1.本实用新型涉及汽车零部件生产制造技术领域,具体涉及一种焊接数据缺陷采集展示装置。
背景技术:
2.在汽车生产制造过程中,大多数零部件在制造成型后,需要焊接成便于安装的各类总成结构,在焊接过程中难免发生错焊漏焊等问题,之后,作业人员会进行修整补焊。在作业人员完成补焊作业后,会填写相对应的产品纸质表格上的缺陷数量,当班结束后再报交给当值的上级负责人,上级负责人在汇总所有的相关材料后再统一报交给质保部门,质保部门再对这类数据输入进计算机系统的电子表格中进行作业上传。
3.这类作业中,纸质表格的填写很难确定焊接缺陷的数量以及准确性,层层递进式的材料报交方式,也存在过程手续冗长,容易在途径的某个环节出错,难以纠错,跟踪的时间成本高等问题,各个环节中还会额外消耗很多人力成本,数据的一致性也很可能在材料流转途中发生变化,无论该变化是否人为有意或者无意造成,都将直接影响到最终的生产作业质量。
技术实现要素:
4.本实用新型的目的在于,提供一种焊接数据缺陷采集展示装置,解决以上技术问题。
5.本实用新型所解决的技术问题可以采用以下技术方案来实现:
6.一种焊接数据缺陷采集展示装置,包括装置本体,其中,所述装置本体包括支架组件和展示面板,所述展示面板连接所述支架组件,所述支架组件为所述展示面板提供支撑,所述展示面板上设有焊接状态展示区,所述焊接状态展示区内设有至少一焊接件展示块,所述焊接件展示块用于展示与焊接件实物对应的焊接件样式;
7.所述焊接状态展示区上设有补焊标记,所述补焊标记用于在所述焊接件展示块上标记出其上的焊接件样式对应的焊接件实物上的补焊位置,
8.对应所述补焊标记设有指示组件,所述指示组件位于所述补焊标记的一侧,所述指示组件采用一触发后可发光的指示组件,以便在对补焊位置完成焊接作业后,经过人工触发与该补焊位置对应的所述补焊标记所对应的所述指示组件后使其发光,以此使焊接作业的进度和情况一目了然,也便于后续对焊接情况进行统计汇总和统计数据纠错。
9.本实用新型通过设置装置本体,以焊接状态展示区配合其上的焊接件展示块和对应的补焊标记及指示组件来展示补焊作业进度和对应各个补焊位置的状况,装置本体的各个组成部件的制作较为简单,操作也方便,展示效果直观明了。
10.本实用新型实施时,在焊接状态展示区按焊接件实物设置好焊接件展示块、各个补焊标记及对应的指示组件,作业人员在完成某一条焊缝的焊接工作,在焊接状态展示区找到相应的补焊标记,并触发其对应的指示组件,使该指示组件发光,直观标识该位置已经
完成焊接作业。
11.所述展示面板的正面和背面均设有所述焊接状态展示区,以便增加展示面积和对应内容。比如,将装置本体放置在两个作业工位的中间位置,可同时满足两个作业工位中的焊接作业的指示及记录需求。
12.所述展示面板通过一转动组件连接所述支架组件,以便使展示面板可转动,使其正面或者背面正对配对的工作工位。
13.所述转动组件包括转轴和轴座,所述轴座设置于所述支架组件上,所述转轴连接所述展示面板,
14.所述转轴转动连接所述轴座。
15.所述支架组件包括框架、支架板和支脚,所述展示面板设置于所述框架内,且其上边沿的中间位置和下边沿的中间位置分别通过一所述转动组件连接所述框架的上边和下边,所述框架向下固定连接所述支架板,
16.所述支架板水平设置后,其上表面连接所述框架、下表面连接四个所述支脚。
17.所述支架组件包括框架、支架板和支脚,所述展示面板设置于所述框架内,且其左边沿的中间位置和右边沿的中间位置分别通过一所述转动组件连接所述框架的左边和右边,所述框架向下固定连接所述支架板,
18.所述支架板水平设置后,其上表面连接所述框架、下表面连接四个所述支脚。
19.所述指示组件包括指示件外壳、发光单元、电池和按钮开关,所述发光单元通过所述按钮开关连接所述电池,三者构成电流回路后,在人工手动按压按钮开关后实现回路的导通,从而使发光单元得电后发光,形成指示信号;
20.所述电池、所述发光单元、所述按钮开关设置于所述指示件外壳的内腔,所述指示件外壳的一端开口后露出所述按钮开关。
21.所述展示区采用磁性白板制成的展示区,其贴附于所述展示面板上,
