1.本发明属于激光熔覆表面改性技术领域,具体是一种液压支架活柱外表面激光熔覆用铁基合金粉末。
背景技术:
2.液压支架是煤矿综采面的核心设备,能够安全可靠地支撑和控制整个回采工作面,隔离开采区,有效保证开采工作的安全顺利进行。在工作过程中,液压支架活柱容易遭到飞溅的煤矸石撞击而出现表面损伤,且井下环境潮湿相对湿度大,存在大量的so2、h2s、cl2等多种腐蚀介质,加速了液压支架活柱外表面的腐蚀,这样就会破坏活柱的密封效果,造成液压支架活柱配合的油缸出现失压、泄压等问题,导致液压支架举升力下降,降低生产效率,威胁生产安全。由于液压支架设备尺寸大,采购成本高,在国家大力倡导建设资源节约型、环境友好型社会,发展循环经济的背景下,对因磨损、腐蚀失效的液压支架活柱进行修复具有重要的意义。
3.传统液压支架立柱表面处理技术主要采用电镀硬铬工艺,虽然该修复方法成本低、易于操作、表面质量好,但是镀层厚度有限,一方面使用过程中容易出现大面积的起皮、鼓包,修复后使用寿命短,可修复次数少,另一方面电镀过程会产生含铬废水和废气,造成严重的环境污染,并危害操作者身体健康,不符合国家环保政策。
4.激光熔覆表面改性技术是近年来新兴起的一种金属表面改性技术,它是利用高能激光束将合金粉末和工件基体表面熔化凝固呈冶金结合,形成具有特定优异性能的激光熔覆层,从而起到强化基体的效果。目前,在液压支架活柱外表面进行激光熔覆时采用的铁基粉末较多,但因铁基粉末成分搭配不当,出现熔覆层组织不均匀、不致密、有气孔、有裂纹、易出现点蚀等缺陷,造成激光熔覆层耐腐蚀性能及耐磨性差、液压支架活柱外表面激光熔覆强化效果不佳的现象。
5.中国专利cn108559996b提供了一种液压支架活柱外表面激光熔覆修复方法(申请日期为2018年3月7日),采用形成富铬碳化物(如fe-cr-c),容易形成致密钝化膜,保证激光熔覆层具有较好的耐蚀性,以及c主要与合金中的ni、cr等元素形成硬度极高的碳化物,保证熔覆层的硬度的方法,使熔覆层使用厚度达到0.5-0.6mm,宏观硬度达到hrc45-55,aass盐雾试验耐腐蚀时间大于2000h,有效提高了液压支架活柱外表面激光熔覆的综合性能。但该专利存在如下技术不足:
①
只依靠形成的碳化铬(镍与碳不会形成碳化镍)提高熔覆层的硬度,硬度值不高且硬质相少,不能适应复杂工况,对飞溅的煤矸石撞击以及操作工具的划伤防护不够;
②
熔覆层在很短的时间内凝固,部分冶金反应不完全,熔覆层合金不均匀不致密,造成易出现点蚀等现象;
③
熔覆层厚度大,势必造成激光熔覆热输入大,在母体上形成的热影响区大,造成母体力学性能下降,降低了整个液压支架活柱的使用周期;
④
由于时效现象,熔覆层易发生鼓皮起泡等现象;
⑤
修复后的液压支架活柱工作周期不够长,生产效率提高有限。
6.如何解决上述问题,是本领域科技人员工作的当务之急。
技术实现要素:
7.本发明目的是提供一种液压支架活柱外表面激光熔覆用铁基合金粉末,解决如下技术问题:
①
熔覆层硬度不高且硬质相种类少;
②
熔覆层不均匀不致密;
③
熔覆层厚度大带来的母体上热影响区大;
④
熔覆层无法消除时效现象;
⑤
修复后的液压支架活柱工作周期短。
8.为解决上述技术问题,本发明采用如下技术方案:
9.一种液压支架活柱外表面激光熔覆用铁基合金粉末,所述合金粉末的化学成分及质量百分比为:铍3.0%-6.0%,钕2.0%-4.0%,氮0.08%-0.12%,钴1.5%-3.5%,铬18.0%-22.0%,碳0.05%-0.09%,钼0.16%-0.30%,硼1.8%-3.2%,钇1.0%-2.2%,镍2.8%-4.0%,硅0.1%-0.3%,铌1.2%-2.6%,钛1.6%-2.2%,余量为铁。
