1.本实用新型属于汽车技术领域,尤其涉及一种侧围加强板总成提升弯扭性能结构。
背景技术:
2.在实现本实用新型的过程中,发明人发现现有技术至少存在以下问题:
3.左右侧围加强板总成是车身骨架重要组成部分之一,传统矫车a柱加强板型腔内无隔板结构,侧围加强板采用分件结构形式,分为a柱上加强板、a柱下加强板、b柱加强板和门槛加强板,通过二层焊将此四个加强板焊接在一起,与其它件一同组成侧围加强板总成。a柱上加强板与b柱加强板搭接位置为增加强度,搭接面设计较宽来满足此区域强度;随着新技术的发展,将加强板做成一体式环状结构,不等料厚之间采用拼焊,无搭接结构,此结构节约焊点工时,减少焊装夹具开发,降低开发成本。但门环为不等料厚将a柱加强板、b柱加强板、门槛加强板拼焊而成,所以a柱上加强与b柱加强板由于无搭接面,连接处弯曲模态和扭转模态不足。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种提高a柱上加强与b柱加强板连接处弯曲模态和扭转模态的侧围加强板总成提升弯扭性能结构。
5.为了解决上述技术问题,本实用新型所采用的技术方案是:一种侧围加强板总成提升弯扭性能结构,具有:
6.隔板本体;设置在b柱下加强板和a柱上加强板的连接处;
7.主定位孔,设置在所述隔板本体上;
8.焊接面,设置在所述隔板本体外周,所述焊接面与b柱下加强板焊接;
9.塞焊焊接面,设置在所述隔板本体外周,所述塞焊顶梁前部本体焊接;
10.防错缺口,设置在所述隔板本体的外周上。
11.所述焊接面包括第一焊接面、第二焊接面和第三焊接面,所述第一焊接面、第二焊接面和第三焊接面分别设置在所述b柱下加强板端部的外周。
12.所述隔板本体上还设有副定位孔。
13.所述焊接面通过二层焊与所述b柱下加强板焊接,所述隔板本体厚度为1.2mm。
14.上述技术方案中的一个技术方案具有如下优点或有益效果,提高a柱上加强与b柱加强板连接处弯曲模态和扭转模态。
附图说明
15.图1为本实用新型实施例中提供的侧围加强板总成提升弯扭性能结构的安装结构图;
16.图2为图1的局部放大图;
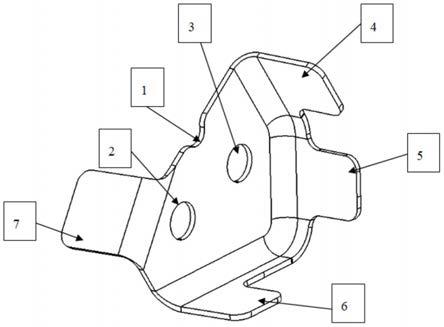
17.图3为图1的侧围加强板总成提升弯扭性能结构的结构示意图;
18.上述图中的标记均为:1、防错缺口,2、主定位孔,3、副定位孔,4、第一焊接面,5、第二焊接面,6、第三焊接面,7、塞焊焊接面。
具体实施方式
19.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。
20.参见图1-3,一种侧围加强板总成提升弯扭性能结构,具有:
21.隔板本体;设置在b柱下加强板和a柱上加强板的连接处;
22.主定位孔,设置在隔板本体上;
23.焊接面,设置在隔板本体外周,焊接面与b柱下加强板焊接;
24.塞焊焊接面,设置在隔板本体外周,塞焊顶梁前部本体焊接;
25.防错缺口,设置在隔板本体的外周上。为防止现场不易识别特设计1、防错缺口便于现场操作,避免重复上件浪费人工工时。
26.焊接面包括第一焊接面、第二焊接面和第三焊接面,第一焊接面、第二焊接面和第三焊接面分别设置在b柱下加强板端部的外周。
27.隔板本体上还设有副定位孔。
28.焊接面通过二层焊与b柱下加强板焊接,隔板本体厚度为1.2mm。
29.隔板设有四个,设置在左右侧围加强板型腔内。
30.门环热冲压一体成型;左顶边隔板ⅰ、右顶边隔板ⅰ、顶边隔板左ⅱ和顶边隔板右ⅱ和其它件分别冷冲压成型;将以上件通过焊接层级放置在夹具上,分别通过主、副定位固定后,将以上件焊接组成侧围加强板总成。
31.相比技术a柱上加强板与b柱加强板无搭接面,本结构增加隔板局部增强,满足弯曲模态和扭转模态。
32.采用上述的结构后,提高a柱上加强与b柱加强板连接处弯曲模态和扭转模态。
33.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种侧围加强板总成提升弯扭性能结构,其特征在于,具有:隔板本体;设置在b柱下加强板和a柱上加强板的连接处;主定位孔,设置在所述隔板本体上;焊接面,设置在所述隔板本体外周,所述焊接面与b柱下加强板焊接;塞焊焊接面,设置在所述隔板本体外周,所述塞焊顶梁前部本体焊接;防错缺口,设置在所述隔板本体的外周上。2.如权利要求1所述的侧围加强板总成提升弯扭性能结构,其特征在于,所述焊接面包括第一焊接面、第二焊接面和第三焊接面,所述第一焊接面、第二焊接面和第三焊接面分别设置在所述b柱下加强板端部的外周。3.如权利要求1所述的侧围加强板总成提升弯扭性能结构,其特征在于,所述隔板本体上还设有副定位孔。4.如权利要求2所述的侧围加强板总成提升弯扭性能结构,其特征在于,所述焊接面通过二层焊与所述b柱下加强板焊接,所述隔板本体厚度为1.2mm。
技术总结
本实用新型公开了一种侧围加强板总成提升弯扭性能结构,具有:隔板本体;设置在B柱下加强板和A柱上加强板的连接处;主定位孔,设置在隔板本体上;焊接面,设置在隔板本体外周,焊接面与B柱下加强板焊接;塞焊焊接面,设置在隔板本体外周,塞焊顶梁前部本体焊接;防错缺口,设置在隔板本体的外周上,提高A柱上加强与B柱加强板连接处弯曲模态和扭转模态。加强板连接处弯曲模态和扭转模态。加强板连接处弯曲模态和扭转模态。
技术研发人员:王丽丽 黄伟男 冯淑娟 韩丙正 管立伟 王晓飞
受保护的技术使用者:奇瑞商用车(安徽)有限公司
技术研发日:2021.06.08
技术公布日:2022/2/8