1.本实用新型涉及料框领域,尤其涉及一种淋釉器。
背景技术:
2.现有的淋釉技术,一般为钟罩式淋釉技术和直线式淋釉技术。对于钟罩式淋釉方式,其釉浆经钟罩面的均化缓流后再对砖胚进行淋釉处,但钟罩的淋釉边缘为圆弧线(非直线),故在淋釉的过程中会导致砖胚的中部釉浆量比两侧少,从而使砖胚的釉面厚度不均匀。特别是,用于喷墨打印机加工的瓷砖,其对砖面(釉面)的平整度要求高。同时钟罩式的施釉量不能过小,否则釉浆比重过低或流动性过小时容易在钟罩面上形成波纹,且不容易形成釉幕(没粘性)。
3.而对于直线式淋釉技术,由于其采用的出釉方式是通过对釉浆加压然后通过一缝隙喷出,虽然该淋釉方式能较为均匀地在砖胚上淋釉,但该方式不仅容易堵塞釉嘴,而且,经过加压喷出的釉浆其出釉的状态属于湍流状态,其淋釉于砖胚面时冲击大,会出现釉面不顺滑和条纹等问题。同时喷釉口的间隙不仅对淋釉量的直接影响关系大,而且难以均匀地调整。
4.而且,釉浆属于易于凝结物,特别是,静止状态或流动过慢的釉浆特别容易凝结。因此,现有的技术往往需要额外增设搅动装置,以缓解釉浆的凝结问题,从而增大了设备的结构复杂性和后期维护成本。
5.另一方面,上述两种淋釉技术的淋釉量的控制精度低,如从釉浆输出源头方面上控制,所述钟罩式是通过改变淋与钟罩面的泵釉量,直线式是通过改变喷釉压力。故现有淋釉量的控制一般为在淋釉设备稳定工作状态下,根据实际淋釉量的测算而改变用于运输砖胚的运输带的运输速度(淋釉时间)进行调控。
技术实现要素:
6.本实用新型所要解决的技术问题在于,提供一种淋釉器,结构简单,釉浆不易发生沉淀,且淋釉量的控制精度高。
7.为了解决上述技术问题,本实用新型提供了一种淋釉器,包括淋釉板和向所述淋釉板输送釉浆的上釉机构;
8.其中,所述上釉机构包括与所述淋釉板对应设置的布釉辊和用于调节上釉量的计量辊和挡釉板,所述布釉辊和计量辊的两侧设有所述挡釉板,所述计量辊、布釉辊和挡釉板之间形成用于缓存釉浆的蓄釉池;
9.所述蓄釉池内的釉浆通过粘附转动的布釉辊,移至所述淋釉板处。
10.作为上述方案的改进,所述淋釉器还包括用于向所述蓄釉池补充釉浆的釉浆容器,所述釉浆容器设有用于释放釉浆的下釉管,所述下釉管对应设于所述蓄釉池的上方。
11.作为上述方案的改进,所述布釉辊的最高点高于所述计量辊的最高点,以使所述蓄釉池的液面最大高度为所述计量辊的最高点。
12.作为上述方案的改进,所述布釉辊的直径大于所述计量辊的直径。
13.作为上述方案的改进,所述淋釉器还包括用于蓄釉槽,所述蓄釉槽对应设于所述上釉机构的下方,以回收从所述蓄釉池流出的釉浆。
14.作为上述方案的改进,所述淋釉器还包括回釉泵,所述蓄釉槽设有与所述回釉泵连通的回釉口,所述蓄釉槽内的釉浆通过所述回釉泵输送至所述釉浆容器内。
15.作为上述方案的改进,所述布釉辊的辊面的粘附系数大于所述计量辊的辊面的粘附系数。
16.作为上述方案的改进,所述下釉管设有出釉缝隙,所述出釉缝隙内设有用于改变所述出釉量的挡板,所述下釉管安装有用于移动所述挡板的螺杆,所述螺杆的一端与所述挡板相抵触。
17.作为上述方案的改进,所述布釉辊和计量辊之间留有预设间距的蓄油缝隙。
18.作为上述方案的改进,所述布釉辊的辊面由橡胶制成,所述计量辊为辊面由金属制成。
19.实施本实用新型,具有如下有益效果:
20.本实用新型公开了一种淋釉器,包括淋釉板和向所述淋釉板输送釉浆的上釉机构;其中,所述上釉机构包括与所述淋釉板对应设置的布釉辊和用于调节上釉量的计量辊和挡釉板。
21.因此,所述淋釉板的设置能避免钟罩式圆弧边线的淋釉不均匀,而且通过粘附于布釉辊的送釉方式,能使釉浆更为平稳地运至所述淋釉板上,以缩短釉浆在淋釉板上匀化和稳定流动的时间,以避免釉浆的凝结。同时,由于釉浆粘附于布釉辊辊面的釉浆量的波动范围极小,故单单从控制所述布釉辊的转速即可实现高精度的淋釉量控制。
22.所述布釉辊和计量辊的两侧设有所述挡釉板,所述计量辊、布釉辊和挡釉板之间形成用于缓存釉浆的蓄釉池;由于所述布釉辊和计量辊均处于转动状态,因此所述蓄釉池内的釉浆一直会处于流动状态,可保证所述蓄釉池内不出现沉淀情况,以避免在淋釉时出现拉丝的现象。
23.而且,由于釉浆的液面张力大,所述计量辊的设置,能与所述布釉辊争夺釉浆,以细微且精准地影响所述布釉辊的淋釉量,从而实现本实用新型对淋釉量的超高精度控制。
附图说明
24.图1是本实用新型淋釉器的结构示意图;
