1.本发明涉及芯片切割技术领域,尤其是涉及一种划片装置。
背景技术:
2.在半导体器件制造工序中,通过划片装置沿着预先制备的分割线切断半导体晶片来分割形成相应的电路区域,从而制造出各个半导体芯片。划片装置中的主要工作部件为切割机芯组件,切割机芯组件的精度很大程度上决定了芯片的切割质量。
3.现有技术中发现当划片装置安装调试好后,开始进行切割划片时能够正常工作,切割出满足要求的芯片;但工作一段时间之后,就会发现实际的切割线与预先设置的切割线存在较大的误差,从而影响芯片的切割效果,严重的甚至会导致芯片报废。
技术实现要素:
4.发明人发现,由于电气控制组件的发热导致切割机芯组件的机架和轴体变形,进而影响切割主轴的变形,进而影响切割精度,因此,本发明的目的在于提供了一种划片装置,以解决现有划片装置切割精度较低以及切割精度不稳定的问题。
5.本发明实施例提供了一种划片装置,包括:底座支架、安装在所述底座支架上的主体支架、切割机芯组件和电气控制组件,所述切割机芯组件位于所述主体支架的第一安装区域,所述切割机芯组件包括切割主轴;所述电气控制组件设置在所述主体支架的第二安装区域,所述第二安装区域位于所述第一安装区域的正上方;所述电气控制组件包括第一安装板和设置在所述第一安装板上的伺服驱动模块,所述第一安装板与所述主体支架连接,并将所述第一安装区域和所述第二安装区域分隔;所述伺服驱动模块在所述第一安装板所在平面的正投影与所述切割主轴在所述第一安装板所在平面的正投影不重叠。
6.可选地,所述电气控制组件还包括:控制主板和电源模块;所述控制主板和所述电源模块均设置在所述第一安装板上,所述电源模块位于所述第一安装板的中间区域,所述控制主板和所述伺服驱动模块分别位于所述电源模块的两侧。
7.可选地,所述电气控制组件还包括:第一支撑板和第二支撑板;所述第一支撑板和所述第二支撑板均与所述第一安装板垂直连接,所述电源模块位于所述第一支撑板和所述第二支撑板之间,且与所述第一支撑板和所述第二支撑板可拆卸连接;所述控制主板安装在所述第一支撑板远离所述电源模块的一侧,所述伺服驱动模块安装在所述第二支撑板远离所述电源模块的一侧。
8.可选地,所述电气控制组件还包括:电源安装支架;所述电源安装支架位于所述第一支撑板和所述第二支撑板之间;所述电源安装支架包括第一侧板和第二侧板、以及位于所述第一侧板和第二侧板之间的多层固定板;多层所述固定板沿着平行于所述第一安装板的方向间隔设置;所述电源模块包括多个直流电源,所述直流电源一一对应地设置在所述固定板上;所述第一侧板的上端向外翻折并与所述第一支撑板的上端可拆卸连接,所述第二侧板的上端向外翻折并与所述第二支撑板的上端可拆卸连接。
9.可选地,相邻的两层所述固定板之间具有第一预设间距,所述第一预设间距为50毫米~100毫米;和/或,所述伺服驱动模块包括多个伺服驱动器,相邻的两个所述伺服驱动器之间具有第二预设间距,所述第二预设间距为25毫米~40毫米。
10.可选地,所述第一安装板靠近所述切割机芯组件的一侧设有第一隔热层,所述第一隔热层附着在所述第一安装板表面。
11.可选地,所述底座支架包括第二安装板,所述第二安装板设置在所述底座支架与所述主体支架的连接处,所述第二安装板位于所述切割机芯组件的正下方;所述第二安装板远离所述切割机芯组件的一侧设有第二隔热层,所述第二隔热层附着在所述第二安装板表面。
12.可选地,所述第一隔热层的材料包括橡胶、玻璃纤维或者石棉;和/或,所述第二隔热层的材料包括橡胶、玻璃纤维或者石棉。
13.可选地,所述电气控制组件还包括:风扇;所述风扇安装在所述第二支撑板远离所述电源模块的一侧,用于所述伺服驱动模块的散热。
14.可选地,所述伺服驱动模块在所述第一安装板所在平面的正投影与所述切割主轴在所述第一安装板所在平面的正投影的距离大于50毫米且小于200毫米。
15.可选地,所述划片装置还包括:水气供应组件和电气供应组件,所述水气供应组件与所述电气供应组件分别位于所述主体支架的相对两侧。
