一种轻质pvc封边条及其制备方法
技术领域
1.本发明涉及高分子材料技术领域,具体涉及一种轻质pvc封边条及其制备方法。
背景技术:
2.pvc封边条是常见的封边条类型,它是以pvc为主要原料,加入增塑剂、稳定剂、润滑剂、染色剂等助剂,一起混炼挤出而成的热塑性卷材。封边条主要作用是对板材断面进行固封,达到免受环境和使用过程中的不利因素(主要为水分)对板材的破坏,并阻止板材内部的甲醛挥发。pvc封边条会朝着节能、环保、无毒的方向发展,成为高档的装饰材料。传统pvc封边条在生产中,为了节约成本往往会根据需要加入一定量的无机填料,一般是加入碳酸钙、滑石粉、高岭土等。这使得产品成型后,因为大量填料的存在增加了产品本身的密度,一般密度在1.40-1.60g/cm3之间。一卷常规规格的封边条,按照厚度1mm、宽度20mm、长度100m来计算,其重量高达2800-3200g,这对产品的包装、搬运和使用均带来一定的不便。
3.高分子材料的轻量化,能一定程度上解决相关的问题。轻量化主要依靠在材料配方中添加交联剂和发泡剂,使产品在挤出成型时发泡剂分解和分子链交联,使材料内部结构出现细小的封闭微孔,微孔的存在将大幅度减小材料密度,从而使同重量的原材料可以生产更多的产品出来,并可以节约成本。中国专利cn113150470a公开了一种低密度、高挤出速率pvc防火密封条及其制备方法,通过使用发泡剂和泡孔调节剂来调节密封条的密度,但对密度的降低起不了太大作用,且发泡剂和泡孔调节剂加入量过多影响材料的力学性能;对于封边条轻量化,目前研究进展较缓。
技术实现要素:
4.本发明提供了一种轻质pvc封边条及其制备方法,解决了现有技术存在的密度过高、综合性能不佳的问题,其应用时可以实现产品的轻质化,同时具有良好的力学性能。
5.本发明涉及一种轻质pvc封边条,旨在降低产品重量和节约成本,优化工厂车间生产和减少员工劳动强度。
6.本发明与传统pvc封边条配方相比,配方中通过添加发泡剂和交联剂,使产品在挤出成型时产生分子链交联,并使发泡剂分解成气体,使材料内部形成多孔结构,从而降低材料的密度。
7.为了解决该技术问题,本发明提供了如下技术方案:
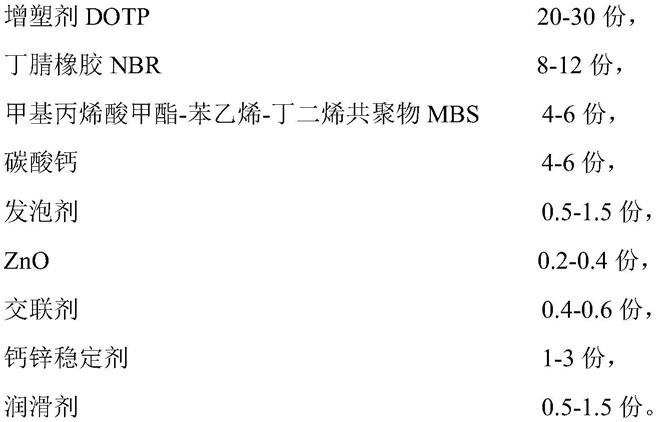
8.一种轻质pvc封边条,包括如下重量份的组分:
9.[0010][0011]
本发明所涉配方中,pvc为该配方中的主料,直接提供了产品主要功能;nbr在交联剂的作用下与pvc部分分子链产生交联,赋予产品良好的尺寸稳定性;碳酸钙为填料体系,改善产品尺寸稳定性和增加产品硬度和力学性能,同时起到降低成本的作用;本发明的碳酸钙优选重质碳酸钙;增塑剂dotp赋予pvc良好的塑形和降低加工温度;发泡剂能在挤出过程中分解成气体,实现材料内部的孔状结构;zno可以促进发泡,使配方体系导热均匀;mbs主要改善产品韧性和增强抗冲击性能;同时,本发明通过研究发现,mbs可与nbr协同作用,共同提高pvc的抗冲击性能;钙锌稳定剂用于提高热稳定性;润滑剂增加流动性和改善加工性能。
[0012]
优选的,一种轻质pvc封边条,包括如下重量份的组分:
[0013][0014]
优选的,所述聚氯乙烯pvc的型号为sg-1000。
[0015]
优选的,所述发泡剂选自h发泡剂、obsh或ac改性发泡剂中的任意一种。
[0016]
优选的,所述交联剂选自taic、dcp或bipb中的任意一种。
[0017]
优选的,所述润滑剂选自pe蜡、ope蜡、硬脂酸或费托蜡中的任意一种。
[0018]
本方案还提供了一种轻质pvc封边条的制备方法,包括如下步骤:
[0019]
将原料和助剂混合均匀后,在双螺杆挤出成型机台上挤出,并在开放式发泡机上发泡成型,得到轻质pvc封边条;挤出成型温度范围为:105-125℃;开放式发泡机温度范围为:130-180℃。
[0020]
优选的,所述双螺杆挤出成型机的机筒温度设置为:一区:125
±
5℃,二区135
±
5℃,三区140
±
5℃,四区150
±
5℃;模头温度为165
±
5℃。
[0021]
优选的,所述开放式发泡机各段温度设置为:一区:130
±
5℃,二区:135
±
5℃,三区:145
±
5℃,四区:155
±
5℃,五区:165
±
5℃,六区:175
±
5℃,七区:180
±
5℃。
[0022]
产品在成型后形成气孔和网状结构,进而使产品获得低密度和优良的耐高温、耐蠕变和耐应力开裂性能,产品适应高温、低温和冷热循环的不同使用环境,赋予了产品良好的使用和加工性能。
[0023]
本发明和现有技术相比,具有以下优点:
[0024]