10.进一步的,所述合金粉末的化学成分及质量百分比为:铍4.0%-5.0%,钕2.5%-3.5%,氮0.09%-0.11%,钴2.0%-3.0%,铬19.0%-21.0%,碳0.06%-0.08%,钼0.20%-0.26%,硼2.0%-3.0%,钇1.2%-2.0%,镍3.0%-3.8%,硅0.15%-0.25%,铌1.5%-2.3%,钛1.8%-2.0%,余量为铁。
11.进一步的,所述合金粉末的化学成分及质量百分比为:铍4.5%,钕3.0%,氮0.10%,钴2.5%,铬20.0%,碳0.07%,钼0.23%,硼2.5%,钇1.6%,镍3.4%,硅0.2%,铌1.9%,钛1.9%,余量为铁。
12.所述合金粉末的粒径为80μm-120μm,优选90μm-110μm。
13.本发明具有以下有益技术效果:
14.1、熔覆层硬度高且硬质相种类多,有效提高了熔覆层的耐磨性,避免了飞溅的煤矸石撞击以及操作工具的划伤造成的露底进而耐腐蚀性差的问题。
①
在激光熔覆过程中,由于冷却速度快,易形成fe
41
co7cr
15
mo
14c15
b6y2(原子百分数)铁基非晶/纳米晶(完全无序/短程有序)及部分晶体(长程有序)合金,硬度大;
②
生成的氮化铌、氮化钛、碳化铌、碳化钛不但细化了晶粒,而且提离了熔覆层硬度;
③
铍与铁形成金属间化合物be2fe,产生极强的沉淀强化作用,有效提高了熔敷层的硬度;
④
fe
41
co7cr
15
mo
14c15
b6y2(原子百分数)铁基非晶/纳米晶、氮化铌、氮化钛、碳化铌、碳化钛、金属间化合物be2fe在熔覆层中弥散分布,硬质相种类多可适应不同工况,而且结合自身的硬度有效提高了熔敷层的整体硬度。
15.2、熔覆层合金均匀致密,不会出现点蚀等现象。
①
少量氮的存在(实验表明氮的百分含量为0.08%-0.12%),可以促使含铬镍熔覆层的组织致密坚实,减小疏松及气孔等缺陷的产生倾向,由于形成的组织均匀致密,在气候恶劣且变化多样的环境中,可有效避免so2、h2s、cl2等多种腐蚀介质的侵入,减小了晶间腐蚀倾向,提高了熔敷层合金的耐蚀性;
②
由于生成了fe
41
co7cr
15
mo
14c15
b6y2(原子百分数)铁基非晶/纳米晶(完全无序/短程有序)这种耐腐蚀极强的物质,减少了晶界的存在,有效增强了熔覆层的耐腐蚀性;
③
钕是一种稀土元素,可有效促进熔覆合金均匀化,避免了部分区域的元素富集或缺失造成的合金化不均匀现象,钕还是一种可有效增强合金致密性的元素,可显著提高熔敷金属的致密性。
16.3、由于熔覆层具有强大的耐腐蚀性和极高的硬度,可以适当减小熔覆层的厚度,热源停留时间短,母体上热影响区小,减小了对母体综合性能的损伤。
17.4、在熔敷层合金中加入能形成稳定氮化物的铌、钛元素,铌、钛与氮反应形成了氮化铌、氮化钛,细化了晶粒,消除了时效现象,避免熔敷层使用一段时间后在应力作用下出
现鼓包脱皮现象。
18.5、有效提高了熔敷层的工作周期。实验表明:
①
利用本发明得到的激光熔敷层无裂纹,无气孔,表面不鼓包,不起皮,熔敷层厚度为0.38-0.45mm,与基体呈冶金结合,不易脱落,且比一般熔敷层厚度小;
②
熔覆层硬度值为63-65hrc,耐磨性好,虽然减小了熔敷层厚度,但由于硬度值的大幅度提高,仍能有效避免飞溅的煤矸石撞击而出现表面损伤;
③
由于组织的致密均匀及非晶合金的存在,虽然减小了熔敷层厚度,但aass盐雾试验耐腐蚀时间却大于3600h,延长了使用周期。
具体实施方式
