1.本技术涉及自动化生产领域,尤其是涉及立体式全自动植毛修毛开花一体机。
背景技术:
2.一些带刷毛的物品,比如说清理刷、鞋刷或者刮刷,这些物品的加工过程中,都需要经过植毛机对刷毛进行植入,以将刷毛固定在这些物品的表面。
3.但是刷毛植入后,还需要对刷毛进行进一步的处理,对其进行修整以及开花,使刷毛的质量更佳。
4.针对上述中的相关技术,三个处理工序一般是分开在不同机器上进行操作,需要人员人工将产品在植毛机、修毛机、开花机之间搬动运输,甚至需要人员手动对刷毛进行修整、开花,其加工效率较低,较为不便。
技术实现要素:
5.为了提高产品的加工效率,本技术提供立体式全自动植毛修毛开花一体机。
6.本技术提供的立体式全自动植毛修毛开花一体机采用如下的技术方案。
7.立体式全自动植毛修毛开花一体机,包括:上料台,其上安装有传输链,所述传输链由电机驱动传动,所述传输链的表面设有用于放置工件放置口;取料装置,包括滑座、滑轨以及机械手,所述滑座与滑轨滑动连接,所述滑座由设置在自身内部的电机驱动在滑轨上滑动;植毛装置,包括机架、钻孔机装置以及植毛机构,所述机架靠近滑轨,所述机架上设置有夹持台,所述夹持台上设有用于夹持工件的夹持装置一,所述机械手用于将工件从放置口移动到夹持装置一的夹持口中,所述钻孔机装置用于在夹持台上的工件上加工出植毛孔,所述植毛机构用于将刷毛安装入植毛孔中;以及修整装置,包括修整台、移动台以及修整机构,所述修整台靠近滑轨,所述移动台与修整台滑动连接,所述修整台的表面设有用于对工件的刷毛进行修边的修边机、用于对工件的刷毛进行开花的开花机,所述修边机、开花机沿移动台的滑动方向依次分布,所述移动台上设置有用于夹持机械手运输的工件的夹持装置二,所述移动台受电机驱动移动以靠近或远离滑轨。
8.通过采用上述技术方案,通过取料装置将工件从传输轨道中取出,放到植毛装置进行植毛,完成植毛之后,取料装置将工件从植毛装置中取出,并将工件转移到修整装置对植入的毛刷进行修边使其刷毛更加整齐,之后再对刷毛进行开花,使刷毛更加柔软,接着将工件从夹持装置二中取出,完成工件的加工,整个工程全部由机器自动进行,无需人员人工进行搬运操作,加工效率较高。
9.优选的,还包括:下料台,安装有传输带,所述传输带由电机驱动传动,所述传输带位于移动台的下
方以接取以及传输从夹持装置二掉落的工件。
10.通过采用上述技术方案,下料台的设置,可将加工完毕的工件传输到下料处,无需人员人工搬运较为方便。
11.优选的,所述上料台与植毛装置分别位于滑轨宽度方向的两侧,所述机械手包括转动臂、伸缩臂以及用于夹持工件的夹持头,所述转动臂与滑座转动连接,其转轴沿滑轨的长度方向,所述伸缩臂与转动臂转动连接,所述伸缩臂的转动轴平行于转动臂的转动轴,所述伸缩臂由设置在转动臂上的电机驱动转动,所述夹持头固定在伸缩臂的端部。
12.通过采用上述技术方案,上料台与修整装置的位置设置,使本一体机的结构更加紧凑,转动臂以及伸缩臂的设置,便于机械手能够将工件从滑轨的一侧的上料台取出放到滑轨的另一侧的植毛装置上,较为方便。
13.优选的,所述传输链于上料台上平行分布有两条,两条所述传输链均具有放置口,所述放置口沿传输链的传输方向间隔设有多个,两条所述传输链上放置口分别供工件长度方向的两个端部放置,所述上料台设有顶出装置,所述顶出装置包括顶出气缸、顶块,所述顶块固定在顶出气缸的活塞杆端部,所述顶出气缸的活塞杆轴向沿竖直方向,所述顶块靠近工件远离滑轨的端部,所述顶块的顶部用于与工件的底部相抵,所述上料台设有抵接面;当所述工件被顶块顶起时,工件靠近滑轨的端部向下倾斜下滑并与抵接面相抵接。
