1.本发明涉及玻璃制造领域,具体地涉及一种加锡装置和玻璃生产系统。
背景技术:
2.浮法盖板玻璃生产制造中,锡槽内锡液托扶玻璃盖板,是盖板玻璃成型的关键,锡槽内的锡液在生产初期需要将锡锭融化加入锡槽,并且在长时间的生产过程中锡液会被不断的消耗,因此需要不定时的向锡槽中加入锡液。由于在常规的加锡过程中,锡液与锡槽存在温度差,导致锡槽内的环境温度无法维持恒定,从而对盖板玻璃的生产造成不良影响。同时,常规的加锡作业无法同时对锡槽的多个点进行加锡,且加锡速度无法保证,致使盖板玻璃正常生产受到影响。
技术实现要素:
3.本发明的目的是为了克服现有技术存在的由于在常规的加锡过程中,锡液与锡槽存在温度差,导致锡槽内的环境温度无法维持恒定,从而对盖板玻璃的生产造成不良影响的技术问题。
4.为了实现上述目的,本发明一方面提供一种加锡装置。
5.所述加锡装置包括:
6.加热炉,所述加热炉包括加热腔体、锡锭投入端口和锡液导出端口,所述锡锭投入端口和所述锡液导出端口连通设置在所述加热腔体的轴向的两端;和
7.加热组件,所述加热组件围绕所述加热腔体设置,用以对投入所述加热腔体中的锡锭进行融化并形成达到预设温度的锡液。
8.本发明通过设置一种具有加热组件加热炉的加锡装置,通过加热组件围绕加热炉的加热腔体设置,以对投入到加热腔体中的锡锭进行融化并形成达到预设温度的锡液,该预设温度的设定可以是与锡槽的温度相同的温度,从而解决了由于在常规的加锡过程中,锡液与锡槽存在温度差,导致锡槽内的环境温度无法维持恒定,从而对盖板玻璃的生产造成不良影响的技术问题。
9.优选地,所述加热腔体包括与所述锡锭投入端口连通的锡锭融化腔和与所述锡液导出端口连通的锡液加热腔,所述锡锭融化腔的内径大于所述锡液加热腔的内径。
10.优选地,所述加热组件能够分别对所述锡锭融化腔和所述锡液加热腔进行加热。
11.优选地,所述加热腔体自所述锡锭投入端口至所述锡液导出端口沿其轴向向下倾斜,以便于自所述锡锭投入端口进入所述加热腔体中的锡锭融化成锡液后在重力的作用下自所述锡液导出端口流出。
12.优选地,所述加热组件包括沿所述加热炉的轴向延伸设置的硅碳棒;和/或
13.所述锡锭投入端口处设有挡板。
14.优选地,所述加锡装置包括投锡平台和锡液导管,所述投锡平台设置在所述锡锭投入端口处,所述锡液导管设置在所述锡液导出端口处。
15.优选地,所述加锡装置包括温度检测器,所述温度检测器用于对所述加热腔体中的温度进行监测。
16.优选地,所述加锡装置包括控制单元,所述控制单元与所述温度检测器和所述加热组件连接,所述控制单元设置为能够接收所述温度检测器的检测结果,并根据所述检测结果对所述加热组件的加热功率进行调整,以确保所述加热组件对所述加热腔体中的锡锭融化成的锡液维持在预设的温度。
17.优选地,所述加锡装置包括与所述控制单元连接的报警器,当所述控制单元接收到的温度检测器的检测数值超出预设温度时,所述控制单元向所述报警器发出启动报警信号,所述报警器接收所述报警信号并进行报警。
18.优选地,所述加锡装置包括移动组件,所述加热炉和所述控制单元均设置在所述移动组件上。
19.优选地,所述移动组件包括具有滑轮的车体,所述车体装载所述加热炉的高度,能够使得所述锡液导管位于用于进行玻璃生产的锡槽的上方,以便于将锡液注入到锡槽中。
20.本发明第二方面提供一种玻璃生产系统;
21.所述玻璃生产系统包括上述任一种所述的加锡装置。
附图说明
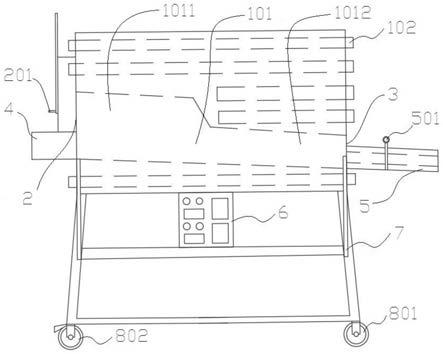
22.图1是本发明的加锡装置在实际应用中的正面结构示意图;
23.图2是图1的侧面结构示意图;
24.图3是图1的背面结构示意图。
25.附图标记说明
26.1、加热炉;101、加热腔体;1011、锡锭融化腔;1012、锡液加热腔;102、加热组件;2、锡锭投入端口;201、挡板;3、锡液导出端口;4、投锡平台;5、锡液导管;501、闸板;6、控制单元;7、扶手;8、滑轮;801、定向滑轮;802、锁定万向滑轮;9、车体。
具体实施方式
27.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
28.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“上”、“下”、“内”、“外”、“中”和“轴向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本发明及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
29.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本发明中的具体含义。
30.此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例
如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
31.另外,术语“多个”的含义应为两个以及两个以上。
32.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
