1.本发明属于金属材料领域,具体涉及一种耐磨堆焊用镍基合金材料。
背景技术:
2.机械工具的工作状态要十分稳定可靠,一旦发生异常失效或早期失效,将带来重大的经济损失甚至严重的安全事故,然而,恶劣工作环境下的机械工具通常承受的磨损非常严重,承受的冲击和振动更是加剧磨损,在钻井工程中、采矿工程中、建筑工程和地质工程,钻具产品需要进行耐磨增强或耐磨保护的部位越来越多,对耐磨性能的要求也越来越高。
3.为了使机械工具在设计寿命内有效运行,研究人员陆续开发出重熔强化、火焰堆焊强化、热喷涂强化、等离子转移弧堆焊(简称pta堆焊)强化等强化工艺,防止需强化保护的部位发生提前失效。其中,pta堆焊由于具有自动化程度高、堆焊层均匀性与一致性好、可获得的堆焊层厚度大及厚度简单可调等多种优势,目前已经成为一种比较成熟的焊接工艺方法,具有良好的应用前景。
4.目前,常用的增强手段是加入碳化钨类硬质相的等离子粉末到体系堆焊材料中,且都是以镍基合金作为粘结相,其耐磨相(也称为硬质相)主要是以各种形式的碳化钨、铸造碳化钨颗粒为主,也有混合使用铸造碳化钨与烧结碳化钨颗粒的,只是镍基合金中加入烧结碳化钨颗粒后,由于镍与钴的相容性不好其焊接工艺性会变差,所以在镍基合金中加入烧结碳化钨颗粒的加入量和应用场合是受到严格控制的。
5.镍基等离子粉末堆焊材料的主要问题是作为粘结相的镍基合金本身的强度较低、耐磨性较差。粘结相对耐磨相的夹持力不高;耐磨性低则在磨损条件下粘结相很容易先被磨掉,从而失去对耐磨相的支持作用,导致一部分耐磨相发生早期剥落,宏观上表现为堆焊层的耐磨损能力不足。
6.另外一方面,在pta堆焊工艺中,在堆焊层的表面,碳化钨的分解严重,并且存在明显的气孔。在堆焊层的表层,合金粉末中的碳化钨受到等离子弧的热辐射,加剧了碳化钨的分解,另外等离子弧周围的空气被高温热源电离出氢气和氧气,易溶解到堆焊合金熔池中,当最表面的堆焊层合金凝固时,气体溶解度的降低促使了气孔的生成。
技术实现要素:
7.本发明的目的是针对现有技术中堆焊镍基合金材料应用过程中产生气孔和裂纹而导致耐磨性差的问题,提供了一种新型无钨耐磨堆焊用镍基合金材料及其制备方法。
8.为实现上述目的,本发明解决其技术问题所采用的技术方案是:
9.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
10.c:0.05%-0.15%、si<0.5%、mn<0.5%、cr:20%-24%、s<0.01%、p<0.01%、mo:8%-10%、co:10%-15%、fe<3.0%、al:0.8%-1.5%、ti<0.6%、cu<0.5%、ni余量。
11.作为优选,所述s与p总量不超过0.01%。
12.作为优选,所述cr与mo重量比为2-2.5:1。
13.作为优选,所述c与cr、mo总量的重量比为0.00375。
14.作为优选,所述fe的含量不低于1.5%。
15.作为优选,所述mn的含量不低于0.35%。
16.作为优选,所述al、ti、cu的总量为不低于1.2%。
17.一种耐磨堆焊用镍基合金材料的制备方法:将粉末原料置于200℃的烘箱中烘烤1h,并充分研磨,使其混合均匀,密封,得到耐磨堆焊用镍基合金材料粉末。
18.一种耐磨堆焊用镍基合金材料的应用方法:将母材经过300℃退火2h处理后,以耐磨堆焊用镍基合金材料粉末作为原料,采用等离子转移弧堆焊工艺进行堆焊:具体工作条件为:堆焊电流100a、焊接速度40mm
·
min-1
、送粉速度25g
·
min-1
、摆动幅度15mm、中心偏移0.5mm、离子气3.0l
·
min-1
、送粉气3.0l
·
min-1
、保护气18.0l
·
min-1
。
19.本发明具有如下的有益效果:
20.(1)本发明提供了一种耐磨堆焊用镍基合金材料,以ni为基体,其中c、cr、mo、co元素尤为重要。cr、mo、co的加入主要是达到固溶强化作用,增强其抗高温氧化能力和热强性。过量的cr、mo、co又能与c生成碳化物,碳化铬、碳化钴等硬质相弥散分布在固溶强化的基体中,提高硬度,增强耐磨损性,特别是mo的碳化物弥散固溶强化作用显著。由于mo有抑制碳化物聚合的作用,可达到微细化均匀化分布,使合金组织稳定,高温硬度的均衡作用,因此cr、mo、c的加入及其用量对合金性能影响很大。