14.通过采用上述技术方案,顶出装置的设置可将工件从传输链上顶出,使工件的表面凸出上料台的顶面,便于机械手上的夹持头夹取。
15.优选的,所述夹持头设有用于夹持工件的夹持块,相邻两个所述放置口之间的距离小于夹持块的尺寸。
16.通过采用上述技术方案,传输链上传输的两个工件可以近距离放置,配合顶出装置,使得机械手能够正常对工件进行夹取,使传输链能够一次性传输更多的工件,从而提高本一体机对工件的加工效率。
17.优选的,所述夹持台包括x轴滑座、y轴滑座以及z轴滑座,所述x轴滑座与机架滑动连接,所述z轴滑座滑动连接在x轴滑座上,所述z轴滑座的滑动方向沿竖直方向,所述y轴滑座滑动连接在z轴滑座上,所述x轴滑座与y轴滑座的滑动方向均沿水平方向且相互垂直,所述x轴滑座由设置在机架上的驱动机构一驱动滑动,所述z轴滑座由设置在自身上的驱动机构二驱动滑动,所述y轴滑座由设置在自身上的的驱动机构三驱动滑动,所述夹持装置一于y轴滑座的顶部设有多个,多个所述夹持装置一沿x轴滑座的滑动方向间隔分布。
18.通过采用上述技术方案,通过x轴滑座以及多个夹持装置一的设置,通过x轴滑座滑动,能够对钻孔机装置、植毛机构下方的工件的位置进行切换,使得植毛装置能够同时对不同夹持装置上的工件进行钻孔以及植毛,其效率较高,z轴滑座的设置便于调节夹持装置一与钻孔机装置(植毛机构)之间的距离,以便于取料装置将工件放到夹持装置一中,y轴滑座的设置,使本一体机能够通过移动y轴滑座使夹持装置一靠近滑轨,便于机械手将工件放入夹持装置一或从夹持装置一取出。
19.优选的,所述夹持装置一包括固定部、滑动部以及驱动气缸,所述固定部与y轴滑座固定连接,所述滑动部包括滑块一、滑块二,所述滑块一、滑块二与固定部滑动连接,所述滑块一、滑块二上均设有用于夹持工件的夹持部,所述滑块一、滑块二受驱动气缸驱动以做出相向或相背运动。
20.通过采用上述技术方案,通气驱动气缸使滑块一、滑块二相向运动,使滑块一、滑块二上的夹持部相互靠近,使得夹持部与放置在滑块一、滑块二之间的工件的背向两侧壁相抵压,从而对工件进行固定,使其在钻孔与植毛的过程中不易出现偏移。
21.优选的,所述滑块一设有驱动槽一,所述滑块二设有驱动槽二,所述驱动气缸的活塞杆设有驱动件,所述驱动件设有凸柱一、凸柱二,所述凸柱一的背向两侧壁分别与驱动槽一宽度方向的两侧壁相抵,所述凸柱二的背向两侧壁分别与驱动槽二宽度方向的两侧壁相抵,所述驱动槽一的长度方向倾斜于驱动气缸活塞杆的轴向,所述驱动槽二的长度方向与驱动槽一的长度方向之间所呈的夹角是驱动槽二或驱动槽一的长度方向与驱动件的长度方向之间所呈的夹角的两倍。
22.通过采用上述技术方案,通过驱动气缸带动驱动件移动,使得凸柱一在驱动槽一移动,使得凸柱二在驱动槽二移动,凸柱一与驱动槽一的槽壁相抵产生沿滑块一滑动方向的力,凸柱二与驱动槽二的槽壁相抵产生沿滑块二滑动方向的力,由于驱动槽一与驱动槽二长度方向的不同,使滑块一、滑块二的滑动方向相反,从而实现对工件的夹紧与松开。
23.优选的,所述植毛机构包括存毛台、推毛装置、取毛件、铁丝传输装置、切断装置、铁丝成型装置、装配件以及顶推装置,所述存毛台设有存毛槽,所述存毛槽用于存储刷毛,所述存毛槽朝向取毛件的端部具有开口,所述推毛装置用于存毛槽内的刷毛从开口推出,所述取毛件设有取毛槽,所述取毛件由设置在机架上的驱动机构四驱动以使取毛槽与开口正对,所述装配件设有供刷毛放置的安放槽,所述安放槽的顶壁用于与取毛槽的开口正对以接取掉落的刷毛,所述铁丝成型装置包括伸缩块、成型块,所述成型块的底面具有与伸缩块相适配的成型凹槽,所述伸缩块的顶面用于供传输过来的铁丝放置,所述成型块由设置在机架上的驱动机构五驱动上下运动以对伸缩块上的铁丝进行冲压,所述伸缩块由设置在机架上的驱动机构六驱动移动以远离或靠近成型块,所述顶推装置包括顶出杆、驱动顶出杆沿轴向运动的驱动机构七,所述成型凹槽的顶壁设有穿孔,所述顶出杆位于穿孔内,所述安放槽底部设有供铁丝进入的顶出孔,所述顶出杆位于顶出孔的正上方,所述顶出孔贯通至装配件的底面,所述装配件与机架滑动连接,所述装配件受设置在机架上的驱动机构八驱动移动以靠近工件。