33.如图1至3所示,本发明提供一种加锡装置,该加锡装置包括加热炉1和加热组件102,加热炉1包括加热腔体101、锡锭投入端口、和锡液导出端口3,其中锡锭投入端口2和锡液导出端口3连通设置在加热腔体101的轴向的两端;加热组件102围绕加热腔体101设置,用以对投入该加热腔体101中的锡锭进行融化并形成达到预设温度的锡液。
34.本发明通过设置一种具有加热组件加热炉的加锡装置,通过加热组件围绕加热炉的加热腔体设置,以对投入到加热腔体中的锡锭进行融化并形成达到预设温度的锡液,该预设温度的设定可以是与锡槽的温度相同的温度,从而解决了由于在常规的加锡过程中,锡液与锡槽存在温度差,导致锡槽内的环境温度无法维持恒定,从而对盖板玻璃的生产造成不良影响的技术问题。
35.在本发明可选的实施例中,加热腔体101包括与锡锭投入端口2连通的锡锭融化腔1011和与锡液导出端口3连通的锡液加热腔1012,其中,锡锭融化腔1011的内径大于锡液加热腔1012的内径,以方便对较大体积的锡锭进行集中的融化,适应锡锭融化后体积缩小的变化,从而更有效的对锡锭融化腔1011和锡液加热腔1012进行加热。
36.在本发明进一步可选的实施例中,加热组件102能够分别对锡锭融化腔1011和锡液加热腔1012进行加热,从而可根据锡锭融化腔1011和锡液加热腔1012对热量不同的需求进行局部的加热,在满足加热需求的同时,可有效的节约能源,提高加热组件102在作业过程中的适用性。
37.在本发明可选的实施例中,加热腔体101自锡锭投入端口2至锡液导出端口3沿其轴向向下倾斜,以便于自锡锭投入端口2进入加热腔体101中的锡锭融化呈锡液后在重力的作用下自锡液导出端口3流出。
38.在本发明可选的实施例中,加热组件102包括沿加热炉1的轴向延伸设置的硅碳棒,硅碳棒的设置可均匀的对加热腔体101进行加热,且能够在加热到预设温度后进行温度的维持,散热较为稳定,从而提高了加热组件102温度升高和维持的可控性。
39.在本发明可选的实施例中,加锡装置包括投锡平台4和锡液导管5,其中投锡平台4设置在锡锭投入端口2处,锡液导管5设置在锡液导出端口3处,在进一步可选的实施例中,为了方便对进入隔绝进入加热腔体101中的锡锭与外部的联系,加锡装置包括设置在锡锭投入端口2处的挡板201。为了便于对自锡液导管5流出的锡液的流量进行控制,优选地,在锡液导管5上设有闸板501。
40.在发明可选的实施例中,加锡装置包括温度检测器,该温度检测器用于对加热腔体101中的温度进行监测,以防止加锡装置中的温度过高或过低。在本发明进一步可选的实施例中,加锡装置包括控制单元6,该控制单元6与温度检测器和加热组件102连接,控制单元设置为能够接收温度检测器的检测结果,并根据检测结果对加热组件102的加热功率进行调整,以确保加热组件102对加热腔体101中的锡锭融化成的锡液维持在预设的温度。
41.在本发明进一可选的实施例中,控制单元6包括控制面板,该控制单元6接收的温度检测器的数据可通过控制面板的显示屏进行显示,同时操作人员也可以通过控制面板利用控制单元6进行加热温度的预设,和/或向温度检测器、加热组件102发出调控指令。
42.在本发明进一步可选的实施例中,加锡装置包括与控制单元6连接的报警器,当控制单元6接收到的温度检测器的检测数值超出预设温度时,控制单元6向报警器发出启动报警信号,报警器接收报警信号并进行报警。报警器的报警方式可以是声音报警,也可以是通过光显示报警。优选地,该报警器在发出警报声的同时,进行灯光闪烁报警。
43.在本发明可选的实施例中,加锡装置包括移动组件,加热炉1和控制单元6均设置在移动组件上。该移动组件包括具有滑轮8的车体9,该车体9装载加热炉1的高度,能够使锡液导管5位于用于进行玻璃生产的锡槽的上方,一边将锡液注入到锡槽中。该移动组件的设置方便对加锡装置在锡槽位置处进行投放和回收,实用灵活、操作方便、占用空间小,降低了常规加锡配置的生产成本,具有较高的经济价值。
44.在进一步可选的实施例中,滑轮8包括定向滑轮801和锁定万向滑轮802,其中,定向滑轮801设置在所述锡液导出端口3的两侧,锁定万向滑轮802设定在锡锭投入端口2的两侧。以便于在远离锡槽的一端利用锁定万向滑轮802对车体9的位置进行调整和位置的锁定。在本发明进一步可选的实施例中,加锡装置包括扶手7,该扶手7至少设置在车体9上,进一优选地,该扶手7设置在锡液导管5的一侧,以便于在作业过程中,可根据锡液导管5的锡液向锡槽中的流动,推动扶手7来进行锡液导管5与锡槽的位置关系。同时可以为操作人员进行锡液注入观察时,提供握持的依托,提高作业过程中的安全性。
45.本发明的第二方面提供一种玻璃生产系统;
46.该玻璃生产系统包括上述任一种所述的加锡装置。
47.在本发明可选的实施例中,该玻璃生产系统包括多个加锡装置,多个加锡装置沿玻璃生产系统的锡槽均布,并能够同步向锡槽中注入与锡槽中的锡液同等温度的锡液。从而解决了由于在常规的加锡过程中,锡液与锡槽存在温度差,导致锡槽内的环境温度无法维持恒定,从而对盖板玻璃的生产造成不良影响的技术问题。
48.以上所述仅为本发明的可选的/优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。