1.本实用新型涉及机电装置领域,具体而言,涉及一种汽车轮毂前距检测与钢号敲打装置。
背景技术:
2.铝合金汽车轮毂铸件在低压铸造脱模时,由于铸件温度较高、质地较软,在脱模时或多或少都存在一定的前距变形,影响机加工时冒口、卡扣和辐条的车削深度及加工量,需要数控加工前对每个轮毂的前距变形量进行检测,及时调整相关刀具的补刀量后再进行车削加工,而且目前的零售产品需要在轮毂的轮辋上刻上产品编号,目前轮毂加工行业的刻编号还是需要人工操作,劳动强度大,还容易因为操作不当造成编号不清等问题,工序上是要先进行车削轮毂i序,再检测前距,再加工轮毂ii序和轮毂iii序,检查后再进行编码刻字。
技术实现要素:
3.本实用新型旨在至少解决现有技术或相关技术中存在的技术问题之一。
4.为此,本实用新型的一个目的在于提出了一种汽车轮毂前距检测与钢号敲打装置,包括框架、工作台、控制系统、前距检测装置和打标装置,框架的中部设有工作台,工作台上设有圆柱形的等高块,等高块的内侧设有至少两根垂直的限位圆柱,框架的上部设有控制系统和前距检测装置,限位圆柱的后上方所在的工作台的后部设有打标装置,控制系统连接前距检测装置和打标装置,控制系统的显示屏可显示或更改打标装置需要打标的内容。
5.本实用新型提供的一种汽车轮毂前距检测与钢号敲打装置,可同时进行轮毂的前距的偏差检测及轮毂型号的自动打标,只需将轮毂放入工作台,移动轮毂到特定位置,即可检测出前距的偏差量,圆柱形的等高块减少了与轮毂轮缘的接触面积,降低了铝屑等粘贴在上面的概率,可有效防止轮毂压在铝屑等杂物上影响前距检测的准确性,根据偏差量修订数控机床的相应刀补量,就可规避轮毂前距变化造成的对机加工的加工精度和加工余量的影响,同时不需要等轮毂全部的机加工工序做完后再去对轮毂的轮辋面进行打标,可以通过限位圆柱来定位轮毂后,启动打标装置直接打在前序加工过的部位即可,省却了一次搬运操作,也避免人工拿钢号敲打或其他工具去刻画打标的繁琐操作,可最大化避免因人工操作时因为操作不当造成的编码敲打不清或不正等问题。
6.根据本实用新型上述的汽车轮毂前距检测与钢号敲打装置,还可以具有以下附加技术特征:
7.在上述技术方案中,优选地,控制系统为工控电脑一体机,安装有打标装置的驱动程序,可直接修改需要打标的内容,点击打印按键或按钮就可驱动打标装置进行打印输出。
8.上述实施例中,控制系统采用成熟的工控电脑一体机,便于操作与边码的快速更换,且可以通过联网或移动u盘等外接设备导入所需刻画的标记数字及图案等,满足小批量
产品的快速切换及其他信息化生产所需的硬件要求,直观显示所需打标内容,通过触屏或按钮操作,降低员工操作难度。
9.在上述技术方案中,优选地,前距检测装置为激光测距仪,激光测距仪的探头垂直向下对着工作台的中部。
10.上述实施例中,激光测距仪可以方便快速准确的比较测量与基准量的差异,将人工测量的一个合格品轮毂放入激光测距仪的测量位置后显示一个数值,再将此数值清零处理后就设定成了该型号的基准数值,下一个需要生产加工的轮毂再放入激光测距仪的相同测量点位后,显示的数值就是与基准数值的差值,操作人员就可将差值作为相应刀具的刀补值输入数控机床中,数控机床再加工时就能消除前距变化造成的加工初始位置不同对加工量的影响,使程序完全按照该产品的实际尺寸来加工,达到理想的加工效果。
11.在上述技术方案中,优选地,打标装置包括针式打标机和升降机构,针式打标机安装在升降机构上,针式打标机的机针针头横向垂直对准两根限位圆柱构成的垂直面的中心线,针式打标机可在弧面上打标,升降机构可调节针式打标机的高度。