24.通过采用上述技术方案,取毛件将刷毛从存毛槽中取出,放置到安放槽后,铁丝传输装置对铁丝进行传输,铁丝传输一定长度后,切断装置将铁丝切断,切断后的铁丝位于伸缩块上,之后成型块下压,使铁丝弯曲,铁丝停留在成型凹槽内,之后伸缩块远离成型块,成型块下移,与装配件相贴,成型凹槽移动到顶出孔上方,之后顶出杆将铁丝顶到顶出孔内,铁丝在顶出的过程中将刷毛也压入顶出孔中,之后装配件移动,使顶出孔的底端对准工件上的植毛孔,顶出杆继续对铁丝进行推顶,使工件从顶出孔的底端顶出,从而使铁丝与刷毛进入植毛孔内,完成植毛。
25.优选的,所述顶出孔的下端部的孔径尺寸由上至下逐渐缩小。
26.通过采用上述技术方案,顶出孔下端部的孔径的设置,使顶出杆将铁丝顶出顶出孔时,铁丝的端部受到顶出孔的内壁压,向内形变收缩,从而使铁丝底端呈渐缩状,便于顶出杆将铁丝推入植毛孔内。
27.综上所述,本技术包括以下至少一种有益技术效果:通过设置传输装置、取料装置,能自动将工件在植毛装置与修整装置之间传输,无
需人员人工运输,提高了产品的加工效率;通过设置顶出装置,便于取料装置对传输链上的工件进行拿取;通过设置下料台,便于将加工完成的产品输送到预定地点进行进一步加工。
附图说明
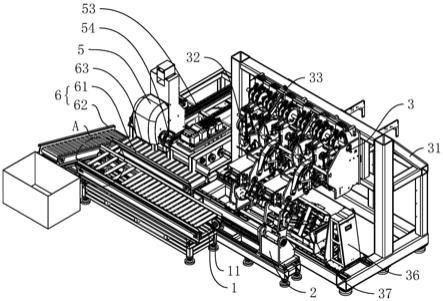
28.图1是本技术实施例的立体结构图。
29.图2是图1的a处放大图。
30.图3是本技术实施例的取料装置的部分结构示意图。
31.图4是本技术实施例的植毛装置的第一局部结构示意图。
32.图5是本技术实施例的夹持装置一的结构示意图。
33.图6是图5的b
‑
b剖视图。
34.图7是本技术实施例的植毛装置的第二局部结构示意图。
35.图8是本技术实施例的动力机构的结构示意图。
36.图9是图7的c处放大图。
37.图10是本技术实施例的植毛机构的简要结构示意图。
38.图11是本技术实施例的修整装置的结构示意图。
39.附图标记说明:1、上料台;11、传输链;12、放置口;121、凸块;13、顶出装置;131、顶出气缸;132、顶块;14、抵接面;2、取料装置;21、滑座;22、滑轨;23、机械手;231、转动臂;232、伸缩臂;233、夹持头;234、夹持块;24、齿条一;25、齿轮一;3、植毛装置;31、机架;32、钻孔机装置;33、植毛机构;331、存毛台;3311、存毛槽;332、推毛装置;333、取毛件;3331、取毛弧板;3332、取毛槽;334、铁丝传输装置;335、切断装置;336、铁丝成型装置;3361、伸缩块;3362、成型块;3363、成型凹槽;3364、穿孔;3365、顶出孔;337、装配件;3371、安放槽;338、顶推装置;3381、顶出杆;34、齿条二;35、齿轮二;36、夹持台;361、x轴滑座;362、y轴滑座;3621、转动台;3622、弧形齿条;3623、齿轮四;363、z轴滑座;364、驱动机构一;365、驱动机构二;366、齿条三;367、驱动机构三;368、齿轮三;37、夹持装置一;371、固定部;372、滑动部;373、