1.本发明属于印刷电路板加工技术领域,更具体地,涉及一种用于抛光装置及应用其的金手指表面抛光方法。
背景技术:
2.金手指一般指印刷电路板表面众多排列成手指状的金黄色导电触片,其一般在电子器件如内存条、显卡、存储卡的pcb插头中用于信号传输。金手指表面一般为金属镀层,如镀金层或者镀铜层,其抗氧化性极强,可以保护内部的电路不受腐蚀,而且不会造成信号损失,目前为了降低成本,也有在金手指表面镀上铜锌合金等,但抗氧化性略差。
3.由于金手指相邻两个导电触片之间的间隙比较小,生产中发现,在表面贴装(smt)工艺过程中,会有金属屑或其他的异物残留在相邻两个导电触片的间隙中,对金手指造成污染,进而影响金手指的耐磨性以及增大接触电阻,从而造成电子器件的接触不良或短路等情况发生;另外,导电触片表面的金属镀层同样会有产生氧化的概率,金属镀层氧化后会造成电子器件间接触不良;一般情况下,生产过程中金手指被污染后只能报废处理,这样会大大增加降低电子器件的良品率,浪费生产原料,增加了生产成本;现有的方案中,会采用水洗或者油洗的方式对金手指表面进行处理,如中国专利cn203109769u公开的的一种全自动电路板打磨清洗系统,若用于金手指的打磨,由于金手指本身为金属材料,接触到水或者油液之后,即使清洗后进行吹干,也会增加金手指的锈蚀概率,进而影响电子器件的使用;且在打磨清洗后,只能依靠人工判别电路板是否合格,其效率低,误判率高。
技术实现要素:
4.本发明为克服上述现有技术中的至少一个缺陷,提供一种用于抛光装置及应用其的金手指表面抛光方法,其在生产过程中对金手指进行处理,提高其良品率,同时避免了采用液体处理而造成的锈蚀风险。
5.为解决上述技术问题,本发明采用的技术方案是:
6.提供一种抛光装置,包括机架以及均设置于机架上用于夹持工件的若干夹持组件、用于对工件进行抛光的干式抛光装置以及控制装置,干式抛光装置位于夹持组件的上方,干式抛光装置包括抛光组件以及与抛光组件连接的第一驱动组件,抛光组件底面设置有柔性抛光层,第一驱动组件与控制装置电连接,第一驱动组件带动抛光组件及柔性抛光层相对工件运动。
7.本方案中通过柔性抛光层与工件之间的相对摩擦,去除工件表面的氧化层以及异物等,从而避免采用液体对工件的处理造成的锈蚀风险;在打磨时,由于柔性抛光层具有柔软特性,在与工件表面摩擦时,其会发生适应性形变,从而可以对工件表面实现更大范围的接触,提高抛光效果,且不会对工件造成过多不必要的损伤;另外,可通过检测装置对工件进行检测,以判断工件是否合格,避免了目视检测所造成的误判,提高良品率;同时,控制装置对整个装置进行控制以产线自动化,提高整体效率。
8.优选地,上述的抛光组件包括抛光盘以及设于抛光盘内部的磁体,抛光盘与第一驱动组件相连,柔性抛光层包括磁性颗粒与磨料,磁性颗粒将磨料夹持并吸附于抛光盘底面。
9.作为另一种优选的方案,上述的抛光组件包括抛光盘,柔性抛光层包括橡皮,橡皮固定设置于抛光盘底部。
10.优选地,上述的机架上设置有用于调节抛光盘底面与夹持组件的夹持面之间距离的高度调节机构。
11.优选地,上述的高度调节机构包括移动平台、与移动平台连接并带动其上下运动第二驱动组件,第二驱动组件安装在机架上,第一驱动组件安装在移动平台上。
12.优选地,还包括用于检测工件是否合格的检测装置以及用于将工件在检测装置以及干式抛光装置之间输送的输送装置,若干夹持组件分布于输送装置上,检测装置位于夹持组件的上方,检测装置以及输送装置均与控制装置电连接。
13.优选地,上述的机架上还固定设置有风枪,风枪出风方向的延长线与夹持组件的夹持面相交。
14.本发明还提供一种应用上述抛光装置的金手指表面抛光方法,其中,上述的检测装置包括固定设置于机架上并朝向夹持组件的ccd相机以及与ccd相机通信连接的处理模块,处理模块与控制装置通信连接,方法包括以下步骤:
15.s1:夹持组件将带有金手指的工件夹紧,金手指的待加工面背离夹持组件放置;
16.s2:输送装置接收来自控制装置的信号并带动夹持组件移动至干式抛光装置的正下方;
