[0001]
本发明涉及一种物料分段捆扎装置,具体涉及一种丝状物料自动集束及切断机。
背景技术:
[0002]
丝状物料是指生产用的呈丝状结构的原材料,这类原材料通常由拉丝工艺或者由模具挤出工艺生产制造,丝状物料生产完成后大多是利用卷筒将物料卷装起来的。所以,在使用丝状物料生产具体的产品时,通常需要事先将丝状物料裁剪成等长度的若干小段,甚至还需要将各个小段集束起来分别捆扎成细丝束。诸如利用塑料扁丝制作环卫扫帚时,其制作过程为:先将扁丝裁剪成等长度的若干小段,再将各个小段分别捆扎成束状扁丝,最后再将捆扎好的束状扁丝安装在扫帚柄的前端即可。
[0003]
在现有技术中,对丝状物料的分段裁剪以及集束捆扎工作大多是由人工完成,劳作强度大,生产效率低。
技术实现要素:
[0004]
有鉴于此,本发明提供一种丝状物料自动集束及切断机,以解决现有技术中,丝状物料的分段裁剪及集束捆扎劳作强度大、生产效率低的技术问题。
[0005]
为实现上述目的,本发明技术方案如下:
[0006]
一种丝状物料自动集束及切断机,其关键在于:包括支架,所述支架上安装有托料系统、裁剪系统和捆扎系统;
[0007]
所述裁剪系统包括气动夹头、气动剪刀,以及通过驱动组件活动设置在支架上的手指气缸,所述捆扎系统内置有铝钉机,铝钉机具有捆扎开口;
[0008]
所述气动夹头、气动剪刀和捆扎开口朝远离所述托料系统的方向依次设置,所述手指气缸能够在驱动组件的作用下,将待剪断的丝状物料从托料系统与气动夹头之间牵引至气动剪刀和捆扎开口位置,所述气动夹头能够在气动剪刀和铝钉机执行动作时,夹紧所述丝状物料,所述铝钉机执行的捆扎动作先于气动剪刀的裁剪动作。
[0009]
采用上述结构,丝状物料托放在托料系统上,在驱动组件的驱动作用下,手指气缸将丝状物料牵引至气动剪刀和捆扎开口的工作区域内,然后铝钉机和气动剪刀依次执行捆扎和裁剪动作,即可完成丝状物料的裁剪及集束捆扎工作,具有自动化程度高和生产效率高等技术优势。
[0010]
作为优选:所述托料系统包括沿丝状物料输送方向依次设置的集束管、第一张紧轮和第二张紧轮,第一张紧轮和第二张紧轮转动安装在支架上。采用上述结构,以便于托住物料,同时集束管可以使若干股扁丝以束状形式送入裁剪系统下方,从而有利于后续捆扎。
[0011]
作为优选:所述第一张紧轮位于第二张紧轮上方,第二张紧轮与所述气动夹头位于同一高度。采用上述结构,在捆扎和裁剪时,扁丝处于水平姿态,能够确保捆扎和裁剪动作执行的稳定性。
[0012]
作为优选:所述捆扎系统中设有自动送钉机构和连续驱动机构,其中连续驱动机
构能够带动所述铝钉机循环执行捆扎动作,自动送钉机构能够在铝钉机执行每一次捆扎动作之前,向铝钉机的铝钉入口送入铝钉。采用上述结构,能够确保铝钉机自动连续的执行捆扎动作,使设备具有更高的自动化程度。
[0013]
作为优选:所述连续驱动机构包括固定在支架上的第一气缸,以及与铝钉机的驱动轴固定连接的转盘,所述转盘的周向缠绕有牵引绳,牵引绳的另一端固定连接在第一气缸的活塞杆上。采用上述结构,第一气缸的活塞杆向内伸缩即可驱动铝钉机执行捆扎动作。
[0014]
作为优选:所述转盘的周向边缘均匀分布有第一螺栓,第一螺栓竖直穿设在转盘上,第一螺栓在对应转盘上下两侧的位置均连接有螺母,所述牵引绳沿转盘的周向缠绕各个第一螺栓的外侧;所述转盘的中部设有向上延伸的连接柱,用于连接所述铝钉机的驱动轴。采用上述结构,以便于在转盘周向安装牵引绳。
