1.本发明属于芯棒类产品热处理技术领域,具体地说,尤其涉及一种芯棒类产品热处理加工用装置及工艺。
背景技术:
2.在无缝钢管的轧制过程中,芯棒是轧管机上的重要工具,除了要求用高强度和高耐磨的材质制作外,还要求很高的表面质量。普通芯棒可以在箱式炉或井式电阻炉中进行热处理,部分需要进行局部热处理,局部热处理是指仅部分区域进行热处理,其它部位不进行热处理。现有的局部热处理通常采用热电阻丝加热,由于热电阻丝通常平行设置于芯棒两侧,而芯棒则沿沿弧形布置,极易造成热电阻丝与芯棒之间间距不一,进而造成加热程度不均的问题,同时芯棒运转机构通常因尺寸固定,无法适用于不同结构的芯棒类产品。
技术实现要素:
3.本发明的目的是针对现有技术存在的不足,提供了一种产品处理效率高、加热稳定性佳、适用性广、局部热处理品质高的芯棒类产品热处理加工用装置及工艺。
4.为了实现上述技术目的,本发明的芯棒类产品热处理加工用装置及工艺采用的技术方案为:
5.一种芯棒类产品热处理加工用装置,包括带动芯棒转动的转动机构,所述转动机构一侧设有输送芯棒的振动盘输送道,另一侧设有置于转动机构下部的加热线圈,所述加热线圈贴合于所述转动机构边缘,所述加热线圈侧部设有置于转动机构下方的脱料机构;
6.所述转动机构包括主轴支撑座,所述主轴支撑座内插设有联动杆,所述联动杆上部经螺栓连接转动盘,底部伸出主轴支撑座后经螺栓连接转动齿轮,所述转动盘沿外部圆周方向均设有多个用于承接芯棒的凹槽,所述凹槽内点焊有数支测温热电偶a,所述热电偶a线汇聚于主轴支撑座后经热电偶a延长线与加热电源相连接,所述转动齿轮啮合有电机齿轮;
7.所述加热线圈内圈点焊有数支测温热电偶b,所述热电偶b线沿所述加热线圈引出经热电偶b延长线接入加热电源,所述加热线圈由柔性水冷电缆构成,其水路与冷水机相连接,电路与加热电源相连接;
8.所述脱料机构包括置于转动盘下方的楔形块以及置于楔形块端部的容置盒,所述楔形块高径端紧邻转动盘底部,所述楔形块前后端的端部高度之差大于所述转动盘的厚度。
9.优选的,所述测温热电偶a在单个凹槽内至少布置3支,分别在凹槽槽底以及凹槽两侧槽壁。
10.优选的,所述测温热电偶b在加热线圈下部至少布置4支,分别在加热线圈前端、后端、左端以及右端。
11.优选的,所述加热线圈包括容纳芯棒开始加热的前端和结束局部加热的末端,加
热线圈前端和末端之间的弧长与所需加热芯棒的直径之和一致。
12.优选的,所述加热线圈宽度与所述凹槽深度一致。
13.一种芯棒类产品热处理加工工艺,包括以下步骤:
14.(1)芯棒类产品经振动盘输送道输送至转动盘盘面的凹槽内,芯棒随转动盘转动至加热线圈处;
15.(2)加热电源向柔性水冷电缆中输入高频交流电,使加热线圈对芯棒进行加热;
16.(3)通过测温热电偶a和测温热电偶b分别对芯棒顶部和加热部进行温度监控,设定在升温、保温和降温过程中芯棒顶部和加热部径向温差为t,当芯棒顶部和加热部实际温差超过t时,降低加热线圈输出功率,当芯棒顶部和加热部实际温差未超过t时,加热线圈持续输出功率,对芯棒进行升温加热,直至完成局部热处理;
17.(4)芯棒完成局部热处理后,由转动盘带动继续转动,待转动至楔形块处,由于楔形块前后高度不一,故将芯棒顶出凹槽,随后芯棒受风力作用依次落入容置盒内。
18.与现有技术相比,本发明的有益效果是:
19.1、本发明利用转动机构将芯棒类产品依次转动至加热线圈处进行局部热处理,使多个芯棒同时得到处理,提高芯棒类产品处理效率;
