1.本发明涉及一种高适应性自动化热喷铝防腐镀层系统,属于工件喷铝防腐镀层技术领域。
背景技术:
2.输电线路电力铁塔是变电站的重要设施,随着国家电力事业的高速发展,对电力的需求日渐增多,保证安全可靠的电力供应至关重要。但由于电塔的材质多为钢铁材料且常年受到风沙雨雪,酸雨等各种各样的腐蚀损害,导致其锈蚀现象十分严重,造成了重大的经济损失,严重浪费生产资源。目前对金属设备比较成熟的防腐蚀技术有,涂覆防护涂层、添加缓蚀剂和牺牲阴极保护法。其中涂覆防护涂层保护法因为其最经济,方便,有效等优点,是应用最广泛的防腐蚀技术。目前喷涂的方式主要是人工手动喷涂,极大的限制了喷涂效率,生产成本较高,因此如何设计自动喷涂工艺,是需要考虑的问题。
技术实现要素:
3.基于上述,本发明提供一种高适应性自动化热喷铝防腐镀层系统,可以实现工件的自动化喷涂处理,极大的提高了喷铝效率,降低了生产成本,以克服现有技术的不足。
4.本发明的技术方案是:一种高适应性自动化热喷铝防腐镀层系统,包括:走行机构,包括走行导轨、走行小车、升降机构、走行承台和驱动滚轮,所述走行小车可沿所述走行导轨移动,所述升降机构设置于所述走行小车上,所述走行承台设置于所述升降机构上,所述驱动滚轮可转动设置于所述走行承台上,所述升降机构可驱动所述驱动滚轮上下移动;翻转机构,包括翻转支架、弧形滑轨、弧形滑体和夹持组件,所述翻转支架间隔设置于所述走行导轨的一端,所述弧形滑轨设置于所述翻转支架上,所述弧形滑体可滑动设置于所述弧形滑轨上,所述夹持组件设置于所述弧形滑体上;喷铝机构,包括喷铝支架、三轴移动组件、角度调节组件和喷枪,所述喷铝支架设置于所述翻转支架的一侧,所述三轴移动组件安装于所述喷铝支架上,所述喷枪通过所述角度调节组件安装于所述三轴移动组件上。
5.在其中一个例子中,所述升降机构为升降气缸,所述升降气缸的底座安装于所述走行小车上,所述升降气缸的伸缩杆的自由端与所述走行承台连接。
6.在其中一个例子中,所述走行小车与所述走行承台之间设有导向杆,所述导向杆的轴向与所述升降气缸的伸缩方向相同。
7.在其中一个例子中,所述走行导轨的端面两侧设有凸轨,所述走行小车的底部设有走行轮,所述走行轮上具有与所述凸轨匹配的凹槽。
8.在其中一个例子中,所述弧形滑体上设有弧形齿条,所述弧形齿条与驱动齿轮连接,由所述驱动齿轮带动所述弧形齿条移动,进而带动所述弧形滑体沿所述弧形滑轨移动。
9.在其中一个例子中,所述夹持组件包括液压气缸和夹持件,两个所述液压气缸分
别间隔设置于所述弧形滑体上,两夹持件分别连接在两个所述液压气缸上,所述液压气缸可驱动所述两夹持件作相对靠拢或远离的动作。
10.在其中一个例子中,所述三轴移动组件包括横梁、滑动座和纵梁,所述横梁可水平滑动安装于所述喷铝支架上,所述滑动座可滑动安装于所述横梁上,所述纵梁可滑动安装于所述滑动座上,所述角度调节组件安装于所述纵梁的下端。
11.在其中一个例子中,所述角度调节组件包括弧形滑槽、弧形滑块和安装座,所述弧形滑块可滑动安装于所述弧形滑槽内,所述安装座所述弧形滑块连接,所述安装座位于所述弧形滑槽的外面,在所述弧形滑槽内设有弧形齿条,所述弧形滑块上设有与所述弧形齿条啮合的驱动齿轮,所述弧形滑块上设有驱动电机,由所述驱动电机驱动所述驱动齿轮转动,进而带动所述安装座沿所述弧形滑槽移动。
12.在其中一个例子中,还包括吸尘箱罩,所述吸尘箱罩设置所述喷铝机构上,所述吸尘箱罩的顶部设有抽烟口,所述抽烟口连接有负压式烟尘排放系统。
13.本发明的有益效果是:工作时,工件摆放到走行小车上的驱动滚轮上,走行小车带动升降机构、走行承台和驱动滚轮一起沿走行导轨移动,当工件移动至弧形滑体上方时,升降机构驱动走行承台下移,使得驱动滚轮上的工件摆放在弧形滑体上,夹持组件再将工件夹持住,控制喷枪对工件的上表面进行喷涂处理,完成后弧形滑体沿弧形滑轨移动一段距离,实现工件的翻转,控制喷枪对工件的上表面进行电弧喷涂,从而完成工件全部表面的喷涂处理。完成喷涂后,弧形滑体沿弧形滑轨移动返回至初始水平位置。升降机构驱动走行承台上移,使得驱动滚轮向上顶起工件,走行小车再沿走行导轨往回移动一定距离,最后由驱动滚轮将工件输送出即可。与现有技术相比,本发明实现了扁钢/角钢的自动化滑喷铝处理,极大的提高了工作效率,降低了劳动强度。
附图说明
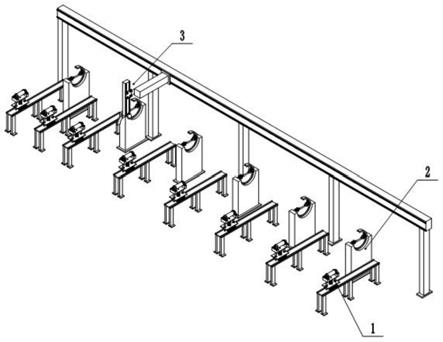
14.图1为热喷铝防腐镀层系统的结构示意图;图2为走行机构的结构示意图;图3为翻转机构的结构示意图;图4为喷铝机构的结构示意图;图5为三轴移动组件与角度调节组件一视角下的示意图;图6为三轴移动组件与角度调节组件另一视角下的示意图;附图标记说明:1走行机构;11走行导轨,12走行小车,13升降机构,14走行承台,15驱动滚轮,16导向杆;111凸轨,121走行轮;2翻转机构;21翻转支架,22弧形滑轨,23弧形滑体,24夹持组件241液压气缸,242夹持件;3喷铝机构;31喷铝支架、32三轴移动组件、33角度调节组件和34喷枪321横梁,322滑动座,323纵梁;