[0015]
作为优选:所述自动送钉机构包括同轴设置的钉料导管和推钉气缸,钉料导管为空心结构,其远离推钉气缸的一端连接在铝钉机的铝钉入口上,所述推钉气缸的气缸杆上连接有送料推杆,送料推杆滑动设置在钉料导管内,所述钉料导管的上侧设有过料孔,并在对应过料孔的位置固定安装有钉料仓。采用上述结构,推钉气缸4b2的气缸杆4b3往复动作即可实现自动送钉。
[0016]
作为优选:所述气动夹头具有两个能够相互靠近的夹持块,其中一个夹持块的内侧设有凸出部,另一个夹持块的内侧设有与凸出部相适应的定位槽。采用上述结构,能够保证扁丝物料被稳固的夹持在气动夹头上。
[0017]
作为优选:所述驱动组件包括沿支架长度方向滑动安装的支撑板、驱动支撑板滑动的移动气缸、以及固定安装在支撑板上的升降气缸,其中升降气缸的活塞杆上固定安装有连接板,所述手指气缸固定在连接板上。采用上述结构,移动气缸和升降气缸工作即可驱动手指气缸在裁剪系统3下方运动。
[0018]
与现有技术相比,本发明的有益效果是:
[0019]
1、能够连续地、自动地将丝状物料裁剪成小段并完成各小段的集束捆扎工作,具有自动化程度高、生产效率高等技术优势。
[0020]
2、在自动送钉机构和连续驱动机构的协同作用下,铝钉机能够执行连续捆扎操作,从而使设备的能够实现完全自动化。
[0021]
3、各个功能系统及设备整体的结构设计合理,具有可靠性好、稳定性高、使用寿命长等技术优势。
附图说明
[0022]
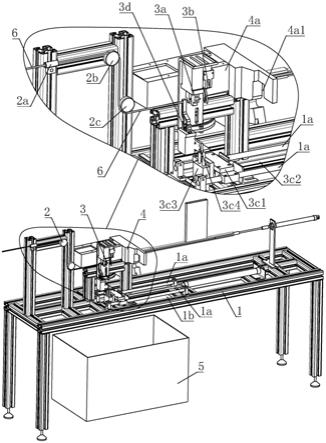
图1为丝状物料自动集束及切断机的结构示意图(手指气缸在气动夹头左侧位置);
[0023]
图2为丝状物料自动集束及切断机的结构示意图(手指气缸在气动夹头右侧位置);
[0024]
图3为为反应铝钉机内部工作原理的结构示意图;
[0025]
图4为连续驱动机构的结构示意图;
[0026]
图5为自动送钉机构的结构示意图;
[0027]
图6为钉料导管的结构示意图;
[0028]
图7为气动夹头的结构示意图;
[0029]
图8为手指气缸的结构示意图。
具体实施方式
[0030]
以下结合实施例和附图对本发明作进一步说明。
[0031]
本实施例以丝状物料为用于制造扫帚的塑料扁丝6为例进行详细说明。
[0032]
如图1所示,一种丝状物料自动集束及切断机,该设备涉及的核心机构有:托料系统2、裁剪系统3和捆扎系统4,托料系统2、裁剪系统3和捆扎系统4均安装在支架1上。
[0033]
托料系统2包括沿扁丝6输送方向依次设置的集束管2a、第一张紧轮2b和第二张紧轮2c,第一张紧轮2b和第二张紧轮2c转动安装在支架1上,集束管2a可以使若干股扁丝6以束状形式送入裁剪系统3下方,从而有利于后续捆扎。
[0034]
再如图1和2所示,裁剪系统3包括气动夹头3a、气动剪刀3b,以及通过驱动组件3c活动设置在支架1上的手指气缸3d,捆扎系统4内置有铝钉机4a,铝钉机4a具有捆扎开口4a1。气动夹头3a、气动剪刀3b和捆扎开口4a1朝远离第二张紧轮2c的方向依次设置,手指气缸3d能够在驱动组件3c的作用下,将待剪断的束状扁丝6从第二张紧轮2c与气动夹头3a之间牵引至气动剪刀3b和捆扎开口4a1位置,然后铝钉机4a和气动剪刀3b再分别执行捆扎和裁剪动作。
[0035]
如图3所示,铝钉机4a为现有成熟产品,以下仅对其主要工作原理进行描述:
