1.本实用新型涉及混凝土试块生产技术领域,特别涉及一种混凝土试块的配料生产、标养与压力检测一体化控制装置。
背景技术:
2.混凝土试块制作和检测是确定现场混凝土配比的前提,通常方法是:按一定比例的原材料制作成混凝土试块,然后注入模具中,放到振动台上,经过一定时间的振动,夯实混凝土,再将模具放到固定位置,静停24小时拆模。试块制作完成,人工搬运放到标养室货架上,进行混凝土养护,按规范规定养护时间,取出放到压力机上检测,采集数据。
3.在现有的混凝土试块生产技术中,一般地,混凝土的配比需人工测量完成,并且与标养、压力检测均为单独的控制过程,存在如下技术问题:
4.1)首先控制分散、不利于形成一个整体的控制系统,不利于整体数据的整理和上传;
5.2)试块的最终压力检测不能与原料配比形成一个闭环的整体控制,当压力检测值不合格时,不能由统一的系统根据压力检测的数值对原料进行配比调节。
技术实现要素:
6.为了解决背景技术提出的技术问题,本实用新型提供一种混凝土试块配料生产、养护与压力检测一体化控制装置,实现了混凝土试块自动配料生产、养护与压力检测一体化控制,并且实现了试块的最终压力检测与原料配比形成一个闭环的整体控制。
7.为了达到上述目的,本实用新型采用以下技术方案实现:
8.一种混凝土试块配料生产、养护与压力检测一体化控制装置,混凝土试块生产装置包括搅拌机、振动台、砂子仓、石子仓、水泥仓、储水罐、储剂罐、标养架和压力检测仪;
9.本实用新型所述的控制装置包括砂子仓卸料阀fv1、石子仓卸料阀fv2、水泥仓卸料阀fv3、储水罐出口阀门fv4、储剂罐出口阀门fv5、储水罐出口流量计ft1、储剂罐出口流量计ft2、搅拌机下部的称重传感器pw和plc;砂子仓卸料阀fv1、石子仓卸料阀fv2、水泥仓卸料阀fv3、储水罐出口阀门fv4、储剂罐出口阀门fv5、储罐出口流量计ft1、储剂罐出口流量计ft2、搅拌机下部的称重传感器pw均连接至plc的输入输出端口,由plc根据设定的材料配比控制各阀门的开启和关闭。
10.所述的控制装置还包括混凝土压力检测仪p1,plc还与混凝土压力检测仪p1进行连接,通过混凝土压力检测仪p1检测标养后的混凝土试块的压力值,当测试压力不满足要求时,重新调整材料配比,按新配比重新配料。
11.所述的控制装置还包括试块标养架的温湿度传感器t1、制冷设备f1和加热设备r1,温湿度传感器t1、制冷设备f1和加热设备r1均连接至plc,由plc根据温湿度传感器t1的检测值控制制冷设备f1和加热设备r1的开启和关闭。
12.进一步地,所述的plc通过以太网或rs485通讯方式与混凝土压力检测仪p1连接。
13.进一步地,所述的plc还通过dp通讯方式连接上位机。
14.进一步地,所述的plc还通过do端口与搅拌机的电机连接。
15.进一步地,所述的plc还通过do端口与振动台的振动电机连接。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型提供一种混凝土试块配料生产、养护与压力检测一体化控制装置,实现了混凝土试块配料生产、养护与压力检测一体化控制,并且实现了试块的最终压力检测与原料配比形成一个闭环的整体控制。
附图说明
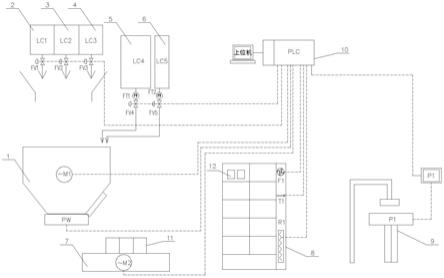
18.图1为本实用新型的整体结构连接图;
19.图2为本实用新型的plc模块配置图;
20.图3为本实用新型的plc电路图ai输入部分;
21.图4为本实用新型的plc电路图do输出部分。
