1.本发明涉及直升机气动噪声试验技术领域,特别是涉及一种用于消声室环境测量的机身尾部模块化组装结构。
背景技术:
2.随着直升机的快速发展,现代直升机的工作环境更加复杂,这使得各种环境下的直升机低噪声要求日益提升,安静型直升机的需求越发迫切。而共轴双旋翼直升机作为目前发展的重要构型,其气动噪声源以双旋翼旋翼、推力桨的耦合噪声为主,研究表明推力桨噪声在全机噪声中所占比重较大,产生的噪声剧烈,同时机尾部平、垂尾会对推力桨噪声源形成的声压产生明显的散射干扰作用。因此推力桨噪声研究中,需要考虑机身散射的影响。机身散射的影响研究主要分为四种不同的方面:(1)平、垂尾外形对测试的影响;(2)平尾的长度对测试的影响;(3)平、垂尾的材料对测试的影响;(4)平尾的迎角对测试的影响。针对以上四个方面进行试验时,需要生成不同的机身外形,而传统的试验模型为通过模具一体成型,该模式存在重量大、加工工时长、不可变化外形及材料的缺点。这些缺点导致试验成本高、试验周期长的问题,很难对同一种机身更换外形进行多次试验,因此需要设计一套针对某直升机机身的可重复试验的平、垂尾模块化组装模型。
技术实现要素:
3.本发明的目的是提供一种用于消声室环境测量的机身尾部模块化组装结构,以解决上述现有技术存在的问题,能够对同一种机身更换外形进行多次试验。
4.为实现上述目的,本发明提供了如下方案:
5.本发明提供一种用于消声室环境测量的机身尾部模块化组装结构,将机身尾部进行模块化处理,形成了一套应用于消声室环境的机身尾部模块化组装模式,实现了实验室环境中快速试验的能力,具体的,其结构包括机身尾部主体,所述机身尾部主体一端固定设置有尾部支架连接平板,所述机身尾部主体两侧对称设置有右平尾段和左平尾段,所述右平尾段远离所述机身尾部主体的一端连接有右垂尾,所述左平尾段远离所述机身尾部主体的一端连接有左垂尾,垂尾安装完毕后,使用螺母、螺母垫片在主梁上固定各平尾段的水平位置;所述右平尾段和左平尾段的长度及角度均能够调节,平尾段使用不同的材料制作,测量时更换平尾段以快速对比材料对测量结果的影响。垂尾具有不同形状的三种类型,测量时更换垂尾以快速对比形状对测量的影响。
6.可选的,所述机身尾部主体一侧固定连接有水平设置的左主梁,另一侧固定连接有水平设置的右主梁,所述左平尾段和左垂尾依次穿设于所述左主梁上,所述右平尾段和右垂尾依次穿设于所述右主梁上;所述左平尾段能够在所述左主梁上转动,所述右平尾段能够在所述右主梁上转动。
7.可选的,所述机身尾部主体两侧分别设置有多组定位孔,每组所述定位孔均分别包括第一定位孔和第二定位孔;位于所述机身尾部主体左侧的每组定位孔的第一定位孔和
第二定位孔分别对称设置于所述左主梁与所述机身尾部主体连接位置处的两侧,且位于所述机身尾部主体左侧的多组定位孔所在直线分别呈角度设置;位于所述机身尾部主体右侧的每组定位孔的第一定位孔和第二定位孔分别对称设置于所述右主梁与所述机身尾部主体连接位置处的两侧,且位于所述机身尾部主体右侧的多组定位孔所在直线分别呈角度设置;所述左平尾段靠近所述机身尾部主体的一端和所述右平尾段靠近所述机身尾部主体的一端均分别固定设置有一组定位凸台,所述定位凸台包括能够与所述第一定位孔和第二定位孔配合连接的第一定位凸台和第二定位凸台;以模块化处理机身尾部为基础,以改变定位孔安装位置的方式,实现平垂尾的变迎角能力,满足测量时所需的外形快速变换的需求。
8.可选的,所述左平尾段包括通过定位销依次固定连接的第一左平尾段、第二左平尾段和第三左平尾段,所述第一左平尾段一端用于与所述第二左平尾段、第三左平尾段或左垂尾固定连接,另一端设置有位于机身尾部主体左侧的定位凸台;所述右平尾段包括通过定位销依次固定连接的第一右平尾段、第二右平尾段和第三右平尾段,所述第一右平尾段一端用于与所述第二右平尾段、第三右平尾段或右垂尾固定连接,另一端设置有位于机身尾部主体右侧的定位凸台;本发明能够以平尾段数量变化的方式,实现机身尾部长度的快速变换,以满足试验时的平尾长度需求,还可以通过表面材料、平尾段的排列组合,实现表面材料的快速变换,以满足测量时不同的包裹材料需求。
9.可选的,所述机身尾部主体两侧分别对称设置有三组定位孔,位于所述机身尾部主体左侧的其中一组定位孔所在直线与所述机身尾部主体的水平轴线夹角为0
