一种3d打印基板自动取放装置
技术领域
1.本发明涉及3d打印技术领域,具体为一种3d打印基板自动取放装置。
背景技术:
2.用金属材料制造制品有多种方法,铸造和切削是生产使用纯金属和合金进行加工时的常用技术。但由于铸造需要采用大型设备将金属融化,再倒入相应的模具中,因此工序复杂成本较大。因此现在对于一些形状的复杂的零件往往采用3d打印的方法进行制作,3d打印有效地解决了铸造时,在铸造件内部产生气泡的情况,同时也可打印出形状更加复杂的零件。目前对于金属的3d打印,往往通过将一层一层的金属粉末铺在基板上,然后通过激光烧结器将一层金属粉末按照特定形状烧结,然后不断堆叠,从而形成一个完整零件。由于需要将金属粉末平铺并进行烧结,这就要求金属粉末需要很细,这就导若是在激光烧结过程中金属粉末中存在氧气,容易导致爆炸。目前的解决方法仅是在打印区域内填充入安全气体,从而防止粉尘爆炸,这就导致每次打印完后将打印件取出时,会将打印区域内的保护气体给破坏,需要重新吸气才能进行打印,大大降低了打印的效率。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本发明提供了一种3d打印基板自动取放装置,解决了上述背景技术中提出的问题。
5.(二)技术方案
6.为实现以上目的,本发明通过以下技术方案予以实现:一种3d打印基板自动取放装置,包括打印箱、真空箱、除尘箱、横移组件、推板、移动组件、基板、激光烧结器、气缸二和电机一,所述真空箱设置在打印箱的一侧,所述打印箱与真空箱相通,相通之处设置有与打印箱竖直滑动连接的隔离板,所述气缸二的输出端与隔离板相连,所述横移组件设置在打印箱内上部,且推板与横移组件相连,所述移动组件设置在打印箱内的上部,所述移动组件可带动激光烧结器在打印箱内沿xy轴方向运动,所述打印箱内底部从左至右依次设置有落粉口一、出粉口、安装板和落粉口二,所述打印箱内设置有竖向移动组件,所述安装板与竖向移动组件相连,所述安装板的两侧开设有沿安装板长度方向的滑轨,所述基板与滑轨滑动连接,所述真空箱内沿真空箱长度方向枢接有丝杠一,所述丝杠一的一端与电机一的输出端相连,所述丝杠一上设置有与丝杠一螺纹连接的滑动块,所述滑动块上设置有夹持机构,所述夹持机构用于夹持基板。
7.优选的,所述除尘箱与打印箱之间通过吸尘口相连,所述打印箱内设置有竖直的滑道二,所述滑道二的底部设置有滑环,所述滑道二的两侧对称设置有滑道一,所述安装板靠近滑道二的一侧设置有两个滑柱和连接柱,两个滑柱分别滑动适配在滑道一中,所述连接柱穿过滑道二枢接在竖向移动组件上,所述滑道一上设置有与滑环同心的弧形滑道,所述弧形滑道使安装板向除尘箱转动,所述滑环内设置有转动机构,所述转动机构包括转动
块和电机二,所述转动块同心设置在滑环内,所述转动块为凹形,所述连接柱与转动块相互配合,所述电机二的输出端与转动块相连。
8.优选的,所述竖向移动组件包括丝杠二、移动块和步进电机,所述丝杠二竖直枢接在打印箱内,所述丝杠二的一端与步进电机的输出端相连,所述移动块螺纹连接在丝杠二上,所述连接柱远离安装板的一端枢接在移动块上。
9.优选的,所述夹持机构包括固定块、夹持块和气缸一,所述固定块设置在滑动块上,所述夹持块竖直滑动连接在滑动块上,并与固定块相对应,所述气缸一的输出端与夹持块相连。
10.优选的,所述安装板内设置有调平机构,用于对安装在安装板中的基板进行调平,所述调平机构包括固定组件、两块支撑板、若干个水袋和充水机构,两块所述支撑板分别设置在两个滑轨中,所述支撑板与安装板之间通过弹簧相连,若干个水袋沿滑轨的长度方向设置在滑轨的底部,所述充水机构与水袋相连,用于对水袋充水,所述固定组件设置在安装块内,用于对调平后的基板进行固定。
11.优选的,所述固定组件包括电磁板和万向球,所述万向球设置在安装板内底部,所述万向球的输出端与电磁板相连,所述电磁板与基板底部相吸引,所述万向球包括圆球和半球套,所述半球套设置在安装板内的底部,所述圆球适配在半球套内,所述圆球的顶部与电磁板的底部相连,所述圆球与半球套之间填充有滚珠,所述滚珠之间填充有相变材料,所述半球套外设置有制冷片。