20.2、本发明将常规平行式加热线修整为贴合芯棒两端的弧状加热圈,保证芯棒两端受热均匀一致,增强加热线圈的热稳定性,提高产品局部热处理效果;
21.3、本发明在转动机构中将转动盘与主轴支撑座螺栓连接,便于更换不同规格的转动盘,从而适用于不同规格的芯棒类产品;
22.4、本发明利用热电偶准确监测芯棒各部位温度,根据温度变化实时调整电路输入功率,增大能量利用率,减少局部热处理的工艺准备时间,并通过设置热电偶a和热电偶b的位置,实现芯棒径向温区的均匀性,从而保证芯棒的局部热处理品质。
附图说明
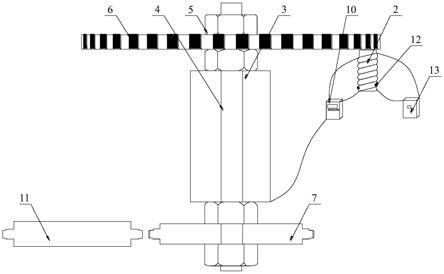
23.图1是本发明实施例一的结构示意图;
24.图2是本发明实施例一的俯视图;
25.图3是本发明实施例一中脱料机构的结构示意图;
26.图4是本发明实施例二的结构示意图。
27.图中:1.振动盘输送道;2.加热线圈;3.主轴支撑座;4.联动杆;5.螺栓;6.转动盘;7.转动齿轮;8.凹槽;9.热电偶a;10.加热电源;11.电机齿轮;12.热电偶b;13.冷水机;14.楔形块;15.容置盒。
具体实施方式
28.下面结合附图和具体实施方式,对发明进一步说明:
29.实施例一
30.如图1-图3所示,一种芯棒类产品热处理加工用装置,包括带动芯棒转动的转动机构,所述转动机构一侧设有输送芯棒的振动盘输送道1,另一侧设有置于转动机构下部的加热线圈2,所述加热线圈2贴合于所述转动机构边缘,所述加热线圈2侧部设有置于转动机构下方的脱料机构;
31.所述转动机构包括主轴支撑座3,所述主轴支撑座3内插设有联动杆4,所述联动杆4上部经螺栓5连接转动盘6,底部伸出主轴支撑座3后经螺栓5连接转动齿轮7,所述转动盘6沿外部圆周方向均设有多个用于承接芯棒的凹槽8,所述凹槽8内点焊有数支测温热电偶a9,所述热电偶a9线汇聚于主轴支撑座3后经热电偶a9延长线与加热电源10相连接,所述转动齿轮7啮合有电机齿轮11;
32.所述加热线圈2内圈点焊有数支测温热电偶b12,所述热电偶b12线沿所述加热线圈2引出经热电偶b12延长线接入加热电源10,所述加热线圈2由柔性水冷电缆构成,其水路与冷水机13相连接,电路与加热电源10相连接;
33.所述脱料机构包括置于转动盘6下方的楔形块14以及置于楔形块14端部的容置盒15,所述楔形块14高径端紧邻转动盘6底部,所述楔形块14前后端的端部高度之差大于所述转动盘6的厚度。
34.本实施例中利用电机齿轮11带动转动齿轮7转动,由于联动杆4经主轴支撑座3与转动齿轮7相连接,故随着转动齿轮7的转动,联动杆4带动其顶部的转动盘6转动,使转动盘6外周的凹槽8准确衔接振动盘输送道1,振动盘输送道1表面的芯棒类产品准确进入凹槽8内,从而实现芯棒类产品的有序输送;利用加热线圈2对芯棒类产品进行局部热处理,由于加热线圈2前后端呈圆弧状贴合凹槽8内芯棒,故加热线圈2与芯棒前后间距一致,从而保证芯棒前后受热温度的一致,保证加热的稳定性;通过测温热电偶a9监测芯棒上部,测温热电偶b12监测芯棒下部热处理区,准确分析两者之间的实际温差是否超过径向温度t,若未超过则加热电源10持续输入功率,加热线圈2进行升温,如此反复,直至完成芯棒的热处理;待芯棒局部热处理结束后,利用楔形块14的结构,高端面抵触芯棒底部,令芯棒伸出凹槽8的部分大于芯棒自身高度的1/2,便于芯棒被高速风力吹落至容置盒15内。其中,t值为15℃~20℃。