驱动气缸;374、滑块一;3741、驱动槽一;375、滑块二;3751、驱动槽二;376、夹持部;377、夹持口;378、驱动件;3781、凸柱一;3782、凸柱二;38、动力机构;381、动力电机;382、转轴;383、凸轮一;384、凸轮二;385、连杆机构;3851、动力杆;3852、提拉杆;386、转轮一;387、转轮二;41、贴合件;42、贴合弧面;43、紧压轮;49、转动板;491、推拉气缸;492、避让缺口;493、开口;5、修整装置;51、修整台;52、移动台;521、水平滑移台;522、竖直滑移台;523、转动座;53、修整机构;54、夹持装置二;55、修边机;56、开花机;6、下料台;61、台一;62、台二;63、传输带;7、安装板。
具体实施方式
40.以下结合附图1
‑
11对本技术作进一步详细说明。
41.本技术实施例公开立体式全自动植毛修毛开花一体机。
42.参照图1,立体式全自动植毛修毛开花一体机,包括上料台1、取料装置2、植毛装置3、修整装置5以及下料台6。
43.参照图1和图2,上料台1位于取料装置2的一旁,其上安装有两条传输链11,两条传
输链11于上料台1的宽度方向间隔分布,两条传输链11均具有,传输链11上固定连接有凸块121,凸块121沿传输链11的传输方向间隔设有多个,相邻两个凸块121之间形成放置口12,两条传输链11上的放置口12相对应,两条传输链11上的放置口12底壁分别用于放置同一工件长度方向的两端,两条传输链11同步传动,以将工件稳定传输到供取料装置2抓取的取料处。
44.上料台1设有顶出装置13,顶出装置13包括顶出气缸131、顶块132,顶块132位于取料处的下方,顶出气缸131的活塞杆轴向沿竖直方向,顶块132固定在顶出气缸131的活塞杆顶端,顶块132靠近工件远离取料装置2的端部,以便与工件的底部相抵,将工件的一端翘起,便于取料装置2对工件进行拿取,上料台1设有抵接面14,抵接面14靠近工件远离顶块132的一端,以便于在工件翘起时,对其端部进行抵接,避免工件下滑对取料装置2抓取工件造成不良影响。
45.参照图3,取料装置2包括滑座21、滑轨22以及机械手23,滑座21与滑轨22滑动连接,滑轨22的长度方向沿传输链11的传输方向,滑座21内设有电机,该电机为步进电机转速可控,滑轨22设有齿条一24,电机的输出轴同轴固定有与齿条一24啮合的齿轮一25,通过驱动电机驱动齿轮转动能够使滑座21在滑轨22上自由滑动,以便于滑座21靠近取料处。
46.机械手23包括转动臂231、伸缩臂232以及用于夹持工件的夹持头233,转动臂231的端部与滑座21铰接,转动臂231转动轴的长度方向沿滑轨22的长度方向,伸缩臂232与转动臂231的端部铰接,伸缩臂232铰接处的转轴382轴向也平行于滑轨22的长度方向,伸缩臂232采用气缸,转动臂231与伸缩臂232均由步进电机通过同步带驱动转动,夹持头233固定在伸缩臂232的活塞杆端部上,夹持头233采用夹爪气缸,夹持头233具有用于夹持工件的两个夹持块234。此处值得一提的是,传输链11上凸块121的尺寸要小于夹持块234的尺寸,当相邻两个放置口12放置工件后,夹持块234无法伸入到两个放置口12之间,如此设置使传输链上的11上的工件放置的较为紧凑,使传输链11上能够同时传输数量更多的工件;当顶出装置13将工件翘起后,滑座21滑动靠近取料处,转动臂231以及伸缩臂232转动,使夹持头233与工件正对,接着伸缩臂232驱动夹持头233伸出将工件夹起。相比于工件平放在传输链11上,本设置减少了转动臂231所需转动的角度,使机械手23夹取工件的效率提升。之后滑座21移动到植毛装置3附近,机械手23通过调整转动臂与伸缩臂232的位置,将工件放置到植毛装置3上。
