1.本实用新型涉及耐火砖材加工成型技术领域,具体涉及一种用于熔融氧化铝砖胚负压成型的装置。
背景技术:
2.将耐火原料的配合料在高于该物料的熔融温度下熔化后,浇铸在预制的耐火模型中,通过冷却固化使结晶组织发育长大而形成的制品,称熔铸耐火材料。由于熔铸耐火材料具有结构致密、机械强度高、耐玻璃侵蚀等一系列优良性能和可以制造比一般烧结砖更大尺寸的制品,所以最初目的是为了提高玻璃工业熔窑的使用寿命和提高玻璃制品的质量,问世以来发展迅速,品种、产量和质量都不断得到发展和提高。
3.熔铸氧化铝砖是耐火砖材中应用最为广泛的品类,其中熔铸α-β氧化铝砖是用于玻璃熔窑的高档材料,生产工艺特殊,需要在电弧炉中将配合料熔化为高温熔融液体,然后将高温熔液浇铸到砂型中冷却析晶固化为坯体,再经过降温退火等步骤,在常温下经机械加工和预组装方成,在熔铸氧化铝砖的生产工艺中,砂型制作工艺及装备是影响和决定着熔铸耐火材料生产制造质量的关键工艺技术。
4.目前常规砂型技术中有石墨模或水玻璃结合的石英砂砂型、水玻璃结合的镁砂砂型等几种。石墨模价格昂贵加工难度大;石英砂砂型的缺点是尺寸精度差,造成产品加工余量大,外观质量差。镁砂砂型外观尺寸精度能满足要求,但是成本高,且型砂为一次性使用,每年要废弃大量工业垃圾,造成资源浪费和环境污染,常规的粘结剂或结合剂与原砂紧实固结在一起的造型法制备砂型很难满足其使用要求,同时也不能适应节能减排、绿色发展的需求。
5.因此,耐火砖材加工成型技术领域亟需一种可实现型砂循环使用,同时保证成型尺寸和精度需求的熔融氧化铝砖生产设备。
技术实现要素:
6.本实用新型克服了现有技术的缺陷,提供一种可实现型砂循环使用,同时保证成型尺寸和精度需求的熔融氧化铝砖胚负压成型生产做装置。
7.本实用新型通过下述技术方案实现:
8.一种用于熔融氧化铝砖胚负压成型的装置,包括上端开口的型箱,所述型箱中悬吊设置与砖胚体积形状均相似的模具,所述模具的顶面与型箱上端开口所在平面齐平,所述模具的外侧面和底面紧贴附膜,所述附膜外侧与型箱内侧壁之间填充有型砂,所述型砂中埋设有抽气架,所述抽气架上端设有超出型砂顶面的抽气口,所述型砂顶面设有顶膜,所述顶膜与附膜、型箱气密连接形成封闭空间。
9.进一步的,所述模具中部设有空腔,所述模具外侧面和底面密布与空腔相通的抽气孔,所述空腔的顶面设有抽气管。
10.进一步的,所述附膜远离模具的一侧设有水基锆质涂料层。
11.进一步的,所述抽气架包括多根竖直延伸至型砂下部的纵向管,各个所述纵向管的顶部与横向管相通。
12.进一步的,所述横向管为首尾相连的回环形,所述抽气口设置与横向管上且与纵向管顶部错开。
13.进一步的,各个所述纵向管环绕在模具外围且等距排列。
14.进一步的,所述模具底部与型箱内底面的距离为400~600mm,所述模具侧面与型箱内侧壁的距离为200~300mm。
15.本实用新型与现有技术相比,具有如下的优点和有益效果:
16.本实用新型包括上端开口的型箱,型箱中悬吊设置与砖胚体积形状均相似的模具,模具的顶面与型箱上端开口所在平面齐平,模具的外侧面和底面紧贴附膜,附膜外侧与型箱内侧壁之间填充有型砂,型砂中埋设有抽气架,抽气架上端设有超出型砂顶面的抽气口,型砂顶面设有顶膜,顶膜与附膜、抽气口、型箱气密连接,需要浇铸成型时,抽气架抽真空形成负压并保压,吊取出模具则得到所需砖胚型腔,完成造型并等待砖胚冷却凝固后,取消负压环境型砂即溃散,实现了型砂循环使用,同时保证砖胚的成型尺寸和精度需求,工序简化、降低成本、节能减排,具有极大的推广价值和广阔的应用前景。
附图说明
17.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