16.本发明实施例至少具有以下技术效果:本发明实施例提供的划片装置,通过将发热量大的电气控制组件设置在精密的切割机芯组件上方,使得电气控制组件周围的热空气上升,可减小对下方切割机芯组件的形变影响,提升整个划片装置的切割精度,从而保证切割机芯组件的切割稳定性,确保芯片的切割质量;同时将电气控制组件中发热量最大的伺服驱动模块与切割机芯组件中对切割精度影响最大的切割主轴错位布置,使得伺服驱动模块在距离上更加远离切割主轴,从而降低热量对切割主轴的影响,可进一步保证切割精度。
附图说明
17.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
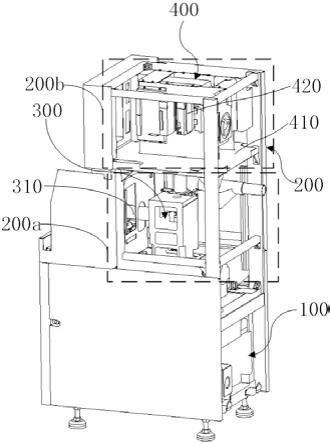
18.图1为本发明实施例提供的一种划片装置的整体结构示意图;图2为本发明实施例提供的一种划片装置的切割机芯组件一侧的结构示意图;图3为本发明实施例提供的一种划片装置的电气控制组件的结构示意图;图4为本发明实施例提供的一种划片装置的电气控制组件位于伺服驱动模块一侧的结构示意图;图5为本发明实施例提供的一种划片装置的电气控制组件的电源安装支架与直流电源的安装结构示意图;图6为本发明实施例提供的另一种划片装置的结构示意图;图7为本发明实施例提供的一种划片装置的水气供应组件和电气供应组件的布置
位置示意图。
19.图标:100-底座支架;200-主体支架;200a-第一安装区域;200b-第二安装区域;300-切割机芯组件;310-切割主轴;400-电气控制组件;410-第一安装板;420-伺服驱动模块;420a-伺服驱动器;430-电源模块;431-直流电源;440-控制主板;450-第一支撑板;460-第二支撑板;470-电源安装支架;471-第一侧板;472-第二侧板;473-固定板;480-i/o模块;490-风扇;500-切割工作盘;600-第一隔热层;700-第二安装版;710-第二隔热层;800-水气供应组件;900-电气供应组件。
具体实施方式
20.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语),具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语,应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样被特定定义,否则不会用理想化或过于正式的含义来解释。
22.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式
ꢀ“
一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的全部或任一单元和全部组合。
23.划片装置对精度的要求较高,一般至少要求精度为微米级,变形量无法通过肉眼观测,并且整个划片装置的结构复杂,存在多种影响切割精度的因素。
24.发明人意外发现,划片装置开始工作时切割精度较高,随切割时间延长(例如:切割3~5小时后)切割精度越来越低,进而推测可能是热膨胀所导致。基于此,发明人发现现有划片装置发热量较大的电气控制组件一般设置在切割机芯组件的下方,电气控制组件的发热量随着工作时长逐渐增大,从而导致周围热空气的密度降低,热空气的密度降低会上升,更容易导致上方切割机芯组件的温度上升,切割机芯组件一般采用铸铁材质,在受到热膨胀之后会发生一定的热形变(1米长的零件在1℃的变化量影响下,会产生约10微米的形变量),从而影响了整个划片装置的切割精度。
25.因此,本发明实施例提供了一种划片装置,旨在解决现有技术中存在的上述问题。
26.下面以具体地实施例对本发明的技术方案以及本发明的技术方案如何解决上述技术问题进行详细说明。
27.结合图1至图4所示,本发明实施例提供了一种划片装置,包括:底座支架100和安装在底座支架100上的主体支架200,主体支架200用于安装切割机芯组件300和电气控制组件400。
28.为了便于描述,将主体支架200内的空间划分为第一安装区域200a和第二安装区