35.所述测温热电偶a9在单个凹槽8内至少布置3支,分别在凹槽8槽底以及凹槽8两侧槽壁,所述测温热电偶b12在加热线圈2下部至少布置4支,分别在加热线圈2前端、后端、左端以及右端。将测温热电偶a9至少布置为3支,利用3个定位点对芯棒顶部进行均一监测,测温热电偶b12至少布置为4支,利用4个定位点对芯棒下部加热区均一监测,从而保证温度监测的准确性。
36.所述加热线圈2包括容纳芯棒开始加热的前端和结束局部加热的末端,加热线圈2前端和末端之间的弧长与所需加热芯棒的直径之和一致。根据单次需局部热处理芯棒总个数,确定加热线圈2长度,实现加热线圈2的充分利用,同时避免加热线圈2范围过大,造成热损失的问题。
37.所述加热线圈2宽度与所述凹槽8深度一致。通过设置加热线圈2的宽度,使加热线圈2紧密贴合芯棒外周,保证加热线圈2的加热效果。
38.一种芯棒类产品热处理加工工艺,包括以下步骤:
39.(1)芯棒类产品经振动盘输送道输送至转动盘盘面的凹槽内,芯棒随转动盘转动至加热线圈处;
40.(2)加热电源向柔性水冷电缆中输入高频交流电,使加热线圈对芯棒进行加热;
41.(3)通过测温热电偶a和测温热电偶b分别对芯棒顶部和加热部进行温度监控,设定在升温、保温和降温过程中芯棒顶部和加热部径向温差为t,当芯棒顶部和加热部实际温
差超过t时,降低加热线圈输出功率,当芯棒顶部和加热部实际温差未超过t时,加热线圈持续输出功率,对芯棒进行升温加热,直至完成局部热处理;
42.(4)芯棒完成局部热处理后,由转动盘带动继续转动,待转动至楔形块处,由于楔形块前后高度不一,故楔形块的高部将芯棒顶出凹槽,随后芯棒受风力作用依次落入容置盒内。
43.实施例二
44.如图4所示,一种芯棒类产品热处理加工用装置,包括带动芯棒转动的转动机构,所述转动机构一侧设有输送芯棒的振动盘输送道1,另一侧设有置于转动机构下部的加热线圈2,所述加热线圈2贴合于所述转动机构边缘,所述加热线圈2侧部设有置于转动机构下方的脱料机构;
45.所述转动机构包括主轴支撑座3,所述主轴支撑座3内插设有联动杆4,所述联动杆4上部经螺栓5连接转动盘6,底部伸出主轴支撑座3后经螺栓5连接转动齿轮7,所述转动盘6沿外部圆周方向均设有多个用于承接芯棒的凹槽8,所述转动齿轮7啮合有电机齿轮11;
46.所述加热线圈2包括容纳芯棒开始加热的前端和结束局部加热的末端,加热线圈2前端和末端之间的弧长与所需加热芯棒的直径之和一致,所述加热线圈2宽度与所述凹槽8深度一致,所述加热线圈2延长线接入加热电源10;
47.所述脱料机构包括置于转动盘6下方的楔形块14以及置于楔形块14端部的容置盒15,所述楔形块14高径端紧邻转动盘6底部,所述楔形块14前后端的端部高度之差大于所述转动盘6的厚度。
48.一种芯棒类产品热处理加工工艺,包括以下步骤:
49.(1)芯棒类产品经振动盘输送道输送至转动盘盘面的凹槽内,芯棒随转动盘转动至加热线圈处;
50.(2)加热电源向加热线圈输入高频交流电,使加热线圈对芯棒进行加热,直至完成芯棒的局部热处理;
51.(3)芯棒完成局部热处理后,由转动盘带动继续转动,待转动至楔形块处,由于楔形块前后高度不一,故楔形块的高部将芯棒顶出凹槽,随后芯棒受风力作用依次落入容置盒内。
52.本实施例中利用加热线圈对芯棒直接进行加热,提高加热速率,同时加热线圈为环绕芯棒呈弧形状对称,加热线圈与芯棒前后间距一致,令热量均匀辐射至芯棒表面,保证了加热线圈的稳定性。
53.综上,仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围的形状、构造、特征及精神所为的均等变化与修饰,均应包括于本发明的权利要求范围内。