12.上述实施例中,打标装置为针式打标机,并可在弧面上打标,轮毂的辐条朝上放置在工作台上,往前推到并抵靠在两根限位圆柱上实现定位,针式打标机的机针针头垂直于垂直面的中心线,即正对轮毂的轮辋面,能很好的满足轮毂的铝合金材质打标要求,且能长久的保持在轮辋上,油漆涂层覆盖后仍能清晰的看到,方便后续检验包装、以及销售使用等确认款式型号,因为零售产品同样造型同样大小,各种细微的差异都是一种新的型号编码,因此编码的清洗可见非常重要。
13.在上述技术方案中,优选地,升降机构包括导柱架、丝杠、安装架和手轮,导柱架固定在工作台的后方,导柱架的顶板与底板的之间设有丝杠,丝杠的螺母副与安装架连接,针式打标机安装在安装架内,安装架的顶板两端通过导套套设在导柱架的导柱上,丝杠的顶端与手轮连接,手轮旋转驱动丝杠旋转进而升降针式打标机。
14.上述实施例中,丝杠安装在升降导柱架的中心轴线上,升降机构通过手轮转动丝杠来调节安装在安装架上的针式打标机的高度,以满足不同轮毂的轮辋高度,使打标的字符尽量落在轮辋的较中间部位,并使打标的所有字符清晰完整,即使是沿着弧面打标也能打印出清晰完整的自符和标识,安装架由丝杠驱动升降并沿着两侧的导柱,运行平稳不会偏斜。
15.在上述技术方案中,优选地,限位圆柱的后方还设有v形的限位条。
16.上述实施例中,为了进一步提高限位圆柱的定位功能,在限位圆柱的后方设置v形的限位条,加强了限位圆柱的强度,增大了限位的定位面积,且小轮毂或其他物品不易直接推到太后面撞到机针针头,实现定位与防护双重作用。
17.本实用新型的附加方面和优点将在下面的描述部分中变得明显,或通过本实用新型的实践了解到。
附图说明
18.本实用新型的上述和/或附加的方面和优点结合下面附图对实施例的描述中将变得明显和容易理解,其中:
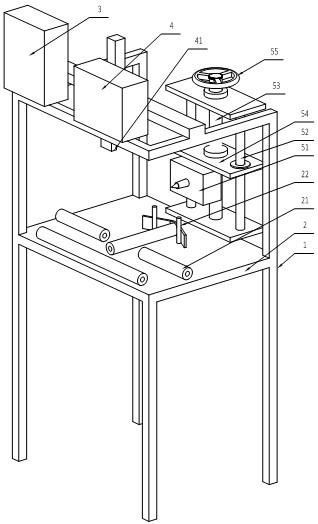
19.图1出示了本实用新型的一个实施例提供的汽车轮毂前距检测与钢号敲打装置的
示意图;
20.附图标记:
21.其中,图1的附图标记与部件名称之间的对应关系为:
22.框架1、工作台2、等高块21、限位圆柱22、控制系统3、前距检测装置4、探头41、打标装置5、针式打标机51、导柱架52、丝杠53、安装架54、手轮55。
具体实施方式
23.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
24.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
25.下面参照图1描述本实用新型提供的一些实施例。
26.本实用新型的一个实施例提供了一种汽车轮毂前距检测与钢号敲打装置,包括框架1、工作台2、控制系统3、前距检测装置4和打标装置5,所述框架1的中部设有所述工作台2,所述工作台2上设有圆柱形的等高块21,所述等高块21的内侧设有至少两根垂直的限位圆柱22,所述框架1的上部设有所述控制系统3和所述前距检测装置4,所述限位圆柱22的后上方所在的所述工作台2的后部设有所述打标装置5,所述控制系统3连接所述前距检测装置4和所述打标装置5,所述控制系统3的显示屏可显示或更改所述打标装置5需要打标的内容。
27.本实用新型提供的一种汽车轮毂前距检测与钢号敲打装置,可同时进行轮毂的前距的偏差检测及轮毂型号的自动打标,只需将轮毂放入工作台2,移动轮毂到特定位置,即可检测出前距的偏差量,圆柱形的等高块21减少了与轮毂轮缘的接触面积,降低了铝屑等粘贴在上面的概率,可有效防止轮毂压在铝屑等杂物上影响前距检测的准确性,根据偏差量修订数控机床的相应刀补量,就可规避轮毂前距变化造成的对机加工的加工精度和加工余量的影响,同时不需要等轮毂全部的机加工工序做完后再去对轮毂的轮辋面进行打标,可以通过限位圆柱22来定位轮毂后,启动打标装置5直接打在前序加工过的部位即可,省却了一次搬运操作,也避免人工拿钢号敲打或其他工具去刻画打标的繁琐操作,可最大化避免因人工操作时因为操作不当造成的编码敲打不清或不正等问题。
