1.本发明涉及标牌领域,具体涉及一种便于拆换的标牌及产品。
背景技术:
2.目前现有技术中,一般柜机的商标logo通常会通过丝印工艺的方式直接印在柜体上,如下图所示,a为丝印。售卖柜机的厂家一般会在根据客户需求丝印相应的客户公司logo。但是不同的客户就会有不同的logo需要丝印,这样一来对于售卖厂家备货来说会存在这样的问题:因为不确定未来哪些客户会下订单,所以无法提前知道需要丝印哪些logo在柜体上,在柜体上丝印,不好后期操作,柜体摆放场地需要预留丝印操作空间,会造成备货场地的浪费,后续丝印也较难操作(比如柜机放置时间久了后要擦掉柜机灰尘等)。而且当柜机通过寄售(柜机不卖给客户,只是铺设在客户现场售卖商品)的方式在客户工厂运营时,一旦后续不再合作,需要进行移机操作,由于之前的柜机上丝印了甲公司的logo,现在移机到乙公司去使用,要印乙公司的logo,这样一来需要回收机器返厂并且清洗掉之前的丝印logo再重新丝印新的公司logo,运输成本较高,工艺比较繁琐,时间周期较长,且有可能破坏柜机涂层。目前的痛点在于柜机厂备货和移机时需要重新丝印logo,期间工作量大,工艺复杂,成本较高。
技术实现要素:
3.为解决现有技术存在的不足,本发明提供了一种便于拆换的标牌。
4.本发明的技术方案为:一种便于拆换的标牌,设有焊接基板、标牌本体和吸附件;所述焊接基板安装在所述标牌本体的后面、且两者相互贴合;与所述焊接基板贴合所述标牌本体的背面上设有卡钩,所述焊接基板上设有与所述卡钩相配合的限位孔,通过所述卡钩卡在所述限位孔内,使所述焊接基板与所述标牌本体固定;所述焊接基板的背面设有安装位,所述安装位内安装有吸附件,通过所述吸附件加强所述焊接基板与所述标牌本体固定;所述焊接基板上还设有拆装位,通过所述拆装位利于将所述焊接基板与所述标牌本体分离。
5.鉴于上述的技术方案,优选的,所述标牌本体的背面上的卡钩为一个,所述焊接基板的背面的安装位内吸附件为一个,所述卡钩与所述吸附件错位设置。
6.鉴于上述的技术方案,优选的,所述标牌本体的背面上的卡钩为两个,两个所述卡钩在同一个水平线上。
7.鉴于上述的技术方案,优选的,所述标牌本体的背面上的卡钩为两个,两个所述卡钩相对错位设置。
8.鉴于上述的技术方案,优选的,所述吸附件为磁铁,所述吸附件通过固定件,使吸附件固定在所述焊接基板上。
9.鉴于上述的技术方案,优选的,所述吸附件为三个,三个所述吸附件分别安装在所述安装位的左侧、右侧和所述限位孔相对的一端。
10.鉴于上述的技术方案,优选的,所述吸附件为四个,四个所述吸附件以所述拆装位为圆心均匀分布在所述焊接基板上。
11.鉴于上述的技术方案,优选的,所述拆装位为安装孔,所述拆装位的规格便于进行拆装设置。
12.基于本发明,提出了一种柜子,在柜子的表面设置有至少一个标牌。
13.基于本发明,提出一种设备,在设备的表面设置有至少一个标牌。
14.本发明所达到的有益效果为:由于增加了可方便拆装的logo标牌安装到柜子和设备上,通过可拆装的标牌单独制作丝印,这样不会影响产品的备货和移机操作:备货时可以不用考虑标牌上的详细内容,等客户下单时,只需要制造标牌,然后安装到产品上就可以了,极大的缩短的出货时间,提高了生产效率;移机操作时也不需要将机器进行返厂作业重新丝印,直接将标牌寄到新的柜机铺设点进行更换就可以了,操作简单,这样极大的节约了移机返厂的运输成本和时间,降低了运输成本,提高了生产效率。
附图说明
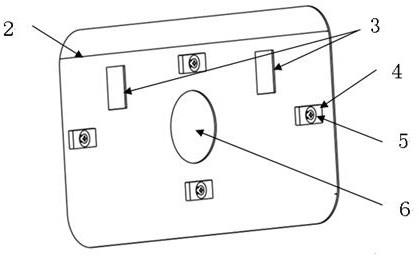
15.图1是本发明整体结构示意图;图2是焊接基板的结构示意图;图3是标牌与焊接基板固定结构示意图。
16.图中,1、产品;2、焊接基板;3、限位孔;4、吸附件;5、固定件;6、拆装位;7、标牌本体;8、卡钩。
具体实施方式
17.为便于本领域的技术人员理解本发明,下面结合附图说明本发明的具体实施方式。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
18.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“安装”、“固定”、“左”、“右”以及类似的表述只是为了说明的目的。
19.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