22.所述指示组件包括一磁吸件,所述磁吸件设置于所述指示件外壳上,便于通过所述磁吸件将所述指示组件吸附于所述展示区。
23.有益效果:由于采用上述技术方案,本实用新型可直观呈现补焊作业进度,人工手动触发的记录方式不仅方便现场作业人员操作,也便于后续可与现场总线和plc等控制系统进行对接后通过远程通讯或者数据导出方式实现数据备份和数据离线上报,使数据的收集精度得到大大提高,也便于实现记录和上报的自动化;使用方式方便高效,相对于传统作业方式,无需再重复上交记录报表、输入电子表格、数据上传等繁复操作,精简了作业流程和相关工序,提高了整体生产效率。
附图说明
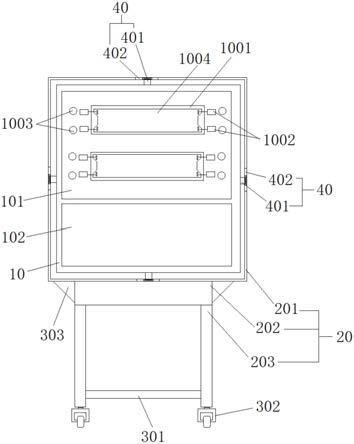
24.图1为本实用新型的第一种结构示意图;
25.图2为本实用新型的第二种结构示意图;
26.图3为本实用新型的展示面板的一种结构示意图;
27.图4为本实用新型的指示组件的一种结构示意图。
具体实施方式
28.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示进一步阐述本实用新型。需要说明的是,本实用新型的说明书和权利要求书中的术语“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应当理解,这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”或“具有”及其任何变形,其意图在于覆盖不排他的包含,例如,包含了一系列组成部件或单元的产品或设备不必限于清楚地列出的那些组成部件或单元,而是可包括没有清楚地列出的或对于这些产品或设备固有的其它部件组成或者组成单元。
29.参照图1、图2、图3,一种焊接数据缺陷采集展示装置,包括装置本体,装置本体包括支架组件20和展示面板10,展示面板10连接支架组件20,支架组件20为展示面板10提供支撑,
30.展示面板10上设有焊接状态展示区101,焊接状态展示区101内设有至少一焊接件展示块1001,焊接件展示块1001用于展示与焊接件实物对应的焊接件样式1004;
31.焊接状态展示区101上设有补焊标记1002,补焊标记1002用于在焊接件展示块1001上标记出其上的焊接件样式1004对应的焊接件实物上的补焊位置,
32.对应补焊标记1002设有指示组件1003,指示组件1003位于补焊标记1002的一侧,指示组件1003采用一触发后可发光的指示组件,以便在对补焊位置完成焊接作业后,经过人工触发与该补焊位置对应的补焊标记1002所对应的指示组件1003后使其发光,以此使焊接作业的进度和情况一目了然,也便于后续对焊接情况进行统计汇总和统计数据纠错。
33.具体的,本实用新型的焊接件展示块1001可采用纸、塑料或者金属制成片状结构,再通过拍摄实际焊接件实物后将照片贴附于该片状结构的焊接件展示块1001上,使其贴附于焊接状态展示区101后配合补焊标记1002来呈现与焊接件实物一一对应的补焊位置的展示效果,
34.其中,指示组件1003可由人工手动触发后使其发光,以便和熄灭的指示组件区别开,通过指示组件1003的发光和熄灭两种状态来标记补焊位置是否已经完成焊接作业。比如,将指示组件1003的发光状态定义为该指示组件对应的补焊标记1002所标识的补焊位置已经完成焊接,则对应的熄灭的指示组件1003则定义为未完成焊接,此时,指示组件1003的初始状态为熄灭状态。
35.需要说明的是,在焊接件展示块上呈现焊接件实物对应的焊接件样式,还可通过直接在片状结构的表面勾画焊接件实物对应的样式来实现,或者,通过制作与焊接件实物对应的按比例缩小的模型来实现,模型制成后通过双面胶带或者其他黏胶材料使其平整贴附于焊接件展示块的表面。
36.本实用新型中,补焊标记1002也可采用纸、塑料或者金属制成片状结构,再在其上勾画数字编号作为标记符号,焊接件实物的每一处补焊位置均对应一标记符号,不同的补焊位置的标记符号各不相同。标记符号可由数字、字母或者数字和字母的组合组成。
