在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法
技术领域
1.本发明属于金属真空热处理领域,具体涉及一种在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法。
背景技术:
2.涡轮叶片是航空发动机的重要热端部件,但却因其表面的氧化腐蚀问题缩短了叶片的使用寿命,为提高零件的抗氧化腐蚀能力,往往在零件表面制备防护涂层。目前大多数的发动机多为镍基高温合金叶片,表面多采用固体、气体法制备渗铝防护层,或者采用扩散型渗铝硅法制备铝硅防护层,因为定向叶片能够提高叶片的使用性能,是未来发动机涡轮叶片的发展方向之一。dz125l合金叶片采用扩散型渗铝硅法是在料浆涂敷完成之后采用氩气保护炉进行热处理,受设备限制,热处理的工艺温度低且存在渗层偏薄现象,热处理完成后叶片表面需要清理及高温扩散,同时叶片表面容易会因设备问题产生氧化,从而影响渗层的防护性能。
技术实现要素:
3.本发明提供一种在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法,操作简单、成本低廉、后续无需清理及高温扩散,而且制备的渗层均匀,渗层厚度较厚,表面质量良好,能够显著改善dz125l合金抗氧化和抗腐蚀能力。
4.本发明的技术方案如下:
5.在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法,将硅粉和铝粉按质量比1:1制成渗剂,按照每200-220g渗剂加350ml粘结剂的比例,混合搅拌均匀后,制成铝硅料浆;将铝硅料浆喷涂于dz125l合金叶片表面,烘干,装真空炉热处理;热处理工艺为:真空工作压强为0.13~0.665pa,升温至950
±
10℃,保温时间为70~80min,再升温至1000
±
10℃,保持时间为140~150min,保温结束后以10~15℃/min的速度冷却至500~650℃,然后充入氩气0.2mpa冷却至80℃以下,出炉。
6.进一步地,所述的在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法,所述粘结剂的制备包括如下步骤:聚乙烯醇、水按体积比2:9混合,搅拌均匀后,制成聚乙烯醇水溶液;添加乙醇溶液稀释,制成粘结剂;乙醇溶液体积与聚乙烯醇水溶液体积比为1:1。
7.本发明的有益效果为:本发明在真空炉内金相处理,零件表面光洁、无氧化、渗层厚度整齐;本发明提高了渗层厚度,减缓了渗层在使用过程中的退化速度,从而提高了dz125l合金叶片的高温抗氧化及热腐蚀的防护能力,延长叶片的使用时间。
附图说明
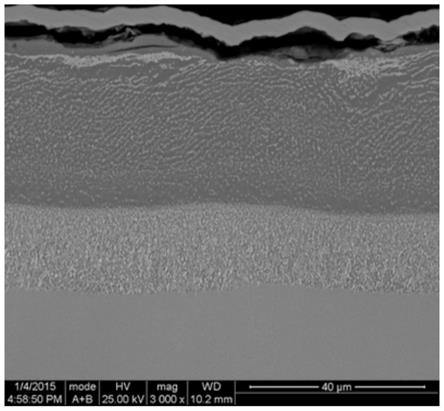
8.图1为dz125l合金叶片渗层的截面形貌;
9.图2为dz125l合金叶片渗层的xrd图谱。
具体实施方式
10.在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法,包括如下步骤:
11.步骤一:零件准备
12.在喷砂设备上用刚玉砂对dz125l合金叶片表面进行清理,然后用脱脂棉蘸酒精或丙酮擦拭待渗表面;
13.步骤二:铝硅料浆配制
14.将硅粉和铝粉按质量比1:1制成渗剂;聚乙烯醇、水按体积比2:9混合,搅拌均匀后,制成聚乙烯醇水溶液;添加乙醇溶液稀释,制成粘结剂;乙醇溶液体积与聚乙烯醇水溶液体积比为1:1;每220g渗剂加350ml粘结剂混合搅拌均匀后,制成铝硅料浆;
15.步骤三:料浆涂覆
16.将铝硅料浆喷涂于dz125l合金叶片待渗表面;
17.步骤四:烘干
18.叶片涂敷完成后在烘箱内进行烘干;
19.步骤五:装炉热处理
20.叶片装入真空炉中,真空工作压强为0.13~0.665pa,升温至950℃,保温时间为80min,再升温至1000℃,保持时间为150min,保温结束后以10~15℃/min的速度冷却至550℃,然后充入氩气0.2mpa冷却至80℃以下,出炉;
21.步骤六:检验
22.检查叶片渗层厚度,如图1所示,渗铝硅层分两层,外层al含量较高(约23wt%),厚度约为31μm,内层al含量相对低一些(约11wt%),厚度约为18μm,外、内层si含量均约为7.0wt%;合金中一些富ta、ti的相(合金中的白亮相)也进入到渗层中,说明渗层是内扩散法制备的;如图2所示,经xrd分析表明渗层主要由β-nial组成、ni及ni
16
ti6si7相组成,根据渗层中的化学成分分析,外表面能够显著提高基体的抗氧化和抗腐蚀性能。
技术特征:
1.在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法,其特征在于,将硅粉和铝粉按质量比1:1制成渗剂,按照每200-220g渗剂加350ml粘结剂的比例,混合搅拌均匀后,制成铝硅料浆;将铝硅料浆喷涂于dz125l合金叶片表面,烘干,装真空炉热处理;热处理工艺为:真空工作压强为0.13~0.665pa,升温至950
±
10℃,保温时间为70~80min,再升温至1000
±
10℃,保持时间为140~150min,保温结束后以10~15℃/min的速度冷却至500~650℃,然后充入氩气0.2mpa冷却至80℃以下,出炉。2.根据权利要求1所述的在dz125l合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法,其特征在于,所述粘结剂的制备包括如下步骤:聚乙烯醇、水按体积比2:9混合,搅拌均匀后,制成聚乙烯醇水溶液;添加乙醇溶液稀释,制成粘结剂;乙醇溶液体积与聚乙烯醇水溶液体积比为1:1。
技术总结
本发明属于金属真空热处理领域,具体涉及一种在DZ125L合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法。技术方案如下:将硅粉和铝粉按质量比1:1制成渗剂,按照每200-220g渗剂加350ml粘结剂的比例,混合搅拌均匀后,制成铝硅料浆;将铝硅料浆喷涂于DZ125L合金叶片表面,烘干,装真空炉热处理;热处理工艺为:真空工作压强为0.13~0.665Pa,升温至950
技术研发人员:王蔓 王蕊 施国梅 王哲 张凡云
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:2021.10.21
技术公布日:2022/1/28