[0036]
铝钉机4a包括内置的连杆a、连杆b、连杆c、连杆d、固定块e、顶压块f以及安装座g,连杆a、连杆b、连杆c依次铰接,连杆a的远离连杆b的固定安装有驱动轴4a2,驱动轴4a2通过弹簧h转动设置在安装座g上,连杆d的两端分别铰接在连杆b和固定块e上,连杆c远离连杆b的一端铰接在顶压块f上,顶压块f滑动安装在固定块e上,固定块e的前端依次设有铝钉入口4a3和上述捆扎开口4a1,铝钉入口4a3装有铝钉10,基于铝钉机4a的结构布置,驱动轴4a2带动连杆a在安装座g上转动,即可驱动顶压块f在固定块e上向前滑动,从而使顶压块f将铝钉10从铝钉入口4a3处推动至捆扎开口4a1位置,进而完成对捆扎开口4a1内束状扁丝6的捆扎工作。
[0037]
进一步的,如图4和5所示,为实现设备的完全自动化,捆扎系统4中设有自动送钉机构4b和连续驱动机构4c,其中连续驱动机构4c能够带动上述铝钉机4a循环执行捆扎动作,即驱动铝钉机4a的驱动轴4a2往复转动,自动送钉机构4b能够在铝钉机4a执行每一次捆扎动作之前,向铝钉入口4a3送入铝钉10。
[0038]
再如图4所示,连续驱动机构4c的具体结构布局如下所述:
[0039]
连续驱动机构4c涉及的主要零部件有:第一气缸4c1、转盘4c2、牵引绳4c3,其中,转盘4c2的上侧边缘分布有四颗第一螺栓4c4,第一螺栓4c4均竖直穿设在转盘4c2上,第一螺栓4c4在对应转盘4c2上下两侧的位置均连接有螺母4c5,第一螺栓4c4和转盘4c2装配时,先将上侧的螺母4c5拧在第一螺栓4c4上,然后将第一螺栓4c4下端插在转盘4c2上,最后再将下侧的螺母4c5拧在第一螺栓4c4下端即可。上述牵引绳4c3为金属钢丝,其一端沿转盘4c2的周向缠绕在各个第一螺栓4c4上,另一端固定缠绕在第一气缸4c1的活塞杆4c11上,第一气缸4c1固定在设备的支架1上。
[0040]
转盘4c2的中部设有向上延伸的连接柱4c6,该连接柱4c6与铝钉机4a的驱动轴4a2
固定连接,第一气缸4c1的活塞杆4c11向内伸缩即可通过牵引绳4c3带动转盘4c2运动,从而驱动铝钉机4a的驱动轴4a2转动,待铝钉机4a执行完一次捆扎动作后,驱动轴4a2上的弹簧h再带动转盘4c2和牵引绳4c3复位。
[0041]
再如图5和6所示,自动送钉机构4b的具体结构布局如下所述:
[0042]
自动送钉机构4b包括钉料导管4b1,钉料导管4b1为方形管,其内部为空心结构,钉料导管4b1的上侧设有长方形形状的过料孔4b5,并在对应过料孔4b5的位置固定安装有钉料仓4b6,该钉料仓4b6为上下两端均敞口的长方形盒体结构。钉料导管4b1的右端远方设置有与其同轴的推钉气缸4b2,钉料导管4b1右端的内部滑动设置有送料推杆4b4,送料推杆4b4与推钉气缸4b2的气缸杆4b3固定连接。
[0043]
推钉气缸4b2上配置有与支架1固定连接的支座1c,钉料导管4b1远离推钉气缸4b2的一端连接在铝钉机4a的铝钉入口4a3位置,铝钉10一排一排地叠堆在钉料仓4b6内,位于最下层的铝钉10通过过料孔4b5掉入钉料导管4b1内,过料孔4b5被设计成能够限定铝钉10以逐排或逐颗方式落入钉料导管4b1,连续驱动机构4c驱动铝钉机4a每执行完一次捆扎动作后,推钉气缸4b2的气缸杆4b3向前运动将铝钉10推向铝钉入口4a3,从而实现自动送钉。
[0044]