28.根据本实用新型上述的汽车轮毂前距检测与钢号敲打装置,还可以具有以下附加技术特征:
29.在上述技术方案中,优选地,所述控制系统3为工控电脑一体机,安装有打标装置5的驱动程序,可直接修改需要打标的内容,点击打印按键或按钮就可驱动所述打标装置5进行打印输出。
30.上述实施例中,控制系统3采用成熟的工控电脑一体机,便于操作与边码的快速更换,且可以通过联网或移动u盘等外接设备导入所需刻画的标记数字及图案等,满足小批量产品的快速切换及其他信息化生产所需的硬件要求,直观显示所需打标内容,通过触屏或按钮操作,降低员工操作难度。
31.在上述技术方案中,优选地,所述前距检测装置4为激光测距仪,所述激光测距仪的探头41垂直向下对着所述工作台2的中部。
32.上述实施例中,激光测距仪可以方便快速准确的比较测量与基准量的差异,将人工测量的一个合格品轮毂放入激光测距仪的测量位置后显示一个数值,再将此数值清零处理后就设定成了该型号的基准数值,下一个需要生产加工的轮毂再放入激光测距仪的相同测量点位后,显示的数值就是与基准数值的差值,操作人员就可将差值作为相应刀具的刀补值输入数控机床中,数控机床再加工时就能消除前距变化造成的加工初始位置不同对加工量的影响,使程序完全按照该产品的实际尺寸来加工,达到理想的加工效果。
33.在上述技术方案中,优选地,所述打标装置5包括针式打标机51和升降机构,所述针式打标机51安装在所述升降机构上,所述针式打标机51的机针针头横向垂直对准两根所述限位圆柱22构成的垂直面的中心线,所述针式打标机51可在弧面上打标,所述升降机构可调节所述针式打标机51的高度。
34.上述实施例中,打标装置5为针式打标机51,并可在弧面上打标,轮毂的辐条朝上放置在工作台2上,往前推到并抵靠在两根限位圆柱22上实现定位,针式打标机51的机针针头垂直于垂直面的中心线,即正对轮毂的轮辋面,能很好的满足轮毂的铝合金材质打标要求,且能长久的保持在轮辋上,油漆涂层覆盖后仍能清晰的看到,方便后续检验包装、以及销售使用等确认款式型号,因为零售产品同样造型同样大小,各种细微的差异都是一种新的型号编码,因此编码的清洗可见非常重要。
35.在上述技术方案中,优选地,所述升降机构包括导柱架52、丝杠53、安装架54和手轮55,所述导柱架52固定在所述工作台2的后方,所述导柱架52的顶板与底板的之间设有所述丝杠53,所述丝杠53的螺母副与所述安装架54连接,所述针式打标机51安装在所述安装架54内,所述安装架54的顶板两端通过导套套设在所述导柱架52的导柱上,所述丝杠53的顶端与所述手轮55连接,所述手轮55旋转驱动所述丝杠53旋转进而升降所述针式打标机51。
36.上述实施例中,丝杠53安装在升降导柱架52的中心轴线上,升降机构通过手轮55转动丝杠53来调节安装在安装架54上的针式打标机51的高度,以满足不同轮毂的轮辋高度,使打标的字符尽量落在轮辋的较中间部位,并使打标的所有字符清晰完整,即使是沿着弧面打标也能打印出清晰完整的自符和标识,安装架54由丝杠53驱动升降并沿着两侧的导柱,运行平稳不会偏斜。
37.在上述技术方案中,优选地,所述限位圆柱22的后方还设有v形的限位条。
38.上述实施例中,为了进一步提高限位圆柱22的定位功能,在限位圆柱22的后方设置v形的限位条,加强了限位圆柱22的强度,增大了限位的定位面积,且小轮毂或其他物品不易直接推到太后面撞到机针针头,实现定位与防护双重作用。
39.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。