20.实施例1:如图1 ~3所示,本发明提供了一种便于拆换的标牌,设有焊接基板2、标牌本体7和吸附件4;所述焊接基板2安装在所述标牌本体7的后面、且两者相互贴合;与所述焊接基板2贴合所述标牌本体7的背面上设有卡钩8,所述焊接基板2上设有与所述卡钩8相配合的限位孔3,通过所述卡钩8卡在所述限位孔3内,使所述焊接基板2与所述标牌本体7固定;所述焊接基板2的背面设有安装位,所述安装位内安装有吸附件4,通过所述吸附件4加强所述焊接基板2与所述标牌本体7固定;所述焊接基板2上还设有拆装位6,通过所述拆装位6利于将所述焊接基板2与所述标牌本体7分离;进一步,吸附件4通过固定件5固定在安装
位上;吸附件4为磁铁,最好是强磁铁;固定件5为螺钉;需要在吸附件4的表面开设有圆孔,螺钉通过圆孔配合进入到焊机基板的上,使吸附件4更好的固定在焊接基板上。
21.进一步,卡钩卡在限位孔内,两者相互配合,使焊接基板2与所述标牌本体7固定;钩卡在限位孔内可以有多种形态;例如:当限位孔的孔口为水平方向时,相应的卡钩的钩部同样为水平方向;当限位孔的孔口为垂直方向时,相应的卡钩的钩部同样为垂直方向;当限位孔的孔口有一定角度倾斜时,相应的卡钩的钩部同样角度倾斜。
22.实施例2与实施例1不同之处,为了减少成本和降低工艺复杂度,当标牌本体7的背面上的卡钩8为一个,为了让标牌本体7与焊接基板2固定的相对牢固,所以需要使卡钩8和吸附件4错位设置,这样就降低了在搬运、使用的过程中标牌固定不牢固的风险;例如:当一个卡钩8在焊接基板2的左上角时,那么吸附件4(磁铁)就需要设置在焊接基板2右下角的位置;当卡钩8在焊接基板2的上侧中间位置时,吸附件4就需要设置在焊接基板2下侧的中间位置;其它方向的就依次错位设置。
23.实施例3,所述标牌本体7的背面上的卡钩8为两个,吸附件4为两个时;两个卡钩8在同一水平线上,而两个吸附件4则与卡钩8相对设置;例如:两个卡勾在标牌的左右(上或下)两端时,相应的吸附件4也同样不限在左右(上或下)设置,只要能使标牌与焊接基板2固定,卡钩8和吸附件4的位置设置不局限于上述的表述。
24.实施例4与实施例3不同之处:所述标牌本体7的背面上的卡钩8为两个,焊接基板2上的吸附件4为三个时;第三个吸附件4应该设置在于焊接基板2的相对位置(与限位孔3相比);例如:焊接基板2的表面上边两端设有限位孔3,相应的焊接基板2中部设有其一、二吸附件4(与两个限位孔3相对应),其三吸附件4则设置在焊接基板2的表面下边的中心位置,从而使三个吸附件4形成一个三角状态。
25.实施例5与实施例2、3和4不同之处,为了使标牌与焊接基板2固定更加牢固,并且便于拆换,优选的,卡钩8为两个,吸附件4为四个;两个卡钩8在标牌的上部、且两者在同一水平线上,这样方便两个卡钩8能同时卡入到焊接基板2的限位孔3内;四个吸附件4则均匀的分布在焊接基板2上,这样是标牌的各个位置能均匀的与焊接基板2贴合。
26.实施例6,为了方便安装、拆换标牌,而不动用其它工具,使焊接基板2与标牌分离,需要在焊接基板2的预定位置处开设有拆装位6,在拆装位6上开设一个安装孔,安装孔的大小规格应该咯大于常人的拳头,这样便于人的胳膊插入到安装孔内,将标牌推离焊接基板2。
27.安装过程为:标牌上焊接有两个卡钩8,卡钩8通过焊接基板2上的两个限位孔3卡位限位,然后通过四个强磁铁吸附固标牌。
28.拆卸过程为:将一只手伸进机器内部从焊接基板2上的安装孔顶出标牌,然后用另一只手扶住标牌,使标牌7上的卡钩8滑出焊接基板2上的限位孔3,即可轻松拆除标牌。
29.本发明中的标牌内容不限,可以包括:logo、生产日期、质检员、生产编号、出厂铭牌等需要的相关信息。
30.整个装、拆logo标牌的过程无需使用螺丝刀和拧螺丝操作,操作简单方便,固定可靠。。
31.本发明所达到的有益效果为:由于增加了可方便拆装的logo标牌安装到柜子和设备上,通过可拆装的标牌单独制作丝印,这样不会影响产品1的备货和移机操作:备货时可
以不用考虑标牌上的详细内容,等客户下单时,只需要制造标牌,然后安装到产品1上就可以了,极大的缩短的出货时间,提高了生产效率;移机操作时也不需要将机器进行返厂作业重新丝印,直接将标牌寄到新的柜机铺设点进行更换就可以了,操作简单,这样极大的节约了移机返厂的运输成本和时间,降低了运输成本,提高了生产效率。
32.以上所述的本发明实施方式,并不构成对本发明保护范围的限定。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明的权利要求保护范围之内。