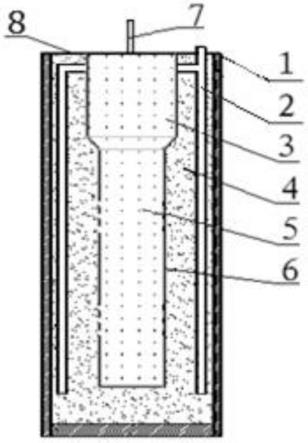
18.图1为本实用新型整体结构剖切示意图。
19.附图中标记及对应的零部件名称:
20.1-型箱,2-抽气架,3-模具,4-型砂,5-抽气孔,6-附膜,7-抽气管,8-顶膜。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
22.一种用于熔融氧化铝砖胚负压成型的装置,包括上端开口的型箱1,型箱1中悬吊设置与砖胚体积形状均相似的模具3,模具3的顶面与型箱1上端开口所在平面齐平,模具3的外侧面和底面紧贴附膜6,附膜6外侧与型箱1内侧壁之间填充有型砂4,型砂4中埋设有抽气架2,抽气架2上端设有超出型砂4顶面的抽气口,型砂4顶面设有顶膜8,顶膜8与附膜6、型箱1气密连接形成封闭空间。可以理解的是,顶膜8与附膜6、型箱1的边缘位置通过粘接、热熔等方式构成气密连接,从而使顶膜8底面、附膜6外侧面和型箱1内侧面一起形成一个封闭空间,通过抽气架2上端的抽气口进行抽气,将在封闭空间中形成负压,促使型砂4致密、硬结,附膜6与模具3表面剥离,取出模具3即形成浇铸空间。
23.进一步的,模具3中部设有空腔,模具3外侧面和底面密布与空腔相通的抽气孔5,空腔的顶面设有抽气管7。可以理解的是,模具3设置空腔和抽气孔5,空腔顶面设置抽气管7,可以通过抽气管7形成负压,使得附膜6更加紧密得附着在模具3外侧面,进而提高铸件的外形精度、缩小后续的加工余量,提高原材料利用率、提升加工效率。
24.进一步的,附膜6远离模具3的一侧设有水基锆质涂料层。可以理解的是,当浇铸时,附膜6因高温熔液熔化后,水基锆质涂料层形成致密的硬结层,既可以起到支撑作用,让型砂周围继续保持密闭,确保型砂持续在负压作用下不溃散,还能确保产品表面光滑平整,提升铸件表观质量。
25.进一步的,抽气架2包括多根竖直延伸至型砂4下部的纵向管,各个纵向管的顶部与横向管相通。更进一步的,横向管为首尾相连的回环形,抽气口设置与横向管上且与纵向管顶部错开。再进一步的,各个纵向管环绕在模具3外围且等距排列。可以理解的是,抽气架包括多根纵向管和与各个纵向管连通的横向管,既可以让型箱1中各处型砂4都能在真空抽气作用下形成均匀、致密、稳固的砂型,也可以加快砂型成形时间,提高工作效率。横向管设置为环形且抽气口与纵向管错开,可以使远离抽气口或靠近抽气口的纵向管都能比较均匀得被抽真空。各个纵向管在模具3外围等距排列,可以使模具3外围各处的型砂4密实度更趋一致,进而保证铸件的尺寸精度。
26.进一步的,模具3底部与型箱1内底面的距离为400~600mm,模具3侧面与型箱1内侧壁的距离为200~300mm。可以理解的是,模具3与型箱1内侧距离具有一定的范围,既可以保证砂型具有足够的强度,还能控制铸件的散热效率,最终提升氧化铝砖的成形质量、尺寸精;由于型腔底部要承受浇铸液的主要压力,所以模具3底面型砂4的厚度较大,而型腔侧壁承受浇铸液的压力较少,所以模具3侧面型砂4的厚度较小。
27.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
28.可以理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的组件或机构必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型较佳的实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。