域200b,第一安装区域200a相对于第二安装区域200b更加靠近底座支架100,即第二安装区域200b位于第一安装区域200a的正上方。其中,第一安装区域200a和第二安装区域200b均为三维空间区域。
29.具体地,切割机芯组件300安装在主体支架200的第一安装区域200a,主要用于对工件的切割进给。电气控制组件400为整个划片装置的控制部件,包括了电源、主板以及驱动器件等发热量大的部件。因此,为了降低电气控制组件400发热对切割机芯组件300的影响,将电气控制组件400设置在主体支架200的第二安装区域200b,即电气控制组件400位于切割机芯组件300的上方,这样电气控制组件400散发的热量使周围的热空气上升,对下方切割机芯组件300的热形变基本无影响。
30.可以理解的是,切割机芯组件300包括切割主轴310,切割主轴310用于带动切割刀片进给运动,以实现对待切割工件的切割。此外,底座支架100上还设置有切割工作盘500,切割工作盘500用于放置待切割工件(本实施例中的待切割工件为半导体晶片),切割工作盘500位于主体支架200的外部,以便于取放工件。
31.进一步地,电气控制组件400包括第一安装板410和伺服驱动模块420,第一安装板410为绝缘材料支撑的刚性板体,伺服驱动模块420通过连接件固定安装在第一安装板410上。第一安装板410通过连接件与主体支架200可拆卸连接,以作为电气控制组件400其它部件的安装载体。第一安装板410将主体支架200的第一安装区域200a和第二安装区域200b进行分隔,即第一安装板410下方的主体支架200内部空间作为第一安装区域200a,第一安装板410上方的主体支架200内部空间作为第二安装区域200b。
32.发明人考虑到,切割机芯组件300中切割主轴310的精度对切割精度的影响最大,同时电气控制组件400中的伺服驱动模块420(用于驱动切割机芯组件300进给)的发热量最大。因此,在布置电气控制组件400和切割机芯组件300的部件时需要作适当的位置调整,即本实施例中的伺服驱动模块420在第一安装板410所在平面的正投影与切割主轴310在第一安装板410所在平面的正投影不重叠,相当于伺服驱动模块420与切割主轴310错位布置,这样伺服驱动模块420在距离上更加远离切割主轴310,从而降低热量对切割主轴310的影响。
33.示例性的,如图1所示,伺服驱动模块420布置在整个划片装置靠右侧的位置,切割主轴310布置在整个划片装置靠左侧的位置,即伺服驱动模块420位于切割主轴310的右上方。
34.可选地,伺服驱动模块420在第一安装板410所在平面的正投影与切割主轴310在第一安装板410所在平面的正投影之间的距离(指直线距离最近的尺寸)大于50毫米且小于200毫米,具体根据整个划片装置的尺寸进行确定。例如:伺服驱动模块420在第一安装板410所在平面的正投影与切割主轴310在第一安装板410所在平面的正投影之间的距离至少在60毫米~80毫米之间,以保证伺服驱动模块420所散发的热量基本不会对下方切割主轴310的形变产生影响。
35.本实施例提供的划片装置,通过将发热量大的电气控制组件400设置在精密的切割机芯组件300上方,使得电气控制组件400周围的热空气上升,可减小对下方切割机芯组件300的形变影响,提升整个划片装置的切割精度,从而保证切割机芯组件300的切割稳定性,确保芯片的切割质量;同时将电气控制组件400中发热量最大的伺服驱动模块420与切割机芯组件300中对切割精度影响最大的切割主轴310错位布置,使得伺服驱动模块420在
距离上更加远离切割主轴310,从而降低热量对切割主轴310的影响,可进一步保证切割精度。
36.在一个可选的实施例中,继续参阅图1至图4,本实施例中的电气控制组件400除了伺服驱动模块420之外,还包括:控制主板440和电源模块430;控制主板440和电源模块430均安装在第一安装板410的指定区域。