°
,位于所述机身尾部主体左侧的另两组定位孔所在直线与所述机身尾部主体的水平轴线夹角分别为正30
°
和负30
°
。
10.本发明相对于现有技术取得了以下技术效果:
11.本发明提供的用于消声室环境测量的机身尾部模块化组装结构,可以降低实验材料的加工成本。进行机尾加工时,仅需对尾部主体部分进行开模加工,以确保主体部分在安装后的承载能力以及结构稳定性。平尾段、垂尾段均可按需求进行3d打印。通过主梁为主要承载件的模块化组装模式,能够实现各模块的快速安装,相比于传统的一体化机身模型,该组装模式具有轻量化、安装便捷化的优势。通过机尾主体部分的定位安装孔,以主梁为轴,能够实现平、垂尾的迎角变化。通过平、垂尾段的排列组合,能够实现长度、材料的快速切换。相较于传统的一体化机身模型,该组装模式有着可变外形、按需求灵活变换的优势。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
13.图1为本发明用于消声室环境测量的机身尾部模块化组装结构的轴测图;
14.图2为本发明用于消声室环境测量的机身尾部模块化组装结构的主视图;
15.图3为本发明用于消声室环境测量的机身尾部模块化组装结构的侧视图;
16.图4为本发明用于消声室环境测量的机身尾部模块化组装结构的俯视图;
17.图5为实施例一定位孔安装位置示意图;
18.图6为定位凸台设置位置示意图;
19.图7为实施例一局部剖视图;
20.图8为实施例一整体示意图;
21.图9为实施例二定位孔安装位置示意图;
22.图10为实施例二整体示意图;
23.图11为实施例三定位孔安装位置示意图;
24.图12为实施例三整体示意图;
25.图13为平尾段第一种长度示意图;
26.图14为平尾段第二种长度示意图;
27.图15为平尾段第三种长度示意图;
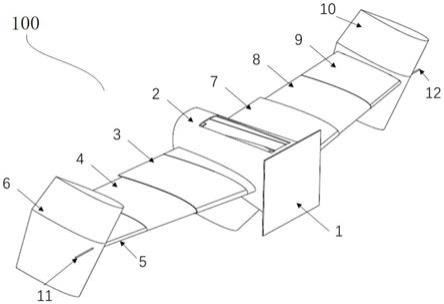
28.其中,100为用于消声室环境测量的机身尾部模块化组装结构、1为尾部支架连接平板、2为机身尾部主体、3为第一右平尾段、4为第二右平尾段、5为第三右平尾段、6为右垂尾、7为第一左平尾段、8为第二左平尾段、9为第三左平尾段、10为左垂尾、11为右主梁、12为左主梁、13为第一定位孔、14为第二定位孔、15为第一定位凸台、16为第二定位凸台。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.本发明的目的是提供一种用于消声室环境测量的机身尾部模块化组装结构,以解决上述现有技术存在的问题,能够对同一种机身更换外形进行多次试验。
31.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
32.为了实现基于一种机身的尾部特征,研究材料种类、平(垂)尾尺寸、平尾的迎角等多重因素对推力桨噪声的影响,本发明提出了一种用于消声室环境的机身尾部模块化组装模式。其中,机尾平尾由若干段拼接而成,通过长梁,固定在机尾主体部分上,不同段之间采用定位销固定,每个分段上可以使用不同材料包裹。通过安装在长梁上的平尾分段数,实现机尾平尾的长度的控制;通过机尾主体部分上的定位孔位置的变化,改变平尾迎角;通过垂尾模块外形的改变以达到特征外形变化的目的。基于本发明系统,能够快速、便捷得实现多外形尺寸下测试机身平、垂尾对推力桨噪声干扰现象的目的,同时能节省制作材料,降低试验成本。具体的,如图1-图4所示,本发明提供的用于消声室环境测量的机身尾部模块化组装结构100,包括机身尾部主体2,机身尾部主体2一端固定设置有尾部支架连接平板1,机身尾部主体2两侧对称设置有右平尾段和左平尾段,右平尾段远离机身尾部主体2的一端连接有右垂尾6,左平尾段远离机身尾部主体2的一端连接有左垂尾10,垂尾安装完毕后,使用螺母、螺母垫片在主梁上固定各平尾段的水平位置;右平尾段和左平尾段的长度及角度均能够调节,平尾段使用不同的材料制作,测量时更换平尾段以快速对比材料对测量结果的影响。
33.为了便于连接平尾段和垂尾段,机身尾部主体2一侧固定连接有水平设置的左主
