1.本发明属于水泥桩生产线技术领域,具体涉及一种五跨车间链条机输送的水泥桩自动化双循环生产线。
背景技术:
2.水泥桩生产属劳动密集型企业,传统的水泥桩生产线劳动强度大,工作效率低,安全隐患多。特别是在拆装模区,吊上模、拆上下模螺丝、拆水泥桩头尾板、揭上盖模、水泥桩脱模与吊桩、上下模清洗、装头尾板、钢筋笼装入下模等多个工序交叉在一起,人员集中在一起作业需要互相避让。
3.当水泥桩生产线需要在一个长宽相等的车间内搭建时,为了尽可能的利用车间面积需要对水泥桩生产线进行优化设计,因为长宽相等的车间跨间会很多,水泥桩生产线上有多处使用到的行吊会因为车间跨间的原因影响水泥桩生产线的布局,无法做到车间利用率的最大化。
技术实现要素:
4.本发明的目的是为了解决以上现有技术的不足,提出了一种五跨车间链条机输送的水泥桩自动化双循环生产线,五跨车间沿纵向从上到下依次排列包括a跨车间、b跨车间、c跨车间、d跨车间和e跨车间,所述的a跨车间从左到右依次包括灌装张拉区、离心区、蒸养一区、校模输送区、蒸养二区和水泥桩输送区,所述的b跨车间从左到右依次包括模具装配区、底模临时堆放区、盖模喷涂区,底模喷涂清洁区、模具链条区、笼筋堆放区和水泥桩输送区,所述的c跨车间从左到右依次包括混凝土区、盖模清洁区、盖模临时放置区、模具脱模区、水泥桩拆笼区和水泥桩输送区,所述的d跨车间从左到右依次包括模具装配区、盖模喷涂区,底模喷涂清洁区、模具链条区、笼筋堆放区和水泥桩输送区,所述的e跨车间从左到右依次包括灌装张拉区、离心区、校模输送区、蒸养一区、水泥桩输送区和蒸养二区,所述的五跨车间顶部均设有行吊。
5.更进一步地,校模输送区包括模具链条机、模具横向抬升平移小车和模具校模装置。
6.更进一步地,校模输送区的模具链条机长度横跨三跨车间,a跨车间的模具链条机依次经过a跨车间、b跨车间和c跨车间,e跨车间的模具链条机依次经过e跨车间、d跨车间和c跨车间。
7.更进一步地,模具链条区设有两条模具链条机,一条模具链条机为校模输送区的模具链条机,另一条模具链条机为长度横跨两跨车间的模具链条机,b跨车间模具链条区的模具链条机依次经过b跨车间和c跨车间,d跨车间模具链条区的模具链条机依次经过d跨车间和c跨车间。
8.更进一步地,水泥桩输送区为横跨a跨车间、b跨车间、c跨车间、d跨车间和e跨车间的超长链条机。
9.更进一步地,灌装张拉区和模具装配区通过完整的四条链条机相连。
10.更进一步地,盖模清洁区设有两条链条机分别连接b跨车间和d跨车间的盖模喷涂区。
11.更进一步地,长度横跨两跨车间的模具链条机中间设有底膜清洁器。
12.更进一步地,b跨车间、c跨车间和d跨车间的笼筋堆放区、水泥桩拆笼区和水泥桩输送区上方设有车间二层平台,所述的车间二层平台为笼筋堆放区。
13.有益效果:
14.通过使用链条机对水泥桩生产线进行分布,对生产线上的水泥桩模具尽可能使用链条机进行平移从而减少对行吊的使用,同时通过分布在链条机上的抬升平移小车时水泥桩模具可以实现链条机之间的移动,且在长宽相等的五跨车间内通过对称结构实现双循环的水泥桩生产线。
附图说明
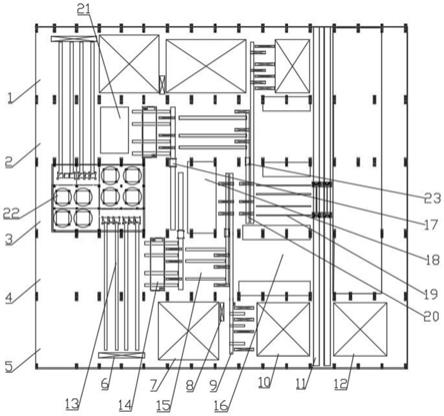
15.图1是一种五跨车间链条机输送的水泥桩自动化双循环生产线的结构图。
16.图中:1、a跨车间,2、b跨吃鸡,3、c跨车间,4、d跨车间,5、e跨车间,6、灌装张拉区,7、离心区,8、余浆区,9、校模输送区,10、蒸养一区,11、水泥桩链条机,12、蒸养二区,13、模具装配区,14、盖模喷涂区,15、底膜喷涂清洗区,16、笼筋堆放区,17、盖模清洁区,18、盖模喷涂区,19、水泥桩拆笼区,20、模具脱模区,21、底膜堆放区,22、混凝土区,23、底膜清洁机。
具体实施方式
17.为了加深对本发明的理解,下面将结合实施例和附图对本发明进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
18.实施示例:
19.一种五跨车间链条机输送的水泥桩自动化双循环生产线,五跨车间沿纵向从上到下依次排列包括a跨车间、b跨车间、c跨车间、d跨车间和e跨车间,所述的a跨车间从左到右依次包括灌装张拉区、离心区、蒸养一区、校模输送区、蒸养二区和水泥桩输送区,所述的b跨车间从左到右依次包括模具装配区、底模临时堆放区、盖模喷涂区,底模喷涂清洁区、模具链条区、笼筋堆放区和水泥桩输送区,所述的c跨车间从左到右依次包括混凝土区、盖模清洁区、盖模临时放置区、模具脱模区、水泥桩拆笼区和水泥桩输送区,所述的d跨车间从左到右依次包括模具装配区、盖模喷涂区,底模喷涂清洁区、模具链条区、笼筋堆放区和水泥桩输送区,所述的e跨车间从左到右依次包括灌装张拉区、离心区、校模输送区、蒸养一区、水泥桩输送区和蒸养二区,所述的五跨车间顶部均设有行吊。
20.如图1所示;