47.参照图1和图4,植毛装置3包括机架31、钻孔机装置32以及植毛机构33,机架31与上料台1分别位于靠滑轨22的两侧。机架31上设置有夹持台36,夹持台36上设有用于夹持工件的夹持装置一37。夹持台36包括x轴滑座361、y轴滑座362以及z轴滑座363,x轴滑座361与机架31滑动连接,x轴滑座361由设置在机架31上的驱动机构一364驱动滑动,x轴滑座361的滑动方向沿滑轨22的长度方向,驱动机构一364采用电动丝杆。z轴滑座363通过竖向的轨道滑动连接在x轴滑座361上,z轴滑座363的滑动方向沿竖直方向,x轴滑座361设有齿条二34,z轴滑座363由设置在自身上的驱动机构二365驱动沿竖直方向滑动,驱动机构二365包括齿轮二35、驱动齿轮二35转动的步进电机,齿轮二35与齿条二34啮合。y轴滑座362滑动连接在z轴滑座363上,y轴滑座362的滑动方向沿机架31的宽度方向。y轴滑座362上固定连接有齿条三366,z轴滑座363设有驱动机构三367,驱动机构三367包括与齿条三366啮合的齿轮三368、驱动齿轮三368转动的电机,y轴滑座362受驱动机构三367的驱动滑动以靠近滑轨22。
48.参照图4,y轴滑座362的顶部转动连接有转动台3621,转动台3621固定连接有弧形齿条3622,y轴滑座362设有与弧形齿条3622相啮合的齿轮四3623,弧形齿条3622与转动台3621的转动轴同轴。齿轮四3623受设置在y轴滑座362上的步进电机驱动转动以对转动台3621的倾斜度进行调节,便于取料装置2将工件装入持装置一或从夹持装置一37中取出。夹持装置一37于转动台3621的顶部设有多个,夹持装置一37沿x轴滑座361的滑动方向间隔设有多个,本实施例的具体数量为6。多个夹持装置一37的设置,使本植毛装置3可同时对多个工件进行钻孔与植毛,以提高加工效率。x轴滑座361可移动对夹持装置一37进行切换,能够将完成钻孔的工件移动到植毛机构33下方进行植毛,将已经完成植毛的工件移动到一旁,便于机械手23夹取。z轴滑座363能够调节夹持装置一37与植毛机构33或者钻孔机装置32之间的距离,使植毛机构33或者钻孔机装置32不会妨碍取料装置2进行取料和放料。
49.参照图5和图6,夹持装置一37包括固定部371、滑动部372以及驱动气缸373,固定部371与转动台3621的顶面固定连接。滑动部372包括滑块一374、滑块二375。滑块一374、滑块二375与固定部371滑动连接,滑块一374、滑块二375的滑动方向均沿固定部371的宽度方向,滑块一374、滑块二375的顶部均固定连接有用于夹持工件的夹持部376,滑块一374上的夹持部376与滑块二375上的夹持部376之间形成供工件夹持的夹持口377。驱动气缸373与固定部371固定连接,驱动气缸373的活塞杆轴向沿固定部371的长度方向。
50.驱动气缸373的活塞杆设有驱动件378,驱动件378呈长条状,其长度方向沿固定部371的长度方向。驱动件378朝向滑动部372的表面固定连接有凸柱一3781、凸柱二3782,凸柱一3781、凸柱二3782的形状相同,滑块一374开设有驱动槽一3741,滑块二375开设有驱动槽二3751,驱动槽一3741的长度方向倾斜于固定部371的长度方向,驱动槽二3751与驱动槽二3751的形状相同,驱动槽二3751的长度方向与驱动槽一3741的长度方向之间所呈的夹角是驱动槽二3751或驱动槽一3741的长度方向与驱动件378的长度方向之间所呈夹角的两倍。凸柱一3781嵌入并滑动连接在驱动槽一3741中,凸柱一3781的直径与驱动槽一3741的宽度尺寸相同,凸柱一3781的背向两侧壁分别与驱动槽一3741宽度方向的两侧槽壁相贴,凸柱二3782与驱动槽二3751之间的连接关系相同于凸柱一3781与驱动槽一3741之间的连接关系。