梁12,另一侧固定连接有水平设置的右主梁11,左平尾段和左垂尾10依次穿设于左主梁12上,右平尾段和右垂尾6依次穿设于右主梁11上;左平尾段能够在左主梁12上转动,右平尾段能够在右主梁11上转动。为了方便调节平尾段的角度,改变平尾迎角,机身尾部主体2两侧分别设置有多组定位孔,每组定位孔均分别包括第一定位孔13和第二定位孔14;位于机身尾部主体2左侧的每组定位孔的第一定位孔13和第二定位孔14分别对称设置于左主梁12与机身尾部主体2连接位置处的两侧,且位于机身尾部主体2左侧的多组定位孔所在直线分别呈角度设置;位于机身尾部主体右侧的每组定位孔的第一定位孔13和第二定位孔14分别对称设置于右主梁11与机身尾部主体2连接位置处的两侧,且位于机身尾部主体2右侧的多组定位孔所在直线分别呈角度设置;左平尾段靠近机身尾部主体2的一端和右平尾段靠近机身尾部主体2的一端均分别固定设置有一组定位凸台,定位凸台包括能够与第一定位孔13和第二定位孔14配合连接的第一定位凸台15和第二定位凸台16;通过以模块化处理机身尾部为基础,以改变定位孔安装位置的方式,实现平垂尾的变迎角能力,满足测量时所需的外形快速变换的需求。
34.为了实现机尾平尾的长度的控制,左平尾段包括通过定位销依次固定连接的第一左平尾段7、第二左平尾段8和第三左平尾段9,第一左平尾段7一端用于与第二左平尾段8、第三左平尾段9或左垂尾10固定连接,另一端设置有位于机身尾部主体2左侧的定位凸台;右平尾段包括通过定位销依次固定连接的第一右平尾段3、第二右平尾段4和第三右平尾段5,第一右平尾段3一端用于与第二右平尾段4、第三右平尾段5或右垂尾6固定连接,另一端设置有位于机身尾部主体2右侧的定位凸台;本发明能够以平尾段数量变化的方式,实现机身尾部长度的快速变换,以满足试验时的平尾长度需求,还可以通过表面材料、平尾段的排列组合,实现表面材料的快速变换,以满足测量时不同的包裹材料需求。
35.实施例一
36.参考图5-图8所示,本实施例给出了0
°
迎角状态时尾部模块化组装模式的工作原理及连接示意,平尾段定位凸台安装至尾部主体部分的标记定位孔位置。此时,平尾各段以主梁为轴且保持水平。图5给出了尾部主体定位孔及安装位置,黑色标记处为该状态所使用的定位孔。图7给出了该状态的局部剖视图,0
°
迎角状态平尾段依次安装在主轴上。平尾段及垂尾段与平尾段的安装方式相同,但均只提供水平定位孔。
37.实施例二
38.参考图9和图10,本实施例给出了正30
°
迎角状态时尾部模块化组装模式的工作原理及连接示意,平尾段定位凸台安装在尾部主体部分标记的30
°
迎角定位孔位置。图9给出了尾部主体的30
°
迎角定位孔位置,黑色标记处为30
°
迎角定位孔及安装位置。图10给出了30
°
迎角的工作状态。此时各段的迎角以主梁为轴,安装迎角为30
°
.
39.实施例三
40.参考图11和图12,本实施例给出了-30
°
迎角状态时尾部模块化组装模式的工作原理及连接示意,平尾段定位凸台安装在尾部主体部分标记的-30
°
迎角定位孔位置。图11给出了尾部主体的-30
°
迎角定位孔位置,黑色标记处为-30
°
迎角定位孔及安装位置。图12给出了-30
°
迎角的工作状态。此时各段的迎角以主梁为轴,安装迎角为-30
°
。
41.上述实施例仅仅是本发明中的其中几种应用形式,并不做具体限制,如图13、图14和图15所示,其展示了本发明装置不同长度平尾的安装模式,通过安装的平尾段数的改变,
实现平尾的长度变化,使用该方法,可以实现平尾长度的快速变化。同时,在平尾块上包裹不同的吸声材料形成平尾段材料模块,可以实现表面材料快速变化的功能,且不同长度平尾段还可以分别与上述实施例中不同角度相结合,实现多种状态下的试验。
42.在本发明的描述中,需要说明的是,术语“中心”、“顶”、“底”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“笫二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
43.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。