本发明的一种轻质pvc封边条,在pvc主料中加入nbr,在交联剂的作用下二者部分分子链产生交联,赋予产品良好的尺寸稳定性;加入发泡剂和促进剂,能在挤出过程中分解成气体,实现材料内部的孔状结构,同时使配方体系导热均匀,使产品获得较低的密度,实现产品的轻质化;同时交联结构使产品获得耐高温、耐应力开裂和耐蠕变性能,赋予产品良好的综合性能。
[0025]
轻质pvc封边条,既能保持产品本身的功能,又能大幅度降低产品重量和节约成本,这既方便了员工操作,又将给生产企业带来明显收益。
具体实施方式
[0026]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0027]
实施例1
[0028]
本实施例的轻质pvc封边条,包括如下重量份的组分:pvc(sg-1000):90份,增塑剂dotp:20份,丁腈橡胶nbr:8份,甲基丙烯酸甲酯-苯乙烯-丁二烯共聚物mbs:4份,碳酸钙:4份,发泡剂h:0.5份,zno:0.2份,交联剂taic:0.4份,钙锌稳定剂:1份,pe蜡:0.5份;
[0029]
上述轻质pvc封边条的制备方法如下:
[0030]
将各种原材料和助剂混合均匀后,在双螺杆挤出成型机台上密闭式挤出,在开放式发泡机上发泡成型,产品厚度由不同规格的模具来控制。密闭式挤出成型温度范围为:105-125℃离开模头后,产品进入发泡段,发泡段为连续开放式发泡,连续开放式发泡温度为130-180℃。密闭式挤出工艺如下表1所示:
[0031]
表1
[0032][0033]
连续开放式发泡工艺如表2所示:
[0034]
表2
[0035][0036]
实施例2
[0037]
本实施例和实施例1的区别在于,所述轻质pvc封边条包括如下重量份的组分:pvc(sg-1000):110份,增塑剂dotp:30份,丁腈橡胶nbr:12份,mbs:6份,碳酸钙:6份,发泡剂obsh:1.5份,zno:0.4份,交联剂dcp:0.6份,钙锌稳定剂:3份,ope蜡:1.5份。
[0038]
实施例3
[0039]
本实施例和实施例1的区别在于,所述轻质pvc封边条包括如下重量份的组分:pvc(sg-1000):100份,增塑剂dotp:25份,丁腈橡胶nbr:10份,甲基丙烯酸甲酯-苯乙烯-丁二烯共聚物mbs:5份,碳酸钙:5份,ac改性发泡剂:1份,zno:0.3份,交联剂bipb:0.5份,钙锌稳定剂:2份,硬脂酸:1份。
[0040]
对比例1
[0041]
本对比例和实施例3的区别在于,所述pvc封边条包括如下重量份的组分:pvc(sg-1000):100份,增塑剂dotp:25份,丁腈橡胶nbr:10份,mbs:5份,碳酸钙:5份,交联剂bipb:0.5份,钙锌稳定剂:2份,硬脂酸:1份。
[0042]
对比例2
[0043]
本对比例和实施例3的区别在于,所述轻质pvc封边条包括如下重量份的组分:pvc(sg-1000):100份,增塑剂dotp:25份,碳酸钙:5份,ac改性发泡剂:1份,zno:0.3份,交联剂bipb:0.5份,钙锌稳定剂:2份,硬脂酸:1份。
[0044]
使用国标对实施例1-3和对比例1-2得到的材料进行测试,通过发泡而得到的轻质封边条测试结果与传统pvc封边条相比如表3所示:
[0045]
表3
[0046][0047]
从表3中可以看出,因为产品本身的孔状结构,可以明显降低产品密度,这使得同米数产品重量可以降低32%以上;同样,等重量的原材料,所生产的产品米数可以增加48%以上。
[0048]
将实施例1-3、对比例1-2得到的材料按照gb/t1040.1-2006测试拉伸强度、断裂伸长率,测试结果如下表4所示:
[0049]
表4
[0050]
封边条类型拉伸强度(mpa)断裂伸长率(%)实施例1封边条25480实施例2封边条24470实施例3封边条26500对比例124460对比例220400
[0051]
从表4中可以看出,本方案在实现轻质化的同时,可以提升pvc的强度和韧性,赋予产品良好的综合性能。
[0052]
综上,本发明一种轻质pvc封边条,nbr在交联剂的作用下与pvc部分分子链产生交联,赋予产品良好的尺寸稳定性;碳酸钙改善产品尺寸稳定性和增加产品硬度和力学性能,同时起到降低成本的作用;增塑剂dotp赋予pvc良好的塑形和降低加工温度;发泡剂与zno作用,能在挤出过程中分解成气体,实现材料内部的孔状结构,使配方体系导热均匀;mbs可与nbr协同作用,共同提高pvc的产品韧性和增强抗冲击性能。
[0053]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。