21.(2)本发明提供了一种耐磨堆焊用镍基合金材料,使用mo,未使用w成分。w和mo均为热强元素,但是w的碳化物粗大,分布不均匀,易造成涂层硬度不均,而mo的碳化物微细且弥散分布,涂层硬度值十分均匀,可提高耐磨性能。
22.(3)本发明提供了一种耐磨堆焊用镍基合金材料,si的加入可改善合金的自溶性和润湿性,保证本发明镍基合金粉末焊层致密无气孔夹渣等缺陷。ti、cr与硬质合金颗粒润湿良好,结合紧密,会在基体金属和硬质合金之间会形成一个过渡层,改善了其界面相容性。mn、cu可降低体系熔点,提高流动性,脱氧同时与铜反应提高其强度、耐蚀性等性能。
具体实施方式:
23.以下结合实施例对本发明进行详细说明。但应理解,以下实施例仅是对本发明实施方式的举例说明,而非是对本发明的范围限定。
24.以下实施例中所用母材为厚度10mm的45碳钢板,表面经过打磨并用丙酮清洗去除油污,杂质。
25.实施例1
26.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
27.成分csimncrspmocofealticuni重量/%0.1170.480.48220.0050.0039.17152.851.50.560.45余量
28.实施例2
29.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
30.成分csimncrspmocofealticuni重量/%0.1060.480.48200.0050.0038.33152.851.50.560.45余量
31.实施例3
32.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
33.成分csimncrspmocofealticuni重量/%0.1280.480.48240.0050.00310152.851.50.560.45余量
34.实施例4
35.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
36.成分csimncrspmocofealticuni重量/%0.1160.480.48220.0050.0038.8152.851.50.560.45余量
37.实施例5
38.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
39.成分csimncrspmocofealticuni重量/%0.1200.480.48220.0050.00310152.851.50.560.45余量
40.实施例6
41.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
42.成分csimncrspmocofealticuni重量/%0.1130.480.48200.0050.00310152.851.50.560.45余量
43.实施例7
44.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
45.成分csimncrspmocofealticuni重量/%0.1170.050.48220.0050.0039.17152.851.50.560.45余量
46.实施例8
47.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
48.成分csimncrspmocofealticuni重量/%0.1170.480.35220.0050.0039.17152.851.50.560.45余量
49.实施例9
50.一种耐磨堆焊用镍基合金材料,包括以下重量份数的粉末原料:
51.成分csimncrspmocofealticuni重量/%0.1170.480.48220.0050.0039.17101.50.80.20.2余量
52.上述实施例1-9采用如下的制备方法:将上述粉末原料置于200℃的烘箱中烘烤1h,并充分研磨,使其混合均匀,密封,得到耐磨堆焊用镍基合金材料粉末。