37.本实施例考虑到电源模块430体积较大且故障率低,而伺服驱动模块420和控制主板440由于维护和调试频率相对较高,故将电源模块430安装在第一安装板410的中间区域,控制主板440和伺服驱动模块420分别位于第一安装板410靠近边缘的区域。
38.进一步地,综合考虑电气控制组件400各部件的发热量(发热量从大到小依次为伺服驱动模块420、电源模块430和控制主板440)和后期维护的便捷性,将控制主板440安装在大致位于切割主轴310正上方的位置,或者将控制主板440和电源模块430都安装在大致位于切割主轴310正上方的位置,而伺服驱动模块420的安装位置与切割主轴310正上方位置存在一定的偏移量。
39.本实施例中,通过将电源模块430设置在第一安装板410的中间区域,同时将控制主板440和伺服驱动模块420分别设在电源模块430的两侧,这样可在不增加额外尺寸的情况下,合理布局电气控制组件400中的各发热部件,使得控制主板440和伺服驱动模块420更容易与外界环境进行热交换,有利于快速散热,而且将发热量最大的伺服驱动模块420安装在远离切割主轴310的区域,将发热量较小的部件安装在切割主轴310上方,尽可能地减小各发热部件对切割主轴310的热形变影响,同时也方便后期的维护。
40.在一个可选的实施例中,继续参阅图3和图4,为了方便电气控制组件400的各部件与第一安装板410进行安装,本实施例提供的电气控制组件400还包括:第一支撑板450和第二支撑板460。
41.具体地,第一支撑板450和第二支撑板460都通过连接件安装在第一安装板410的中间区域,且第一支撑板450与第二支撑板460均与第一安装板410垂直。为了方便电源模块430的安装,第一支撑板450与第二支撑板460平行设置,二者之间形成一个独立的安装区域,该安装区域用于安装电源模块430,电源模块430与第一支撑板450和第二支撑板460之间均为可拆卸连接。
42.进一步地,第一支撑板450大致位于切割主轴310的正上方,控制主板440安装在第一支撑板450远离电源模块430的一侧,伺服驱动模块420安装在第二支撑板460远离电源模块430的一侧。
43.可选地,第一支撑板450和第二支撑板460均采用不锈钢材质的板材结构,不锈钢板材刚性较高,且散热性好。
44.可选地,第一支撑板450远离电源模块430的一侧还设置有i/o模块480(输入和输出模块),i/o模块480与控制主板440以及相应的执行器件电连接,以实现采集信号的输入和控制信号的输出。
45.本实施例提供的划片装置,通过两块间隔设置的支撑板将电气控制组件400不同功能和发热量的部件进行分区设置,并且各电气部件固定在相应的支撑板上,使得整个电气控制组件400的结构布局更加合理和紧凑,在不增加主体支架200尺寸的情况下,尽可能地减小发热量对切割机芯组件300的影响。
46.在一个可选的实施例中,结合图3至图5所示,本实施例中的电气控制组件400还包括:电源安装支架470;电源安装支架470位于第一支撑板450和第二支撑板460之间,并且通过相应的连接件分别与第一支撑板450和第二支撑板460可拆卸连接。
47.具体地,电源安装支架470包括第一侧板471、第二侧板472和位于第一侧板471与第二侧板472之间的多层固定板473,多层固定板473沿着平行于第一安装板410的方向间隔设置,且每一层固定板473分别与第一侧板471和第二侧板472连接,从而形成多个独立的电源安装空间。电源模块430包括多个直流电源431(本实施例中示意为两个),用于将交流电转换为直流电供划片装置使用。直流电源431一一对应地安装在每一层的固定板473上,直流电源431可通过预留的安装孔与固定板473连接。
48.进一步地,第一侧板471的上端向外翻折并与第一支撑板450的上端可拆卸连接,第二侧板472的上端向外翻折与第二支撑板460的上端可拆卸连接。其中,第一侧板471与第一支撑板450、以及第二侧板472与第二支撑板460均可通过螺钉等连接件实现可拆卸连接。
49.可选地,相邻的两层固定板473之间具有第一预设间距,第一预设间距为50毫米~100毫米,有利于提升直流电源431的散热性能,从而延长直流电源431的工作寿命,并且良好的散热性能可进一步减小发热量对切割精度的影响。