37.比如,可采用传统贴纸裁剪成块状结构后制成补焊标记1002,在其上用记号笔画出补焊位置的编号,再以胶粘形式贴附于焊接状态展示区的对应位置,该补焊位置的编号可设置为与焊接件实物的补焊位置的编号一致,或者设置为与焊接件实物上的补焊位置的
编号具有对应关系。
38.另外,也可采用静电贴纸代替传统贴纸,此时,展示面板10可采用pvc板、亚克力板或者金属板制成平板结构,确保其表面光滑可贴附静电贴纸。
39.在其中一些实施例中,本实用新型为便于清晰标识焊接件样式1004上的位置,可通过直接在焊接状态展示区101上勾画标记线来实现某一补焊标记1002和与其对应的焊接件展示块1001上的焊接件样式1004上的补焊位置的对应关系。
40.另外,标记线除采用直接勾画的形式设置,也可以采用纸、塑料或者金属制成细条状结构后贴附于焊接状态展示区内的对应位置,该对应位置是指可呈现补焊标记和与其对应的焊接件样式上的补焊位置的对应关系的位置。
41.本实用新型为增加显示面积和对应内容,可按如下结构设置:在一些实施例中,展示面板10的正面和背面均设有焊接状态展示区101,通过在面板正背面均设置焊接状态展示区,可使装置本体应用在对向的两个工位之间,比如,将装置本体放置在两个作业工位的中间位置,展示面板的任一面上的焊接状态展示区上的焊接件样式、对应的焊接标记和指示组件,对应该面所面对的工位中的焊接件实物,从而同时满足两个作业工位中的焊接作业的指示及记录需求。
42.本实用新型按如下结构设置展示面板10后,使面板可转动,从而提升面板在设置样式和标记时的灵活性,也在使用时提供方便:在一些实施例中,展示面板10通过转动组件40连接支架组件20,以便使展示面板可转动,使其正面或者背面正对配对的工作工位。
43.其中,转动组件40包括转轴401和轴座402,轴座402设置于支架组件20上,转轴401连接展示面板10,
44.转轴401转动连接轴座402。
45.本实用新型通过转动组件将展示面板和支架组件连接后实现展示面板可转动的效果,并且在转动组件的连接位置的选择上,可有如下两种形式实现展示面板沿竖直轴转动或者沿水平轴转动的效果:
46.在一些实施例中,如图1所示,支架组件20包括框架201、支架板202和支脚203,展示面板10设置于框架201内,且其上边沿的中间位置和下边沿的中间位置分别通过一组转动组件40连接框架201的上边和下边,框架201向下固定连接支架板202,支架板202水平设置后,其上表面连接框架201、下表面连接四个支脚203;通过如此设置后,可实现展示面板10沿着竖直轴转动的效果。
47.在另一些实施例中,如图2所示,支架组件20包括框架201、支架板202和支脚203,展示面板10设置于框架201内,且其左边沿的中间位置和右边沿的中间位置分别通过一组转动组件40连接框架201的左边和右边,框架201向下固定连接支架板202,支架板202水平设置后,其上表面连接框架201、下表面连接四个支脚203,通过如此设置,可实现展示面板10沿着水平轴转动的效果。
48.其中,四个支脚203连接在支架板202的下表面上,位于该下表面的四个角部。
49.需要说明的是,为便于使支脚203的支撑效果更好,可设置每一支脚203呈倾斜设置,且相对于四个支脚所围绕区域,任一支脚203的倾斜方向均向外。
50.另外,为了进一步增加支脚的结构稳定性,可在相邻支脚203之间连接一加强筋204,该加强筋204呈条状结构。
51.本实用新型还可在任一支脚203的底端设置滚轮302,便于使整个装置本体可移动或者可转动。滚轮302可采用带锁的万向轮。
52.本实用新型为提高框架的结构稳定性,可使框架201通过另一加强筋303连接支架板202,另一加强板303可设置为三角形板状结构。在其中一些实施例中,在支架板202的对向的两侧均通过一另一加强筋303连接同侧的框架201的下边。