51.当驱动气缸373活塞杆伸缩时,凸柱一3781的侧壁会抵压驱动槽一3741的侧壁,其会产生沿滑块一374滑动方向的分力推动滑块一374滑动,同理滑块二375受凸柱二3782的抵接朝向与滑块一374滑动方向相反的方向滑动相同的距离,从而使夹持口377扩大或缩小,从而对工件进行夹持。
52.参照图7和图8,钻孔机装置32采用钻孔机,钻孔机由设置在机架31上的动力机构38驱动上下移动,动力机构38包括动力电机381、转轴382、凸轮一383、凸轮二384以及连杆机构385,连杆机构385包括动力杆3851、提拉杆3852,动力杆3851远离提拉杆3852的端部与固定设置在机架31上的安装板7铰接,提拉杆3852的上端与动力杆3851另一端铰接,提拉杆3852的下端与钻孔机铰接,钻孔机与机架31滑动连接,其滑动方向沿竖直方向,动力电机381为伺服电机,动力电机381通过皮带轮驱动转轴382转动,从而使凸轮一383和凸轮二384转动,凸轮一383的底面用于与转动连接在动力杆3851上的转轮一386相抵,以将动力杆3851下压,继而通过提拉杆3852使钻孔机装置32向下滑动,对转动台3621上的工件进行钻孔,动力杆3851上还转动连接有转轮二387,转轮二387的底面与凸轮二384的顶部相抵,凸
轮二384在转动时,可将转轮二387以及动力杆3851向上提,从而使钻孔机装置32上移,实现钻孔装置32的往复运动。通过设置凸轮一383、凸轮二384以及连杆机构385,使得钻孔装置32能够往复上下移动,以便于对转动台3621上的工件进行钻孔。
53.参照图9和图10,植毛机构33包括存毛台331、推毛装置332、取毛件333、铁丝传输装置334、切断装置335、铁丝成型装置336、装配件337以及顶推装置338,存毛台331开设有存毛槽3311,存毛槽3311沿水平方向设置,存毛槽3311用于存储刷毛,取毛件333与机架31转动连接,取毛件333由设置在机架31上的驱动机构四(图中未示出)驱动转动,驱动机构四采用步进电机,取毛件333具有取毛弧板3331,取毛弧板3331的轴线与取毛件333的转动轴线相重合,取毛弧板3331设有取毛槽3332,取毛槽3332的侧壁贯通至取毛弧板3331的外弧壁,取毛槽3332的两端贯通至取毛弧板3331的两侧板面,存毛槽3311朝向取毛件333的端部具有开口493。机架31上转动连接有转动板49,转动板49用于将开口493遮挡,避免刷毛从开口493漏出,转动板49受铰接在机架31上的推拉气缸491驱动转动以将开口493打开,转动板49与推拉气缸491的活塞杆固定连接,转动板49设有用于避让取毛弧板3331的避让缺口492以使取毛弧板3331能够正常转动。