17.s3:第一驱动组件接收来自控制装置的信号并带动抛光组件转动,抛光组件底面的柔性抛光层摩擦工件上的金手指,得到预抛光件;
18.s4:输送装置接收来自控制装置的信号,带动夹持有预抛光件的夹持组件移动至检测装置下方;
19.s5:检测装置接收来自控制装置的信号对预抛光件的表面进行检测,得到检测数据,并根据检测数据判断预抛光件是否合格;若是,则进入步骤s6,若否,则返回步骤s2;
20.s6:输送装置带动夹持组件移动至下一工序,得到抛光件。
21.本方案中在抛光得到预抛光件后,通过检测装置分析预抛光是否合格,从而提高判断的准确率以及良品率,同时提高生产效率。
22.优选地,上述的步骤s1中还包括用于判断工件是否需要抛光的预检测步骤,预检测步骤具体包括:
23.输送装置接收来自控制装置的信号并带动夹持有工件的夹持组件移动至检测装置下方;
24.检测装置中的ccd相机接收来自控制装置的信号对工件表面进行预检测,得到预检测数据,并将得到的预检测数据传送至检测装置中的处理模块;
25.处理模块根据预检测数据判断工件是否合格,若是,则进入步骤s2;若否则进入步骤s6。
26.优选地,在步骤s5开始前,还包括清理步骤,清理步骤具体包括为:风枪接收来自控制装置的信号向夹持组件上的预抛光件吹风。
27.与现有技术相比,有益效果是:
28.本发明的抛光装置通过磁性颗粒与磨料的混合组成柔性抛光层对金手指进行抛光及清理,其在抛光过程中没有液体的参与,因此可以降低金手指锈蚀的概率;另外通过高度调节机构可以调节抛光盘底面与夹持组件的夹持面之间的距离,避免两者距离过小造成磨料对金手指的压力过大,从而减少金手指因抛光加工产生的多余划痕;另一方面,本发明的抛光方法可通过检测装置判断工件是否合格,可大大提高检测效率以及良品率。
附图说明
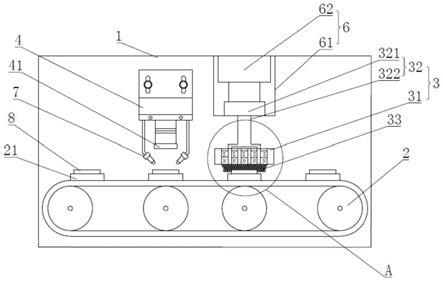
29.图1是本发明实施例1抛光装置的结构示意图;
30.图2是图1中a部的放大示意图;
31.图3是本发明实施例1抛光装置的电路连接方框示意图;
32.图4是本发明实施例1抛光装置的磁体与磁性颗粒、磨料作用示意图;其中箭头表示磁场方向;
33.图5是本发明实施例2抛光装置的抛光组件结构示意图;
34.图6是本发明实施例3金手指表面抛光方法的流程示意框图。
具体实施方式
35.附图仅用于示例性说明,不能理解为对本发明的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本发明的限制。
36.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”“长”“短”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
37.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:
38.实施例1:
39.如图1至图4所示为一种抛光装置的第一实施例,包括机架1以及均设置于机架1上用于夹持工件8的4个夹持组件、用于对工件8抛光的干式抛光装置3以及控制装置5,干式抛光装置3位于夹持组件21的上方,干式抛光装置3包括抛光组件以及与抛光组件31连接的第一驱动组件32,抛光组件底面设置有柔性抛光层33,第一驱动组件32与控制装置电连接,第一驱动组件32带动抛光组件及柔性抛光层33相对工件8运动。
40.其中,还包括用于检测工件8是否合格的检测装置4以及用于将工件8在检测装置4以及干式抛光装置之间输送的输送装置2,检测装置4以及输送装置2均安装于机架1,四个夹持组件21分布于输送装置2上,检测装置4位于夹持组件21的上方,检测装置4以及输送装置2均与控制装置5电连接。
41.需要说明的是,在本实施例中输送装置2可采用输送轮驱动输送带的结构,当然,
这并不能理解为对本方案的限定,采用其他类型的输送装置2以带动夹持组件21或工件8的运动也在本方案的范围内;另外地,夹持组件21的数量仅为参考,可根据实际使用情况增减。