50.可选地,伺服驱动模块420包括多个伺服驱动器420a,相邻的两个伺服驱动器420a之间具有第二预设间距,第二预设间距为25毫米~40毫米,有利于提升伺服驱动器420a的散热性能,从而延长伺服驱动器420a的工作寿命,并且良好的散热性能可进一步减小发热量对切割精度的影响。
51.需要说明的是,本实施例中的伺服驱动模块420包括四个伺服驱动器420a,这四个伺服驱动器420a分别驱动切割机芯组件300和切割工作盘500的步进电机工作,其中的两个步进电机用于控制切割进给量和切割深度,另两个步进电机用于控制工件旋转和移动。
52.本实施例提供的划片装置,电源模块430的多个直流电源431通过具有多层固定板473的电源安装支架470进行安装,有利于提升电源模块430的散热性能,并且多个直流电源431沿着平行于第一安装板410的方向间隔布置,可以进一步节约安装空间。
53.在一个可选的实施例中,如图6所示,第一安装板410靠近切割机芯组件300的一侧设有第一隔热层600,第一隔热层600可通过粘接剂附着在第一安装板410的下表面。
54.可选地,第一隔热层600的材料包括导热性较低的橡胶、玻璃纤维或者石棉,保证隔热效果,并且上述材料均为绝缘性材料,有利于对电气控制组件400的绝缘保护。
55.在一个可选的实施例中,参阅图2、图6和图7,本实施例中的底座支架100包括第二安装板700,第二安装板700安装在底座支架100与主体支架200的连接处,第二安装板700位于切割机芯组件300的正下方,可起到隔离水气、热量以及防止工件跌落的作用。
56.可以理解的是,第一安装板410与第二安装板700之间的主体支架200区域内部被构造成第一安装区域200a,第一安装区域200a用于安装切割机芯组件300的各个部件。
57.本实施例中,为了进一步减小发热量对切割机芯组件300的热形变影响,在第二安装板700远离切割机芯组件300的一侧设有第二隔热层710,第二隔热层710通过粘接剂附着在第二安装板700的下表面。
58.可选地,第二隔热层710的材料包括导热性较低的橡胶、玻璃纤维或者石棉,保证隔热效果,并且上述材料均为绝缘性材料,有利于对底座支架100内部其它电气部件的绝缘
保护。
59.本实施例中通过在切割机芯组件300的上方和下方分别设置相应的隔热层,可降低切割机芯组件300外侧的热源对其进行热传递,有效防止热量对整个精密切割机芯组件300的影响,进一步提高整个划片装置的切割精度。
60.在一个可选的实施例中,继续参阅图4,本实施例中的电气控制组件400还包括风扇490;风扇490安装在第二支撑板460远离电源模块430的一侧,即风扇490与伺服驱动模块420安装在第二支撑板460的同一侧,用于对伺服驱动模块420进行散热,从而进一步降低伺服驱动模块420发热量对切割机芯组件300的热形变影响。
61.具体地,本实施例中的风扇490通过与直流电源431电连接实现供电,风扇490的开启和关闭可通过控制主板440实现,具体的开启和关闭时机可以根据伺服驱动模块420的工作情况进行确定。伺服驱动模块420包括多个间隔排列设置的伺服驱动器420a,风扇490可设置在最外侧的其中一个伺服驱动器420a的周边,或者横向设置在多个伺服驱动器420a的同一侧。
62.进一步地,考虑到风扇490可能将伺服驱动模块420产生的热量排向切割主轴310,因此,当风扇490设置在伺服驱动模块420远离切割主轴310的一侧时,风扇490可以采用负压风扇,负压风扇可以实现向外抽气的方式进行散热,这样可将伺服驱动模块420产生的热量快速排向外部环境,从而降低热量对切割主轴310的影响,进一步提升切割精度。
63.在一个可选的实施例中,参阅图7,本实施例提供的划片装置还包括:水气供应组件800和电气供应组件900。其中,水气供应组件800主要包括水气管路和水气工作元件(例如:喷头或者水泵)等,用于工件切割时的降温散热和清洗。电气供应组件900主要包括电气布线和相应的接线端口,用于将外部电源与电气控制组件400电连接。