54.参照图9和图10,取毛件333可受步进电机驱动转动,使取毛槽3332运动到开口493处,此时取毛弧板3331将开口挡住,转动板49转动将开口493打开,推毛装置332采用推板,推毛装置332受气缸驱动将存毛槽3311内的刷毛推送到开口493处以使刷毛进入取毛槽3332内,之后取毛槽3332离开开口493处,此时取毛弧板3331将开口阻挡,转动板49复位将开口493封闭,取毛弧板3331离开开口493,完成取毛。机架31上固定设有贴合件41,贴合件41的顶面设有与取毛弧板3331弧面相贴的贴合弧面42,贴合弧面42用于在取毛弧板3331运输刷毛时,将取毛槽3332的侧口封闭,使取毛槽3332内的刷毛不会因重力掉落,从而使其能够被取毛件333稳定推送到装配件337上。装配件337顶部设有供刷毛放置的安放槽3371,当取毛槽3332转动到安放槽3371上方时,刷毛会自动掉落到安放槽3371内,完成刷毛的放置。
55.之后铁丝传输装置334开始传输铁丝。铁丝传输装置334采用传输轮,安装板7上转动设有将铁丝紧压在传输轮底面的紧压轮43,铁丝传输装置334受设置在机架31上伺服电机驱动转动对铁丝进行传输,切断装置335采用电动剪切钳,切断装置335固定在机架31上。
56.铁丝成型装置336包括伸缩块3361、成型块3362,成型块3362位于伸缩块3361的正上方,成型块3362的底面具有与伸缩块3361相适配的成型凹槽3363,成型凹槽3363宽度方向的两侧壁贯穿成型块3362,在铁丝传输装置334将铁丝传输特定长度后将铁丝剪断,铁丝会落在伸缩块3361的顶面上,铁丝的两端凸出伸缩块3361,成型块3362由设置在机架31上的驱动机构五(图中未示出)驱动向下运动,驱动机构五采用与动力机构38相类似的结构以驱动成型块3362上下运动,成型块3362下压对伸缩块3361上的铁丝进行冲压,受成型凹槽3363槽壁的限制,铁丝凸出伸缩块3361的两端弯曲并与成型凹槽3363的槽壁相贴完成铁丝的初步成型。
57.伸缩块3361位于安放槽3371的正上方,伸缩块3361由设置在机架31上的驱动机构六(图中未示出)驱动移动以远离或靠近成型块3362,驱动机构六可采用气缸,当伸缩块3361上的铁丝被成型凹槽3363的槽壁弯曲成型后,伸缩块3361受驱动机构六驱动沿水平方向远离成型块3362,使成型凹槽3363与安放槽3371正对,铁丝弯曲产生的弯口正对刷毛。
58.顶推装置338包括顶出杆3381、驱动顶出杆3381沿轴向运动的驱动机构七(图中未
示出),顶出杆3381的长度方向沿竖直方向,成型凹槽3363的顶壁设有穿孔3364,顶出杆3381位于穿孔3364内并与穿孔3364的内壁滑动连接,驱动机构七采用与动力机构38相似的凸轮连杆机构以驱动顶出杆3381沿其竖直方向反复运动,顶出杆3381的运动距离要大于成型块3362的运动距离。
59.当铁丝成型后,成型块3362向下运动,使成型凹槽3363靠近安放槽3371,之后顶出杆3381会从穿孔3364中穿出将铁丝从安放槽3371中缓慢向下顶出,安放槽3371底部设有供铁丝进入的顶出孔3365,顶出孔3365位于顶出杆338的正下方,顶出孔3365的上端孔径大于铁丝的长度,使铁丝的两端可进入顶出孔3365内,刷毛铺放在顶出孔3365上方,当铁丝内顶出杆3381顶进顶出孔3365时,会对刷毛的中部位置抵压,使刷毛弯曲形变,与铁丝一起进入顶出孔3365内。
60.参照图10,顶出孔3365贯通至装配件337的底面,顶出孔3365的下端部的孔径尺寸呈渐缩状,以使顶出孔3365的内壁可对铁丝的下端进行抵压使其弯曲。从而使铁丝沿顶出孔3365向下运动时,铁丝的两端逐渐弯曲内缩以将刷毛包裹,同时使铁丝的下端呈渐缩状,使其更易进入工件的植毛孔中。装配件337与机架31滑动连接,装配件337受设置在机架31上的驱动机构八(图中未示出)驱动移动以靠近工件,驱动机构八也是与动力机构38相似的凸轮连杆机构。在顶出杆338顶出时,装配件337同时向下运动,使装配件337靠近固定在转动台3621顶面上的工件,顶出杆338顶出速度大于装配件337下移速度。当装配件337的底部与工件抵接后,顶出孔3365底部与植毛孔正对,顶出杆3381将铁丝与刷毛从顶出孔3365的底部顶出,使铁丝嵌入植毛孔内,完成植毛。植毛完成后,x轴滑座361移动,使该工件远离装配件337,以便于机械手23上的夹持头233将夹持装置一37上的工件夹持到修整装置5进行修整。