25.图2是本实用新型淋釉器的釉浆容器的结构示意图。
具体实施方式
26.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
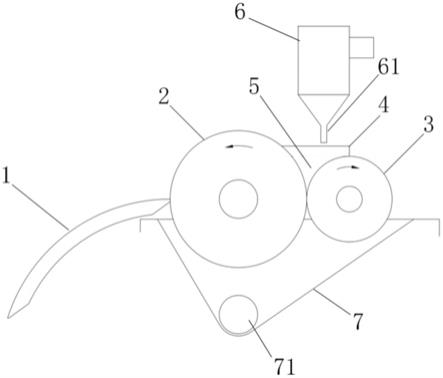
27.参见图1,本实用新型提供一种淋釉器,包括淋釉板1和向所述淋釉板1输送釉浆的上釉机构;
28.其中,所述上釉机构包括与所述淋釉板1对应设置的布釉辊2和用于调节上釉量的计量辊3和挡釉板4,所述布釉辊2和计量辊3的两侧设有所述挡釉板4,所述计量辊3、布釉辊
2和挡釉板4之间形成用于缓存釉浆的蓄釉池5;所述蓄釉池5内的釉浆通过粘附于转动的布釉辊,移至所述淋釉板4处。
29.具体地,所述布釉辊2和计量辊3均配设有电机以分别控制所述布釉辊2和计量辊3的转速,优选地,所述电机为伺服电机。
30.所述淋釉器还包括用于向所述蓄釉池补充釉浆的釉浆容器6,所述釉浆容器6设有用于释放釉浆的下釉管61,所述下釉管61对应设于所述蓄釉池5的上方,以向所述蓄釉池5补充釉浆。
31.而且,所述淋釉器还包括用于蓄釉槽7和回釉泵,所述蓄釉槽7对应设于所述上釉机构的下方,所述蓄釉槽7设有与所述回釉泵连通的回釉口71,所述蓄釉槽7内的釉浆通过所述回釉泵输送至所述釉浆容器6内,以回收从所述蓄釉池5流出的釉浆。
32.为了确保所述蓄釉池5的液面低于所述布釉辊2的最高点,以防所述蓄釉池5溢出的釉浆直接越过所述布釉辊2流入所述淋釉板1,从而严重影响淋釉量。故所述布釉辊2的最高点高于所述计量辊3的最高点。由于所述蓄釉池5是由所述布釉辊2、计量辊3和挡油板4组合形成的,因此,当所述蓄釉池5发生溢出时,釉浆会从低处流出,即从所述计量辊3处流出,从而使所述蓄釉池5的液面最大高度为所述计量辊3的最高点。
33.由于釉浆是经所述布釉辊2转移至所述淋釉板1上,为了在通过所述计量辊3对淋釉量进行调控时,避免淋釉量的波动出现幅度过大的问题,所述布釉辊的直径大于所述计量辊的直径。即当需要粗调淋釉量时,可通过所述布釉辊2进行调控,当需要进一步的精细调控淋釉量时,可通过所述计量辊3进行调控。
34.需要说明的是,由于釉浆自身的液体粘度大,所述蓄釉池5的液面张力大,因此,所述布釉辊2的上釉原理,相当于通过自身辊面对釉浆的粘附力,将所述蓄釉池液面一层釉浆拉至自身的辊面上。因此,当计量辊3与所述布釉辊2的转向相反时,所述计量辊3会与所述布釉辊2争夺釉浆,更为精细且稳定地改变所述布釉辊2的辊面上釉量,从而改变淋釉量。
35.进一步地,为了能对上釉量的精度控制能得到进一步的提升,所述布釉辊2的辊面粘附系数大于所述计量辊3的辊面粘附系数。当所述计量辊3的辊面粘附系数低于所述布釉辊2时,在相同线速度下,所述布釉辊2对釉浆的争夺能力会大于所述计量辊3对釉浆的争夺能力。因此,所述计量辊3的辊面粘附系数越小,所述计量辊3对所述布釉辊2的上釉量的影响比重越小。即在同等线速度下,计量辊3的粘附系数相比所述布釉辊2的粘附系数越小,所述计量辊3能更为精细地改变所述布釉辊2的上釉量。
36.优选地,所述布釉辊2的辊面由橡胶制成,所述计量辊3为辊面由金属制成。更佳的,所述计量辊3的辊面为光滑的钢制面。所述布釉辊2和计量辊3分别由不同硬度材质制成,当布釉辊2与计量辊3处于接触运作时,能降低两者之间的磨损,以延长所述布釉辊2的有效工作寿命。
37.对于所述蓄釉池5的蓄釉量,在超高精度的需求下,其在一定程度上会影响所述布釉辊2的上釉量,如蓄釉池5处于溢流状态或或未处于溢流状态。
38.参见图2,为了方便更改所述下釉管61的下釉量,所述下釉管61设有出釉缝隙,即所述出釉缝隙为呈一条形孔状,所述出釉缝隙内设有用于改变所述出釉量的挡板62,所述下釉管安装有用于移动所述挡板的螺杆63,所述挡板62的一端连接于所述出釉缝隙的内壁,另一端与所述螺杆63的一端与相抵触,所述螺杆63的另一端穿出所述下釉管61并配设
有旋钮。因此可通过转动所述螺杆63而改变所述挡板62的倾斜角度,从而改变所述出釉缝隙的实际出釉宽度。
39.同时,为了可进一步地提高所述布釉辊2的有效工作寿命,所述布釉辊2和计量辊3之间留有预设间距的蓄油缝隙,所述蓄釉缝隙的宽度小于1mm。
40.优选地,所述淋釉板1为辊面光滑的弧形板。
41.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。