21.将五跨车间通过车间的横梁布局将车间分为a跨车间1、b跨车间2、c跨车间3、d跨车间4和e跨车间5,a跨车间1和e跨车间5的功能相同,先将装配完成的水泥桩模具通过链条机移动至灌装张拉区6,对水泥桩模具内的笼筋进行张拉和从混凝土区22泵送混凝土进行模具灌装混凝土,完成灌装和张拉的水泥桩模具通过行吊移动至离心区7进行离心,完成离心后对倒出模具的余浆,之后将模具吊装至蒸养一区10或蒸养二区12进行蒸养,完成后将模具吊装到校模输送区9对模具进行校正再通过抬升平移小车将模具移动至模具链条机,
将模具移动至c跨车间的模具脱模区19,对盖模进行脱模通过行吊分别将盖模移动至盖模清洁区17,水泥桩移动至水泥桩拆笼区20,脱模后的底膜通过模具脱模区的抬升小车移动至第二条模具链条机将底膜通过底膜清洁机23移动至b跨车间2或d跨车间4的底膜喷涂清洗区15,对底模进行喷涂脱模剂和清洁底膜残渣,c跨车间的盖模通过盖模清洁区17的链条机完成清洁后盖模移动至盖模喷涂区14,对完成喷涂和清洁的盖模和底膜通过吊装移动至模具装配区13,并且通过行吊从笼筋堆放区16吊装笼筋至模具装配区13完成水泥桩模具的装配完成一个生产线的循环。
22.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,五跨车间沿纵向从上到下依次排列包括a跨车间、b跨车间、c跨车间、d跨车间和e跨车间,所述的a跨车间从左到右依次包括灌装张拉区、离心区、蒸养一区、校模输送区、蒸养二区和水泥桩输送区,所述的b跨车间从左到右依次包括模具装配区、底模临时堆放区、盖模喷涂区,底模喷涂清洁区、模具链条区、笼筋堆放区和水泥桩输送区,所述的c跨车间从左到右依次包括混凝土区、盖模清洁区、盖模临时放置区、模具脱模区、水泥桩拆笼区和水泥桩输送区,所述的d跨车间从左到右依次包括模具装配区、盖模喷涂区,底模喷涂清洁区、模具链条区、笼筋堆放区和水泥桩输送区,所述的e跨车间从左到右依次包括灌装张拉区、离心区、校模输送区、蒸养一区、水泥桩输送区和蒸养二区,所述的五跨车间顶部均设有行吊。2.根据权利要求1所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述的校模输送区包括模具链条机、模具横向抬升平移小车和模具校模装置。3.根据权利要求2所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述校模输送区的模具链条机长度横跨三跨车间,a跨车间的模具链条机依次经过a跨车间、b跨车间和c跨车间,e跨车间的模具链条机依次经过e跨车间、d跨车间和c跨车间。4.根据权利要求1所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述模具链条区设有两条模具链条机,一条模具链条机为校模输送区的模具链条机,另一条模具链条机为长度横跨两跨车间的模具链条机,b跨车间模具链条区的模具链条机依次经过b跨车间和c跨车间,d跨车间模具链条区的模具链条机依次经过d跨车间和c跨车间。5.根据权利要求1所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述的水泥桩输送区为横跨a跨车间、b跨车间、c跨车间、d跨车间和e跨车间的超长输送机。6.根据权利要求1所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述的灌装张拉区和模具装配区通过完整的四条链条机相连。7.根据权利要求1所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述的盖模清洁区设有两条链条机分别连接b跨车间和d跨车间的盖模喷涂区。8.根据权利要求4所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述长度横跨两跨车间的模具链条机中间设有底膜清洁器。9.根据权利要求1所述的一种五跨车间链条机输送的水泥桩自动化双循环生产线,其特征在于,所述b跨车间、c跨车间和d跨车间的笼筋堆放区、水泥桩拆笼区和水泥桩输送区上方设有车间二层平台,所述的车间二层平台为笼筋堆放区。
技术总结
本发明公开了一种五跨车间链条机输送的水泥桩自动化双循环生产线,五跨车间沿纵向从上到下依次包括A跨车间、B跨车间、C跨车间、D跨车间和E跨车间,包括灌装张拉区、离心区、校模输送区、蒸养、水泥桩链条机、模具装配区、盖模喷涂区、底膜喷涂清洁区、笼筋堆放区、盖模清洁区、盖模喷涂区、模具脱模区、水泥桩拆笼区、底膜临时堆放区和混凝土区,本发明主要目的通过使用链条机对水泥桩生产线进行分布,对生产线上的水泥桩模具尽可能使用链条机进行平移从而减少对行吊的使用,同时通过分布在链条机上的抬升平移小车时水泥桩模具可以实现链条机之间的移动,且在相等的五跨车间内通过对称实现双循环的水泥桩生产线。现双循环的水泥桩生产线。现双循环的水泥桩生产线。
技术研发人员:史其松 韦永建
受保护的技术使用者:江苏宗恒科技有限公司
技术研发日:2021.11.24
技术公布日:2022/2/18