22.图中:1-搅拌机 2-砂子仓 3-石子仓 4-水泥仓 5-储水罐 6-储剂罐 7-振动台 8-标养架 9-压力检测仪 10-plc 11-模具 12-混凝土试块 m1-搅拌机电机 m2-振动电机。
具体实施方式
23.以下结合附图对本实用新型提供的具体实施方式进行详细说明。
24.如图1所示,一种混凝土试块配料生产、养护与压力检测一体化控制装置,混凝土试块生产装置包括搅拌机1、振动台7、砂子仓2、石子仓3、水泥仓4、储水罐5、储剂罐6(存放混凝土外加剂)、试块标养架8和压力检测仪9;
25.本实用新型所述的控制装置包括砂子仓卸料阀fv1、石子仓卸料阀fv2、水泥仓卸料阀fv3、储水罐出口阀门fv4、储剂罐出口阀门fv5、储水罐出口流量计ft1、储剂罐出口流量计ft2、搅拌机下部的称重传感器pw和plc 10;砂子仓卸料阀fv1、石子仓卸料阀fv2、水泥仓卸料阀fv3、储水罐出口阀门fv4、储剂罐出口阀门fv5、储罐出口流量计ft1、储剂罐出口流量计ft2、搅拌机1下部的称重传感器pw均连接至plc 10的输入输出端口,由plc 10根据设定的材料配比控制各阀门的开启和关闭。
26.自动配料过程为:1)首先,控制装置的上位机计算原料配比,包括砂子、水泥、石子、水和外加剂;2)然后,按原料配比上料,先依次打开砂子、水泥、石子的卸料阀,每种原料下料时均由称重传感器pw计量上料重量,当达到上料重量后关闭卸料阀;3)然后,按原料配比上料,再依次打开水和外加剂的出口阀门,由各自的出口流量计计量原料的流量,根据流量计量重量,当达到上料重量后关闭出口阀门。
27.所述的控制装置还包括混凝土压力检测仪9p1,plc 10还与混凝土压力检测仪9p1进行连接,通过混凝土压力检测仪9p1检测标养后的混凝土试块的压力值,当测试压力不满足要求时,重新调整材料配比,按新配比重新配料。
28.所述的控制装置还包括试块标养架8的温湿度传感器t1、制冷设备f1和加热设备r1,温湿度传感器t1、制冷设备f1和加热设备r1均连接至plc 10,由plc 10根据温湿度传感器t1的检测值控制制冷设备f1和加热设备r1的开启和关闭。plc 10还根据定时器控制试块标养时间,当试块到达标养时间时自动提醒。
29.所述的plc 10通过以太网或rs485通讯方式与混凝土压力检测仪9p1连接。
30.所述的plc 10还通过dp通讯方式连接上位机。
31.所述的plc 10还通过do端口与搅拌机1的电机m1连接。
32.所述的plc 10还通过do端口与振动台7的振动电机m2连接。
33.控制装置的plc 10及上位机根据压力检测仪9p1检测的压力值判断配比是否合理,砂率是否合格,如果不满足质量要求,则根据检测数值,以及骨架密实型混凝土配比设计原理,进而分析混凝土配比中粗骨料堆积密度达到最大,空隙率降至最小,从而得到粗骨料的最佳配比;然后调整砂率:(c30混凝土一般是40%
‑‑‑
47%),在这个范围内进行调整,再重新调整混凝土材料配比。
34.如图2所示,为本实用新型的plc选型配置图,plc选择s7300系列,由左至右依次包括电源模块ps307、cpu模块cpu315-2pndp、di模块、do模块、ai模块和dp通讯模块。如图3-4所示,分别为ai模块和do模块的电路设计图,均与上述的传感器、阀门和电机的连接关系一致。
35.本实用新型实现了混凝土试块配料生产、养护与压力检测一体化控制,并且实现了试块的最终压力检测与原料配比形成一个闭环的整体控制。
36.以上实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于上述的实施例。上述实施例中所用方法如无特别说明均为常规方法。