再如图1和2所示,驱动手指气缸3d在支架1上运动的驱动组件3c的结构如下所述:
[0045]
支架1上安装有两组沿长度方向延伸的导向柱1a,驱动组件3c包括滑动套装在两组导向柱1a上的支撑板3c1、驱动支撑板3c1滑动的移动气缸3c2、以及固定安装在支撑板3c1上的升降气缸3c3,升降气缸3c3的活塞杆上固定安装有连接板3c4,手指气缸3d固定在连接板3c4上,移动气缸3c2驱动手指气缸3d沿水平方向移动,升降气缸3c3驱动手指气缸3d沿竖直方向移动。
[0046]
进一步的,为方便自动收集捆扎裁剪出来的扁丝束,支架1对应两组导向柱1a之间的区域为镂空结构1b,气动夹头3a、气动剪刀3b和捆扎开口4a1均位于镂空结构1b上方,镂空结构1b的下方设置有成品框5。
[0047]
本发明提供的设备实现连续捆扎、裁剪的工作过程如下所述:
[0048]
步骤一:由若干股扁丝6集成的扁丝束穿过集束管2a,然后通过第一张紧轮2b和第二张紧轮2c紧绷拉直后,再由气动夹头3a将扁丝6的末端夹紧。
[0049]
步骤二:在移动气缸3c2和升降气缸3c3的协同作用下,手指气缸3d移动至气动夹头3a的左侧将扁丝6夹住(图1所示位置),待手指气缸3d夹住扁丝6后,气动夹头3a释放夹紧力。
[0050]
步骤三:在移动气缸3c2和升降气缸3c3的协同作用下,手指气缸3d移动至最右端(图2所示位置),待手指气缸3d移动至最右端位置后,气动夹头3a再次将扁丝6夹紧,此时扁丝6位于气动剪刀3b和捆扎开口4a1工作区域内。
[0051]
步骤四:连续驱动机构4c工作,即:第一气缸4c1的活塞杆4c11向内伸缩,并通过牵引绳4c3带动转盘4c2运动,从而驱动铝钉机4a的顶压块f执行捆扎动作,位于捆扎开口4a1内的扁丝6被捆扎成一束。铝钉机4a捆扎动作执行完毕后,转盘4c2和牵引绳4c3自动复位,等待下一次动作,与此同时,自动送钉机构4b会自动向铝钉入口4a3送入一颗铝钉10。
[0052]
步骤五:气动剪刀3b工作,以完成扁丝6的裁剪工作,裁剪出来的扁丝束经镂空结构1b自动掉入成品框5。
[0053]
扁丝捆扎、裁剪完成后,扁丝6的末端仍被气动夹头3a夹持住,循环上述步骤即可
进行连续捆扎和裁剪。
[0054]
进一步的,如图1所示,为了保证捆扎和裁剪时,扁丝6呈水平姿态,托料系统2的第一张紧轮2b位于第二张紧轮2c上方,第二张紧轮2c与所述气动夹头3a位于同一高度。
[0055]
进一步的,如图7所示,气动夹头3a具有两个能够相互靠近的夹持块3a1,为了确保两个夹持块3a1对扁丝6的夹紧效果,在其中一个夹持块3a1的内侧设有凸出部3a2,另一个夹持块3a1的内侧设有与凸出部3a2相适应的定位槽3a3。
[0056]
进一步的,如图8所示,手指气缸3d上具有两个能够相互靠近的夹持片3d1,夹持片3d1均向上延伸,为了避免运动干涉,夹持片3d1的上端均朝靠近铝钉机4a的方向偏移。
[0057]
进一步的,如图4所示,在连续驱动机构4c中,为使转盘4c2的运动更加均匀,第一气缸4c1装配完成后,活塞杆4c11的轴心线与转盘4c2相切。
[0058]
最后需要说明的是,上述描述仅仅为本发明的优选实施例,本领域的普通技术人员在本发明的启示下,在不违背本发明宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本发明的保护范围之内。