12.优选的,所述充水机构包括水箱和水泵,所述水箱设置在安装块内,所述水泵的一端与水箱相连,另一端与若干个水袋相连。
13.优选的,所述安装板靠近除尘箱的一侧沿安装块的长度方向开设有出尘孔。
14.(三)有益效果
15.本发明提供了一种3d打印基板自动取放装置。具备以下有益效果:
16.1、该3d打印基板自动取放装置,在打印箱的一侧设置真空箱,在打印时打印中充满保护气体,将真空箱抽真空,当打印完成后,安装板下降通过吸尘口将基板上金属粉末吸走,从而在用户拿出成品时,基板上只残留少许金属粉末,防止浪费。将隔离板打开,使得打印箱和真空箱箱体,通过夹持机构将安装板上已经打印完成的基板夹至真空箱内,并再次通过隔离板将真空箱和打印箱隔断,用户仅需从真空箱中取出基板即可,使得打印箱内始终无法混入其他气体,在下次打印时无需对打印箱内进行重新洗气,大大提高了工作效率。
附图说明
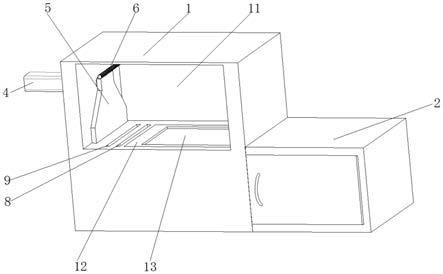
17.图1为本发明结构示意图;
18.图2为本发明中真空箱内部的结构示意图;
19.图3为图2中a处的局部放大图;
20.图4为本发明中打印箱的结构示意图;
21.图5为本发明中打印箱内部的结构示意图;
22.图6为本发明中打印箱内部的另一侧面的结构示意图;
23.图7为本发明中安装板对基板调平时的状态图;
24.图8为本发明中安装板的结构示意图;
25.图9为本发明中万向球的剖视图;
26.图10为本发明中安装板内部的结构示意图;
27.图11为本发明中滑动块内部的结构示意图;
28.图12为本发明中夹持抓取基板时的状态图;
29.图13为本发明中安装板翻转时的状态图。
30.图中:1、打印箱;2、真空箱;3、除尘箱;31、吸尘口;4、横移组件;5、推板;6、移动组件;7、激光烧结器;8、出粉口;9、落粉口一;10、落粉口二;11、透明板;12、安装板;121、滑轨;123、电磁板;124、圆球;125、半球套;126、制冷片;127、水袋;128、支撑板;129、弹簧;130、出尘孔;131、滑柱;132、连接柱;133、水泵;134、水箱;135、滚珠;136、相变材料;13、基板;14、丝杠一;15、电机一;16、滑动块;161、固定块;162、夹持块;163、气缸一;17、隔离板;171、气缸二;18、滑道一;19、滑道二;191、滑环;192、转动块;193、电机二;20、丝杠二;201、移动块;21、步进电机。
具体实施方式
31.本发明实施例提供一种3d打印基板自动取放装置,如图1-13所示,包括打印箱1、真空箱2、除尘箱3、横移组件4、推板5、移动组件6、基板13、激光烧结器7、气缸二171和电机一15,将真空箱2设置在打印箱1的一侧,并且打印箱1与真空箱2相通,如图4所示,同时在真空箱2与打印箱1的相通之处设置有与打印箱1竖直滑动连接的隔离板17,通过隔离板17板的滑动来阻断打印箱1和真空箱2的相通之处。将气缸二171设置在打印箱1内,并且气缸二171的输出端与隔离板17相连,从而通过气缸二171输出端的运动来驱动隔离板17上下运动,将打印箱1与真空箱2之间的相通之处打开或关闭。
32.在打印箱1内底部从左至右依次设置有落粉口一9、出粉口8、安装板12和落粉口二10,将横移组件4设置在打印箱1内上部,且推板5与横移组件4相连,通过横移组件4使得推板5在打印箱1内从左至右移,横移组件4可采用直线电机、导轨和气缸等运动部件组成,由于该种运动部件以属于现有技术,且被经常使用,因此不在此详细介绍。当出粉口8产出粉后,横移组件4带动推板5向右移动,将粉末平铺在安装板12上,同时将多余的粉末从落粉口二10中掉落,并且推板5移动至最右侧后再向左侧移动,使得安装板12上多余的粉末通过落粉口一9掉落,从而保证通过推板5将粉末平铺在安装板12上,将移动组件6设置在打印箱1内上部,且激光烧结器7与移动组件6相连,移动组件6可采用直线导轨之间的配合,也可采用双丝杠的配合,从而实现激光烧结器7通过移动机构实现在打印箱1内xy轴的移动,从而即可根据需求打印出相应的图案。在打印箱1内设置有竖向移动组件6,并且安装板12与竖向移动组件6相连,通过竖向移动机构带动安装板12向下移动,从而在打印完一层图案后,继续通过推板5在安装盘上铺一层粉末,然后通过激光烧结器7安装特定形状烧结,然后不断堆叠最终形成一个成型的零件。
