设置在主架310上,进而使该夹持组件320同时完成了夹持证芯以及传送证芯的作用,起到简化结构的作用,而且运作稳定。
52.进一步地,裁切装置300还包括设置在主架310上的导轨340以及第二驱动组件350,夹持组件320沿导轨340的长度方向可滑动地安装在导轨340上,第二驱动组件350能够驱动夹持组件320在导轨340上移动。
53.更进一步地,第二驱动组件350包括电机、齿轮以及齿条,电机与齿轮连接,齿轮和齿条啮合,齿条与夹持组件320连接,通过电机驱动齿条移动进而驱动夹持组件320移动。当然,第二驱动组件350还可以是电机丝杆组合,还可以电机和传送带的组合。
54.至于裁剪组件330,该裁剪组件330可直接使用现有技术中的裁剪组件330即可,在此不对其结构做过多的赘述。
55.对于夹持组件320,夹持组件320包括夹持电机321、与夹持电机321的输出端连接的凸轮轴322以及用于夹持证芯的夹头323,凸轮轴322与夹头323联动设置,转动凸轮轴322能够使夹头323张开和闭合。通过夹持电机321带动凸轮轴322转动进而控制夹头323开闭的方案能够稳定的控制夹头323的开启或关闭,而且结构简单,电机还可以一直朝着一个方向旋转,降低了电机损坏的可能性。
56.具体地,夹头323包括平移块3231、分别设置在平移块3231上的上夹块3232和下夹块3233以及设置在上夹块3232与下夹块3233之间的弹簧,在自然状态下,弹簧能够使上夹块3232与下夹块3233之间相互抵压,此时处于夹持状态,能够夹紧证芯,而凸轮轴322与上夹块3232或下夹块3233抵接,当凸轮轴322的凸起部分抵压在上夹块3232上或下夹块3233上时,凸轮轴322上的凸起带动上夹块3232或下夹块3233克服弹簧力运动,夹头323张开。平移块3231安装在导轨340上,可被第二驱动组件350驱动其在导轨340上移动。
57.请参考图4以及图5,在一实施例中,覆膜过塑装置400包括移动吸附组件410、覆膜仓420以及过塑组件430,覆膜仓420用于存放覆膜片,移动吸附组件410用于将覆膜仓420内的覆膜片吸附并移动至第六工位,移动吸附组件410还能够将位于第六工位处的证芯覆膜,夹持组件320还能够移动至与过塑组件430对应的第七工位,过塑组件430能够将位于第七工位上的覆膜后的证芯加热过塑处理。该实施例中,夹持组件320可分别移动至第五工位、第六工位和第七工位,以能够分别与裁剪组件330、移动吸附组件410和过塑组件430对应,简化了该制证机的结构,使结构更为合理。
58.需要说明的是,在其它一些实施例中,也可以是通过其它的传输组件将证芯自第六工位传输至第七工位,而不一定必须是通过夹持组件320、导轨340和第二驱动组件350的配合将证芯自第六工位传输至第七工位。
59.请参考图4,在一具体地实施例中,移动吸附组件410包括龙门架411、设置在龙门架411上的上吸盘412、上升降结构413、导向轨道414和第三驱动组件415、下升降结构(图中未示出)以及下吸盘(图中未示出),下吸盘设置在第六工位的下方,下升降结构能够驱动下吸盘朝向或远离第六工位移动,上升降结构413能够驱动上吸盘412朝向或远离第六工位移动,上吸盘412和上升降结构413可滑动地设置在导向轨道414上,第三驱动组件415能够驱动上吸盘412和上升降结构413沿着导向轨道414的长度方向移动。该实施例中的移动吸附组件410不仅能够将覆膜自覆膜仓420转移至第六工位,还能够将通过上吸盘412和下吸盘的配合将位于第六工位上的覆膜的开口打开,从而使证芯能够通过开口穿入覆膜内,进而使证芯覆膜完成。
60.进一步地,第三驱动组件415包括电机、齿轮以及齿条,电机与齿轮连接,齿轮和齿条啮合,齿条与上吸盘412和上升降结构413连接,通过电机驱动齿条移动进而驱动上吸盘412和上升降结构413移动。当然,第三驱动组件415还可以是电机丝杆组合,还可以电机和传送带的组合。
61.至于上升降结构413和下升降结构,均采用现有技术中的升降结构即可,在此不做赘述。
62.另外,关于过塑组件430,主要是通过加热过塑的方法对覆有膜的证芯进行加热过塑处理,过塑组件430可采用现有技术中的过塑组件430,在此不做赘述。
63.请参考图1,在一实施例中,制证机包括设置在机座10上的翻转装置600,翻转装置600用于翻转证芯,在第三工位时,下传输组件530能够将证芯传输至翻转装置600上且能够接收翻转装置600翻转后的证芯。通过该翻转装置600可以制作多种形式的证件,具体有如下两种实施方式。
64.实施方式一:批量制作证件时,此时不需要对证芯翻转,只需要彩色打印机100、文字打印机200、裁切装置300、覆膜过塑装置400配合即可完成,具体制证流程如下:
65.首先,移动滑架550使上传输组件520处于第一工位,使下传输组件530处于第三工位,此时,证芯在彩色打印机100打印后进入上传输组件520上,而证芯在文字打印机200打印后进入下传输组件530上。
66.然后,移动滑架550使上传输组件520处于第二工位,使下传输组件530处于第四工位,此时,处于上传输组件520上的证芯传输至文字打印机200,而处于下传输组件530上的证芯则传输至裁切装置300以进行后续的裁切作业。
67.最后再对裁切后的证芯通过覆膜过塑装置400进行覆膜和过塑,即完成证件的制备。
68.实施方式二:需要在证芯的两面均打印文字时,此时需要彩色打印机100、文字打印机200、翻转装置600、裁切装置300、覆膜过塑装置400配合即可完成,具体制证流程如下:
69.首先,移动滑架550使上传输组件520处于第一工位,使下传输组件530处于第三工位,此时,证芯在彩色打印机100打印后进入上传输组件520上,而证芯在文字打印机200打印后进入下传输组件530上。
70.然后,位于第三工位的下传输组件530上的证芯被传输至翻转装置600,并通过翻转装置600将证芯翻转为另一面,翻转装置600将证芯翻转完成之后,再次将证芯传输至位于第三工位的下传输组件530上。
71.继续将下传输组件530上的证芯传输至文字打印机200,通过文字打印机200打印证芯的另一面,打印完成后,将证芯再次输出至第三工位的下传输组件530上,而第三工位的下传输组件530继续将其上的证芯转移至翻转装置600,并通过翻转装置600将证芯翻转为第一次自文字打印机200出来时的一面;
72.然后,移动滑架550使上传输组件520处于第二工位,使下传输组件530处于第四工位,此时,处于上传输组件520上的证芯传输至文字打印机200,而处于下传输组件530上的证芯则传输至裁切装置300以进行后续的裁切作业。
73.最后再对裁切后的证芯通过覆膜过塑装置400进行覆膜和过塑,即完成证件的制备。
74.至于该实施例中的翻转装置600,该翻转装置600可直接使用现有技术中的翻转装置600即可,在此不对其结构做过多的赘述。
75.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。