42.本实施例中的抛光组件包括抛光盘31以及设于抛光盘31内部的磁体311,抛光盘31与第一驱动组件相连,柔性抛光层33包括纳米级的磁性颗粒331与磨料332,磁性颗粒331将磨料332夹持并吸附于抛光盘31底面。具体地,磁性颗粒331可为铁、镍、钴等材料制成,优选为铁,数量可为多个且按照需要的方式进行排布,磁场强度可选范围为0.1t~0.5t;磨料332优选为金刚石。由于磁性颗粒331与磨料332均为纳米级,在磁体311的磁场作用下,磁性颗粒331将磨料332夹持后,磁性颗粒331与磨料332均吸附在磁体311的磁极上,当抛光盘31与工件8相对运动时,磁性颗粒331及磨料332与工件8发生摩擦,同时磁性颗粒331与磨料332还会做类似流体的运动,随着工件8的表面形状而变化,有效控制磨料332对工件8表面的压力,这样不会对工件8表面造成过大的损伤;且由于柔性抛光层33并不包含其他的液体或化学物质,在抛光过程中金手指不会接触液体,从而大大降低金手指锈蚀的概率。需要说明的是,本实施例中通过磁铁以及磁性颗粒331与磨料332混合而成的柔性抛光层33仅为优选的实施方式,不能理解为对本方案的限定,具体实施过程中,也可以采用其他的柔性材料组成柔性抛光层33。
43.本实施例中的第一驱动组件32包括驱动电机321以及与驱动电机321输出轴固定连接的传动轴322,驱动电机321安装于机架1上,抛光盘31与传动轴322固定连接。通过控制装置5可自动化控制驱动电机321转动,这样可方便实现整个系统的自动化控制,控制装置5向驱动电机321发送信号,驱动电机321通过传动轴322带动抛光盘31转动,从而带动抛光盘31上的磨料332及磁性颗粒331与夹持组件21上的工件8摩擦,实现对工件8的抛光。其中,抛光盘31的转速可选范围为50rpm~400rpm,抛光时间可选范围为1~5min。
44.由于磁性材料与磨料332具有较高的硬度,若夹持面与抛光盘31底面之间距离较小,磁性材料与磨料332会在工件8上划出较大的划痕,造成工件8的损伤,另外不同工件8厚度有可能不一样;因此本实施例中的机架1上设置有用于调节抛光盘31底面与夹持组件21的夹持面之间距离的高度调节机构6。在一个具体的实施例中,高度调节机构6包括移动平台61、与移动平台61连接并带动其上下运动第二驱动组件62,第二驱动组件62安装在机架1上,驱动电机321安装在移动平台61上,其中,第二驱动组件62采用气缸,气缸的底座安装在机架1上,气缸的伸缩臂与移动平台61固定连接且伸缩臂的轴心线竖直设置,通过气缸的伸缩运动带动移动平台61上下运动,从而带动固定在移动平台61上的驱动电机321上下运动,由于抛光盘31与驱动电机321通过传动轴322固定连接,因此抛光盘31也跟随驱动电机321上下运动,进而可以调节抛光盘31底面与夹持组件21夹持面之间的距离,使得装置的适应性更强;其中,抛光盘31底面与夹持组件21夹持面之间的距离可选范围为0.4mm~1.6mm。
45.本实施例中的检测装置4包括固定设置于机架1上并朝向夹持组件21的ccd相机41以及与ccd相机41通信连接的处理模块42,处理模块42与控制装置5通信连接。ccd相机41用于采集工件8表面的图像信息,并图像信息传送至处理模块42,处理模块42通过识别算法对图像中的工件8进行识别,判断工件8表面是否有异物或者锈蚀痕迹;具体地,处理模块42设置有对比库,对比库中包含多个无锈蚀的标准图像,可根据图像中的颜色分布判断是否有锈蚀,通过将ccd相机41所采集到的图像与标准图像对比判断是否有异物。这样可大大提高
对工件8的检测效率以及检测精度,提高工作效率。
46.由于在柔性抛光层33与工件8表面摩擦过程中,柔性抛光层33中的磁性颗粒331或者磨料332会掉落残留在工件8表面,造成二次污染,因此本实施例中的机架1上还固定设置有风枪7,风枪7与控制装置5电连接,风枪7出风方向的延长线与夹持组件21的夹持面相交,通过风枪7吹出的低压气流,将工件8表面的残留物质吹走,对工件8表面进行清理,避免残留表面的物质影响工件8合格率;另外地,风枪7吹风的方式同样可以避免工件8与液体的接触,从而进一步降低工件8锈蚀概率。