53.上述实施例1-9所述的一种耐磨堆焊用镍基合金材料的应用方法:将母材经过300℃退火2h处理后,以耐磨堆焊用镍基合金材料粉末作为原料,采用等离子转移弧堆焊工艺进行堆焊:具体工作条件为:堆焊电流100a、焊接速度40mm
·
min-1
、送粉速度25g
·
min-1
、摆动幅度15mm、中心偏移0.5mm、离子气3.0l
·
min-1
、送粉气3.0l
·
min-1
、保护气18.0l
·
min-1
,堆焊厚度4mm。
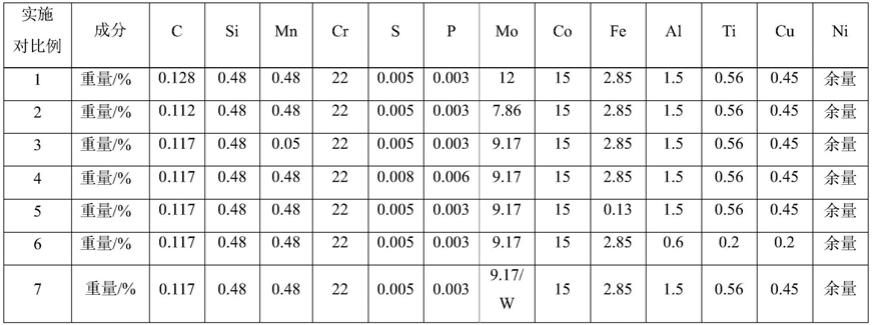
54.实施对比例1-7均与实施例1对比:
55.一种耐磨堆焊用镍基合金材料,包括以下重量份数的原料:
[0056][0057]
其中,实施对比例7中,以w代替mo,其他组分与实施例1相同。
[0058]
上述实施对比例1-7均采用如下的制备方法,将上述粉末原料置于200℃的烘箱中烘烤1h,并充分研磨,使其混合均匀,密封,得到耐磨堆焊用镍基合金材料粉末。
[0059]
上述实施例1-7所述的一种耐磨堆焊用镍基合金材料的应用方法:将母材经过300℃退火2h处理后,以耐磨堆焊用镍基合金材料粉末作为原料,采用等离子转移弧堆焊工艺进行堆焊:具体工作条件为:堆焊电流100a、焊接速度40mm
·
min-1
、送粉速度25g
·
min-1
、摆动幅度15mm、中心偏移0.5mm、离子气3.0l
·
min-1
、送粉气3.0l
·
min-1
、保护气18.0l
·
min-1
,堆焊厚度4mm。
[0060]
分别测定本发明实施例1-9、实施对比例1-7制备的耐磨堆焊用镍基合金材料的物理性能,结果如表1所示。
[0061]
表1 各实施例物理测试性能
[0062][0063]
首先,从表1中可以看出,本发明的耐磨堆焊用镍基合金材料堆焊层可成形致密且均匀,基体与涂层结含优良,无开裂与气孔等缺陷;
[0064]
第二,本发明的耐磨堆焊用镍基合金材料极其应用方法体现在力学性能上(包括硬度、耐磨性)具有明显优势;而使用w代替mo,会存在碳化钨结构在高温下的分解,导致生成大量气孔,存在缺陷,影响耐磨性能。
[0065]
其中测试方法如下:
[0066]
(1)显微组织分析:采用饱和草酸溶液进行电解腐蚀试样;采用mef-3型金相显微镜观察微观组织,检测堆焊层显微组织、成分分布和磨痕形貌。显微组织表示方法分别以1-4级表示。4:堆焊层成形致密且均匀,基体与涂层结含优良,无开裂与气孔等缺陷;3:堆焊层
成形致密,基体与涂层结含一般,无开裂与气孔等缺陷;2:堆焊层成形致密,基体与涂层结含一般,无开裂、存在少许气孔等缺陷;1:堆焊层成形疏松不均,基体与涂层存在开裂与大量气孔等缺陷。
[0067]
(2)维氏硬度:采用dhv-1000型显微维氏硬度计对堆焊层截面的显微硬度进行了测量,载荷为200g,保压时间设为12s。
[0068]
(3)摩擦因数:在室温下采用薄膜轮廓仪和摩擦磨损仪检测堆焊层的摩擦因数。对磨材料为al2o3磨球,对磨直径为7mm,试验力为20n,转速300r/min,时间0.5h。
[0069]
(4)磨损量:摩擦磨损实验在环块式mms-2a微机控制摩擦磨损试验机进行。磨损实验在室温下进行,载荷为100n,转速为90r/min,磨损时间90min。磨损接触表面采用200#、600#、800#、1200#砂纸打磨,之后浸泡在丙酮溶液中超声清洗20min,彻底烘干、冷却后称重。磨损实验结束后,再将摩擦副进行清洗、烘干、称重。
[0070]
(5)堆焊层缺陷检测:利用着色渗透剂对堆焊层进行裂纹检测。检测方法:第一步,用钢丝刷清除堆焊层上粘着的粉末,并用酒精清洗;第二步,将着色剂dpt-5渗透剂喷涂在试件表面的堆焊层;第三步,等待10min后,用酒精将堆焊层表面的渗透剂冲洗干净;第四步,把显影剂喷涂在堆焊层表面;第五步,观察。注意,显影剂在喷涂是要控制喷剂量,不能喷太后,且要喷的均匀。之后,观察堆焊层表面出现红色渗透剂痕迹的地方,该地方即为堆焊层能存在裂纹的地方。堆焊层缺陷检测表示方法:有缺陷为ng;无缺陷为ok。
[0071]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。