64.本实施例中,通过将水气供应组件800与电气供应组件900分别安装在主体支架200的相对两侧,例如:电气供应组件900安装在主体支架200的左侧,水气供应组件800安装在主体支架200的右侧,从而实现水电分离,防止互相干扰而导致短路的问题。
65.本发明上述的各实施例至少具有如下有益的技术效果:1、通过将发热量大的电气控制组件400设置在精密的切割机芯组件300上方,使得电气控制组件400周围的热空气上升,可减小对下方切割机芯组件300的形变影响,从而保证切割机芯组件300的稳定性,提升整个划片装置的切割精度,进而提升了工件的切割质量。
66.2、将电气控制组件400中发热量最大的伺服驱动模块420与切割机芯组件300中对切割精度影响最大的切割主轴310错位布置,使得伺服驱动模块420在距离上更加远离切割主轴310,从而降低热量对切割主轴310的影响,可进一步保证切割精度。
67.3、通过将电源模块430设置在第一安装板410的中间区域,同时将控制主板440和伺服驱动模块420分别位于电源模块430的两侧,这样可在不增加额外尺寸的情况下,合理布局电气控制组件400中的各发热部件,尽可能地减小各发热部件对切割主轴310的热形变影响,同时也便于后续维护。
68.4、通过两块间隔设置的支撑板将电气控制组件400不同功能和发热量的部件进行分区设置,并且各电气部件固定在相应的支撑板上,使得整个电气控制组件400的结构布局更加合理和紧凑,在不增加主体支架200尺寸的情况下,尽可能地减小发热量对切割机芯组
件300的影响。
69.5、电源模块430的多个直流电源431通过具有多层固定板473的电源安装支架470进行安装,有利于提升电源模块430的散热性能,并且多个直流电源431沿着平行于第一安装板410的方向间隔布置,可以进一步节约安装空间。
70.6、通过在切割机芯组件300的上方和下方分别设置相应的隔热层,可降低切割机芯组件300外侧的热源对其进行热传递,有效防止热量对整个精密切割机芯组件300的影响,进一步提高整个划片装置的切割精度。
71.7、通过将水气供应组件800与电气供应组件900分别安装在主体支架200的相对两侧,从而实现水电分离,防止互相干扰而导致短路的问题。
72.本技术领域技术人员可以理解,本发明中已经讨论过的各种操作、方法、流程中的步骤、措施、方案可以被交替、更改、组合或删除。进一步地,具有本发明中已经讨论过的各种操作、方法、流程中的其他步骤、措施、方案也可以被交替、更改、重排、分解、组合或删除。进一步地,现有技术中的具有与本发明中公开的各种操作、方法、流程中的步骤、措施、方案也可以被交替、更改、重排、分解、组合或删除。
73.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
74.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
75.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体状况理解上述术语在本发明中的具体含义。
76.在本说明书的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。应该理解的是,虽然附图的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,其可以以其他的顺序执行。而且,附图的流程图中的至少一部分步骤可以包括多个子步骤或者多个阶段,这些子步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,其执行顺序也不必然是依次进行,而是可以与其他步骤或者其他步骤的子步骤或者阶段的至少一部分轮流或者交替地执行。
77.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。