47.本实施例中采用磁性颗粒331与磨料332组成柔性抛光层33,在磁体311的磁场作用下,磁性颗粒331与磨料332吸附在抛光盘31底面;一方面,通过磁性颗粒331及磨料332与工件8发生摩擦实现对工件8的抛光,由于磨料332与磁性颗粒331是通过磁力吸附在抛光盘31上,摩擦过程中磨料332与磁性颗粒331会发生类似流体的运动,因而可以适应工件8的表面进行打磨;另一方面,由于柔性抛光层33中并不包含任何液体,且最后是通过风枪7对工件8表面进行清理,从而杜绝了在抛光过程中工件8与液体接触造成的锈蚀风险。
48.实施例2
49.如图5所示为一种抛光装置的第二实施例,本实施例与第一实施例的区别仅在于,本实施例中的抛光组件包括抛光盘31,柔性抛光层包括橡皮333,橡皮固定设置于抛光盘31底部,由于橡皮333的硬度比磁性颗粒331或磨料332的硬度更低,这样柔性抛光层33对工件8的损伤会更小。
50.实施例3
51.如图6所示为一种应用实施例1或实施例2中抛光装置的金手指表面抛光方法,包括以下步骤:
52.s1:夹持组件21将带有金手指的工件8夹紧,金手指背离夹持组件21放置;
53.s2:输送装置2接收来自控制装置5的信号并带动夹持组件21移动至干式抛光装置3的正下方;
54.s3:第一驱动组件32接收来自控制装置5的信号并带动抛光组件转动,抛光盘31底面的柔性抛光层33摩擦工件8上的金手指,得到预抛光件;
55.s4:输送装置2接收来自控制装置5的信号,带动夹持有预抛光件的夹持组件21移动至检测装置4下方;
56.s5:检测装置4接收来自控制装置5的信号对预抛光件的表面进行检测,得到检测数据,并根据检测数据判断预抛光件是否合格;若是,则进入步骤s6,若否,则返回步骤s2;
57.s6:输送装置2带动夹持组件21移动至下一工序,得到抛光件。
58.为了提高工作效率以及避免不必要的能源浪费,本实施例步骤s1中还包括用于判断工件8是否需要抛光的预检测步骤,在对工件8进行抛光前,判断工件8是否需要抛光,预检测步骤具体包括:
59.输送装置2接收来自控制装置5的信号并带动夹持有工件8的夹持组件21移动至检测装置4下方;
60.检测装置4中的ccd相机41接收来自控制装置5的信号对工件8表面进行预检测,得到预检测数据,并将得到的预检测数据传送至检测装置4中的处理模块42;
61.处理模块42根据预检测数据判断工件8是否合格,若是,则进入步骤s2;若否则进
入步骤s6。
62.由于柔性抛光层33中的磁性颗粒331以及磨料332在打磨过程中有可能脱落滞留在工件8表面,本实施例在步骤s5开始前,还包括清理步骤,清理步骤具体包括为:风枪7接收来自控制装置5的信号向夹持组件21上的预抛光件吹风,将滞留的磁性颗粒331或磨料332吹走,避免在检测时磁性颗粒331以及磨料332对工件8合格率的影响。
63.在抛光过程中,控制装置5向第二驱动组件62发送信号,调节抛光盘31底面与工件8表面之间的间隙,其中,间隙可选范围为0.4mm~1.6mm,从而控制合适的抛光压力,避免对金手指表面造成过大的划痕。当然,控制装置5还可以控制抛光时间、抛光的转速等,这里不再详述。
64.本发明是参照本技术实施例的方法、设备(系统)、和计算机程序产品的流程图或方框图来描述的,应理解可由计算机程序指令实现流程图或方框图中的每一流程或方框、以及流程图或方框图中的流程或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
65.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
66.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。