61.参照图11,修整装置5包括修整台51、移动台52以及修整机构53,机修整装置5和植毛装置3位于滑轨22的同一侧,修整台51位于滑轨22的旁边,移动台52与修整台51滑动连接,移动台52包括水平滑移台521、竖直滑移台522,水平滑移台521与修整台51滑动连接,水平滑移台521的移动方向沿滑轨22的宽度方向,水平滑移台521由安装在修整台51上的电动丝杆驱动移动以使移动台52靠近或远离滑轨22,竖直滑移台522与水平滑移台521滑动连接,竖直滑移台522的滑动方向沿竖直放方向运动,竖直滑移台522由设置在水平滑移台521上的电动丝杆驱动上下移动,竖直滑移台522上安装有转动座523,转动座523与竖直滑移台522转动连接,转动座523上设置有用于夹持机械手23运输的工件的夹持装置二54,转动座523由设置在竖直滑移台522上的伺服电机驱动转动,以对夹持装置二54的位置进行调整,夹持装置二54的结构与夹持装置一37的结构相同。
62.修整台51的表面设有用于对工件的刷毛进行修边的修边机55、用于对工件的刷毛进行开花的开花机56,修边机55、开花机56沿移动台52的滑动方向依次分布。当机械手23将从植毛装置3上取出的已经完成植毛的工件安装到夹持装置二54上,转动座523转动使夹持装置二54上的工件植毛的表面朝下,之后水平滑移台521移动,使工件与修边机55顶部正对,接着竖直滑移台522下滑,使工件的植毛面与修边机55接触,对工件表面的刷毛进行修整,而后再将竖直滑移台522上移,再移动水平滑移台521,使工件位于开花机56的上方,竖直滑移台522下移,使工件的植毛面一开花机56的开花刀接触,对其进行开花,使工件的植毛面的刷毛更加蓬松,使工件的质量更高。
63.再参照图1,下料台6包括台一61与台二62,台一61与台二62上均安装有传输带63,传输带63由电机驱动传动,台一61位于修整台51与滑轨22之间,台一61传输带63的顶面高度小于修整台51的顶面高度,水平滑移台521可移动使夹持装置二54位于传输带63的上方,之后人员可使夹持装置二54将工件松开,使工件掉到传输带63上,之后传输带63将工件传输到台二62上,台二62上的传输带63将工件传输到预放置的存储箱中。
64.本技术实施例立体式全自动植毛修毛开花一体机的实施原理为:人员将工件放置在传输链11上的放置口12上,传输链11将工件传输到取料处,之后顶出装置13将工件顶出,而后取料装置2将工件放置到夹持装置一37中,植毛装置3对工件进行钻孔后,夹持台36将工件移动到植毛机构33下方,植毛机构33对其进行植毛,植毛完毕后,夹持台36将工件移动到远离植毛机构33的位置,之后取料装置2将工件从植毛装置3上取出,并移动到修整装置5附近,将工件放置到夹持装置二54上,而后修整装置5对工件上的刷毛进行修整、开花,完毕后,移动台52移动将夹持装置二54移至传输带63上方,夹持装置二54松开工件使其掉到传输带63上,从而被传输带63传输到存储箱中放存,期间无需人员人工进行操作,其对工件的加工效率较高。
65.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。