33.如图8所示,在安装板12的两侧开设有沿安装板12长度方向的滑轨121,基板13可通过滑轨121滑入安装块中,从而实现将基板13可拆卸的安装在安装板12中。如图2所示,在真空箱2内沿真空箱2长度方向设置有丝杠一14,丝杠一14的一端与真空箱2枢接,丝杠一14的另一端与电机一15的输出端相连,从而通过电机一15输出端的转动带动丝杠一14转动。在丝杠一14上设置了与丝杠一14螺纹连接的滑动块16,从而通过丝杠一14的转动带动滑动
块16在丝杠一14上滑动,同时滑动块16上设置有夹持机构,即可通过夹持机构将未打印的基板13装入安装板12中,也可通过夹持机构将已经打印好的基板13从安装板12中取出,即无需人工从安装上将基板13取出,无需破坏打印箱1中的保护气体,仅需从真空箱2中取出打印好后的基板13即可,仅只需要对真空箱2进行抽真空即可,无需对打印箱1进行重新洗气,大大的提高了工作效率。在除尘箱3与打印箱1之间通过若干个吸尘口31相连,吸尘口31通过外部的抽气泵相连,将已经打印好后基板13上的粉末吸至除尘箱3中,从而进行二次回收利用。
34.若仅依靠吸尘口31对安装板12和基板13上的粉末进行清理,往往效率不高,且会导致基板13上残留较多的粉末。为有效解决基板13上粉末残留的问题,因此在打印箱1内设置有竖直的滑道二19,同时在滑道二19的底部设置有滑环191。在滑道二19的两侧对称设置有滑道一18,同时在安装板12靠近滑道二19的一侧设置有两个滑柱131和连接柱132,两个滑柱131分别滑动适配在两个滑道一18中,从而通过滑道一18和滑柱131来对安装板12进行限位的滑动,从而保证安装按照滑道一18的方向进行滑动。同时连接柱132穿过滑道二19枢接在竖向移动组件6上,即可通过竖向移动组件6带动安装板12上下移动。为了使安装板12进行一定翻转,使得安装板12和基板13上的粉末掉落被吸尘口31吸走,因此在两个滑道一18上均设置有与滑环191同心的弧形滑道,通过弧形滑道使得安装板12向吸尘箱转动,从而将安装板12和基板13上的粉末向吸尘口31处掉落。同时在滑环191内设置有转动机构,通知转动机构来带动安装板12进行一定的转动,其中转动机构包括转动块192和电机二193,将转动块192同心设置在滑环191内,并且转动块192为凹形,通过竖向移动组件6带动安装板12向下移动时,连接柱132卡入转动块192的凹槽中,并且电机二193的输出端与转动块192相连,从而通过电机带动转动块192转动。
35.当在基板13上打印完成后,竖向移动组件6通过连接柱132带动安装板12向下移动,下降至一定程度时,连接柱132卡入转动块192的凹槽中,两个滑柱131分别位于滑道一18与圆弧滑道交界处,通过电机二193驱转动块192进行一个转动,从而通过连接柱132带动安装板12进行一个转动,使得滑柱131进入弧形滑道中,即可使得安装板12吸尘口31处翻转,如图13所示。为了使安装板12和基板13上的粉末可以快速赶紧的掉落,可通过电机二193驱动安装板12进行一个反复的旋转,从而实现安装板12和基板13的反复旋转,将安装板12和基板13上的粉末抖落在吸尘口31上,并通过吸尘口31将粉末吸至除尘箱3内。如图7所示,在安装板12靠近除尘箱3的一侧沿安装块的长度方向开设有出尘孔130,由于安装板12向吸尘口31翻转,会使得一部分粉末堆积在安装板12靠近除尘箱3的一侧,因此可通过出尘口将该处的粉末从出尘口吸出。
36.如图6所示,竖向移动组件6包括丝杠二20、移动块201和步进电机21,丝杠二20竖直设置在打印箱1内,丝杠二20的一端与打印箱1枢接,丝杠二20的另一端与步进电机21的输出端相连,从而通过步进电机21输出端的转动带动丝杠二20进行转动。将移动块201螺纹连接在丝杠二20上,从而当丝杠二20转动时,可带动移动块201在丝杠二20上上下滑动。将连接柱132远离安装板12的一端枢接在移动块201上,从而在移动块201上下滑动时,也带动连接柱132和安装板12上下移动。