19.下面结合实施例对本发明进一步解释说明,但本发明的保护范围不限于具体的实施方式。
20.实施例1:
21.一种液压支架活柱外表面激光熔覆用铁基合金粉末,化学成分及质量百分比为:铍3.0%,钕2.0%,氮0.08%,钴1.5%,铬18.0%,碳0.05%,钼0.16%,硼1.8%,钇1.0%,镍2.8%,硅0.1%-0.3%,铌1.2%,钛1.6%,余量为铁。
22.合金粉末的粒径为80μm-120μm。
23.实施例2:
24.一种液压支架活柱外表面激光熔覆用铁基合金粉末,化学成分及质量百分比为:铍6.0%,钕4.0%,氮0.12%,钴3.5%,铬22.0%,碳0.09%,钼0.30%,硼3.2%,钇2.2%,镍4.0%,硅0.3%,铌2.6%,钛2.2%,余量为铁。
25.合金粉末的粒径为80μm-120μm。
26.实施例3:
27.一种液压支架活柱外表面激光熔覆用铁基合金粉末,化学成分及质量百分比为:铍4.5%,钕3.0%,氮0.10%,钴2.5%,铬20.0%,碳0.07%,钼0.23%,硼2.5%,钇1.6%,镍3.4%,硅0.2%,铌1.9%,钛1.9%,余量为铁。
28.合金粉末的粒径为80μm-120μm。
29.对比例1:
30.与实施例3基本相同,区别在于化学成分中没有铍。
31.对比例2:
32.与实施例3基本相同,区别在于化学成分中没有钕。
33.对比例3:
34.与实施例3基本相同,区别在于化学成分中没有氮。
35.对比例4:
36.与实施例3基本相同,区别在于化学成分中氮的含量为0.13%。
37.对比例5:
38.与实施例3基本相同,区别在于化学成分中氮的含量为0.07%。
39.对比例6:
40.与实施例3基本相同,区别在于化学成分中没有钴。
41.对比例7:
42.与实施例3基本相同,区别在于化学成分中没有钇。
43.对比例8:
44.与实施例3基本相同,区别在于化学成分中没有钼。
45.对比例9:
46.与实施例3基本相同,区别在于化学成分中没有硼。
47.对比例10:
48.与实施例3基本相同,区别在于化学成分中没有铌。
49.对比例11:
50.与实施例3基本相同,区别在于化学成分中没有钛。
51.将实施例和对比例得到的铁基合金粉末对液压支架活柱外表面进行激光熔覆,激光的功率为3.5kw-4.0kw,激光熔覆扫描速度为280mm/min-320mm/min,矩形光斑尺寸为18mm
×
1mm-24mm
×
3mm,熔覆厚度0.6mm-0.9mm,然后粗车加工,再磨至表面粗糙度ra≤0.32;采用的保护气为氩气,流量为4l/min-6l/min。
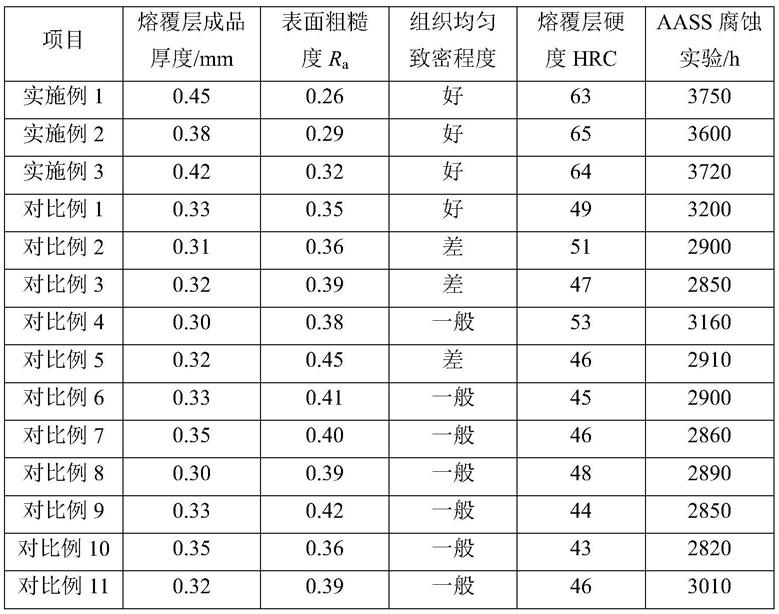
52.实施例和对比例每例进行10次实验后取10个结果的平均值,其中组织均匀程度采用sem+eds方式表征。
53.实施例与对比例的结果见表1。
54.表1
[0055][0056]
上述试验表明,对比例1-11均是改变了本发明的部分技术特征,有的硬度下降大,有的组织均匀致密程度不好,有的aass腐蚀实验时间较短,有的表面粗糙度ra值高,有的厚度太薄,而缺少co、mo、b、y时则不能生成co7cr
15
mo
14c15
b6y非晶。说明本发明各部分技术特征相互支撑,相互配合,才达到本发明的有益效果。
[0057]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完
全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。