53.本实用新型中,如图4所示,指示组件1003包括指示件外壳10031、发光单元、电池和按钮开关10032,发光单元通过按钮开关10032连接电池,三者构成电流回路后,在人工手动按压按钮开关10032后实现回路的导通,从而使发光单元得电后发光,形成指示信号。其中,指示件外壳10031可设置为一端开口的筒状结构,电池、发光单元、按钮开关设置于其内腔中,按钮开关10032从指示件外壳10031的开口处露出。另外,为便于使发光单元的发光状态可观察,可设置指示件外壳10031为透明结构,比如采用透明塑料制成指示件外壳。发光单元可采用led发光二极管,采用电池供电的情况下,可较长时间持续发光,电池可采用纽扣电池。由于本实用新型的发光单元、电池和按钮开关的电气连接结构属于现有技术中常见的电流回路连接结构,因此未在附图中示出具体结构。
54.本实用新型的焊接状态展示区101可采用磁性白板制成矩形结构后贴附于展示面板10上,如图4所示,指示组件1003包括一磁吸件10033,磁吸件10033设置于指示件外壳10031上,便于通过磁吸件10033将指示组件1003吸附于展示区。
55.需要说明的是,当采用磁性白板制成焊接状态展示区时,补焊标记1002可采用磁性贴条裁剪成特定性状后便于贴附于展示面板10的表面,比如,将补焊标记1002裁剪成圆形或者方块形,再在其上用记号笔书写焊接编号后成型补焊标记。磁性贴条结构的补焊标记可擦洗后反复使用,增加了产品寿命,也可避免传统贴纸或者静电贴纸设置的补焊标记在较为干燥和高热作业区域失效的问题。
56.另外,如图1、图2、图3所示,本实用新型还可在展示面板10上设置一附件放置篮102,便于将记号笔、板擦、备用的补焊标记和带磁性的指示组件放置其内,以方便灵活取用。该附件放置篮102可通过铆钉或者其他紧固件连接展示面板。
57.综上所述,本实用新型通过设置装置本体,以焊接状态展示区配合其上的焊接件展示块和对应的补焊标记及指示组件来展示补焊作业进度和对应各个补焊位置的状况,装置本体的各个组成部件的制作较为简单,操作也方便,展示效果直观明了。
58.本实用新型实施时,在焊接状态展示区按焊接件实物设置好焊接件展示块、各个补焊标记及对应的指示组件,作业人员在完成某一条焊缝的焊接工作,在焊接状态展示区找到相应的补焊标记,并触发其对应的指示组件,使该指示组件发光,直观标识该位置已经完成焊接作业。
59.另外,本实用新型还可配合数据采样单元和现场总线与上位系统实现焊接状态的数据自动采样和序列化。比如,以plc作为数据采样单元,将各个指示组件连接plc,使对应的指示组件被触发后生成一开关信号,该开关信号可通过plc进行数据采样和记录,再由现场总线将plc数据上传至远端的上位系统统计汇总。在记录时,可将焊接件实物的类型名称/产品编号、其上的各个补焊位置编号、其上的各个指示组件(各个指示组件连接在plc上的信号输入位置即作为其唯一地址标识)等唯一信息做对应处理,再记录指示组件的触发时间,使其与前述的各个唯一信息对应,从而形成记录串信息后实现数据采样和序列化,便
于数字化保存和统计作业状态,使相关部门可以实时快速了解到焊接缺陷情况,也便于事后追溯分析。本实用新型在配合plc和上位系统共同使用时,相对于传统的纸质记录方式有了重大改进,使得记录的过程可直接与上位系统同步,确保了数据的一致性和数据录入过程的追溯的可能。另外,还可以直观方式呈现补焊的部位,信息表述性能更为精确,提高了数据反馈和记录的实时性和准确性。
60.当采用指示组件与plc连接的结构实现采样数据的自动化处理时,可设置指示组件为工业用带灯按钮开关,该结构无内置电池,而通过连接工业稳压电源取电。此时,可将按钮开关的布线设置于展示面板的背面。而当设置展示面板两面均具有焊接状态展示区时,可设置展示面板具有夹层结构,将按钮开关的布线设置于夹层中,再在展示面板一侧引出后接至plc和工业电源上。
61.或者,可设置本实用新型的指示组件内置一无线收发模块,比如蓝牙、zigbee模块等实现与上位系统的通讯。
62.需要说明的是,按钮开关与plc连接后生成开关信号、plc通过现场总线与上位机通讯、按钮开关通过zigbee等无线收发模块与上位系统通讯等均属于现有技术,本实用新型不对这些结构申请保护,因此在本技术中不再对此进行详细描述。
63.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。