37.如图11所示,夹持机构包括了固定块161、夹持块162和气缸一163,将固定块161设置在滑动块16上,同时夹持块162竖直滑动连接在滑动块16上,并与固定块161相对应,因此
当夹持块162向上滑动时,固定块161与夹持块162之间距离减小将基板13夹持在固定块161与夹持块162之间。将气缸一163设置在滑动块16内,同时气缸一163的输出端与夹持块162相连,通过气缸一163输出端的运动,带动夹持块162靠近和远离固定块161,实现对基板13的夹持和放松。
38.由于激光烧结器7对一层粉末烧结后,厚度是一致的,若安装板12上的基板13未调平这就会导致,第一层烧结的厚度是不均匀的,从而导致零件的整体质量下降,因而需要在安装板12内设置调平机构,通过调平机构来自动对安装板12内基板13进行调平。如图7和图8所示,调平机构包括固定组件、两块支撑板128、若干个水袋127和充水机构,将两块支撑板128分别设置在两个滑轨121中,同时支撑板128的底部与安装板12之间通过弹簧129相连,即可通过弹簧129的弹力使得支撑板128向上弹起。同时将若干个水袋127沿滑轨121的长度方向设置在滑轨121的底部,并且充水机构与水袋127相连,用于对水袋127充水,通过夹持机构,将基板13插入支撑板128与水袋127之间,通过充水机构对水袋127充水,使得每个水袋127膨胀的一样大,即基板13与滑轨121之间的距离通过水袋127得以确定。将固定组件设置在安装块内,通过固定组件对已经调节好的基板13加以固定。
39.如图8和图9所示,固定组件包括电磁板123和万向球,其中万向球设置在安装板12内底部,并与安装板12固定连接。并且万向球的输出端与电磁板123相连,使得电磁板123可以向各个方向转动,通过电磁板123与基板13底部相吸引,将基板13吸附在电磁板123上,从而使得基板13跟随着电磁板123转动。其中万向球包括圆球124和半球套125,将半球套125设置在安装板12内的底部,并与安装板12相固定。将圆球124适配在半球套125内,同时在圆球124与半球套125之间填充有滚珠135,使得圆球124可在半球套125内各个方向转动,同时与圆球124的上部与电磁板123的底部相连,从而圆球124与在向各个方向转动时,也可带动电磁板123向各个方向转动。为了使圆球124在调平后不在向各个方向运动,在滚珠135之间填充有相变材料136,在本实施例中相变材料136是熔点为30℃的镓和金,因此在正常温度是镓和金处于液态,并且在半球套125外设置有制冷片126,当基板13调平后可通过制冷片126,使得滚珠135和圆球124之前相互固定,从而实现对圆球124和基板13相互固定。
40.如图10所示,充水机构包括了水箱134和水泵133,将水箱134设置在安装块内,同时水泵133的一端与水箱134相连,另一端与若干个水袋127相连,即可通过水泵133将水箱134中水输送至各个水袋127内,将水袋127充满。在调平完成后水袋127中的水也可通过水泵133流入水箱134中,为了下次调平做好准备。
41.工作原理:当3d打印基板13自动取放装置使用时,将需要打印的基板13从真空箱2中装入夹持机构中,将真空箱2抽空,并对打印箱1中充满保护气体,使得外部的空气无法进入打印箱1和真空箱2中。将隔离板17打开,通过电机一15带动滑滑动块16和夹持机构向安装板12运动,将基板13装入安装板12中,如图12所示。将隔离板17关闭,使得真空箱2和打印箱1隔断,通过安装板12内的调平机构对基板13进行调平后,并进行固定,打印即可开始。打印完成后,安装板12下降至吸尘口31处,通过吸尘口31将安装板12和基板13上的粉末吸至除尘箱3内,然后打开隔离板17,使得真空箱2与打印箱1再次相通,通过夹持机构将打印完成后的基板13从安装板12中夹持至真空箱2中,用户仅需打开真空箱2取出基板13即可。则打印箱1中始终无法与外部空气相接触,使得打印箱1中始终只存在保护气体,真空箱2内仅需抽空即可,用户即无需对打印箱1进行大量洗气,保证了打印箱1的安全,也提高了打印的
效率。
42.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。