331弧形滑槽,332弧形滑块,333安装座,334弧形齿条,335驱动电机。
具体实施方式
15.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
16.请参阅图1至图6,本实施方式一种高适应性自动化热喷铝防腐镀层系统,包括走行机构1、翻转机构2和喷铝机构3。
17.走行机构1包括走行导轨11、走行小车12、升降机构13、走行承台14和驱动滚轮15,走行小车12可沿走行导轨11移动,升降机构13安装在走行小车12上,走行承台14安装在升降机构13上,驱动滚轮15可转动安装在走行承台14上,升降机构13可驱动驱动滚轮15上下移动。工作状态下,走行小车12可带动升降机构13、走行承台14和驱动滚轮15一起沿走行导轨11移动,而升降机构13可驱动走行承台14上下移动,从而带动驱动滚轮15上下移动,而驱动滚轮15可驱动摆放于其上的工件的移动。本实施例中,工件可以为扁钢/角钢。
18.具体地,升降机构13可以为升降气缸,其底座安装于走行小车12上,其伸缩杆的自由端与走行承台14连接,可通过伸缩杆的伸缩实现对走行承台14的上下驱动。在走行小车12与走行承台14之间安装有导向杆16,可减小走行承台14移动的晃动。在走行导轨11的端面两侧设有凸轨111,走行小车12的底部安装有走行轮121,走行轮121上具有与凸轨111匹配的凹槽,可以保证移动的稳定性。
19.翻转机构2包括翻转支架21、弧形滑轨22、弧形滑体23和夹持组件24,翻转支架21间隔安装在若干个走行导轨11的一端,弧形滑轨22安装在翻转支架21上,弧形滑体23可滑动安装在弧形滑轨22上,夹持组件24安装在弧形滑体23上。工状态下,当工件摆放于弧形滑体23上时,夹持组件24可先夹持住工件,然后弧形滑体23沿弧形滑轨22移动一段距离,从而实现工件的翻转。本实施例中,弧形滑轨22的圆弧角度为270
°
,可以使得弧形滑体23翻转90
°
,即由水平状态翻转至竖立状态。本实施例中,弧形滑轨22上设有燕尾槽,弧形滑体23匹配安装在燕尾槽中,可以保证沿弧形滑轨22移动而不至于脱离出来。
20.具体地,弧形滑体23的外围设有弧形齿条334,弧形齿条334与驱动齿轮连接,由驱动齿轮带动弧形齿条334移动,进而带动弧形滑体23沿弧形滑轨22移动。工作状态下,驱动齿轮转动带动弧形齿条334移动,从而带动弧形滑体23的翻转移动。
21.具体地,夹持组件24包括液压气缸241和夹持件242,两个液压气缸241分别间隔安装在弧形滑体23的平面两侧,两夹持件242分别连接在两个液压气缸241上,液压气缸241可驱动两夹持件242作相对靠拢或远离的动作,进而实现对工件的夹持与松开操作。本实施例中,当工件为角钢时,夹持件242的端面呈倾斜状,在夹持时可与角钢两外侧面可靠接触。
22.喷铝机构3,包括喷铝支架31、三轴移动组件32、角度调节组件33和喷枪34,喷铝支架31安装在翻转支架21的一侧,三轴移动组件32安装于喷铝支架31上,喷枪34通过角度调节组件33安装于三轴移动组件32上。工作状态下,由三轴移动组件32带动喷枪34在x、y、z三个方向上移动,可以从宏观上调节喷枪34的位置,而通过角度调节组件33调节喷枪34的角度位置,可以从微观上调节喷枪34的位置,从而使得喷枪34可以对工件的表面进行快速有
效的喷涂处理。
23.具体地,三轴移动组件32包括横梁321、滑动座322和纵梁323,横梁321可水平滑动安装于喷铝支架31上,滑动座322可滑动安装于横梁321上,纵梁323可滑动安装于滑动座322上,角度调节组件33安装于纵梁323的下端。工作状态下,横梁321可沿喷铝支架31作x方向上的移动,滑动座322可沿横梁321作y方向上的移动,而纵梁323可沿滑动座322作z方向上的移动。
24.具体地,角度调节组件33包括弧形滑槽331、弧形滑块332和安装座333,弧形滑块332可滑动安装于弧形滑槽331内,安装座333与弧形滑块332连接,安装座333位于弧形滑槽331的外面,在弧形滑槽331内设有弧形齿条334,弧形滑块332上设有与弧形齿条334啮合的驱动齿轮,弧形滑块332上设有驱动电机335,由驱动电机335驱动驱动齿轮转动,进而带动安装座333沿弧形滑槽331移动。工作状态下,驱动电机335转动带动驱动齿轮转动,使得驱动齿轮沿弧形滑槽331移动,从而带动安装座333及喷枪34移动。该种结构不仅适于对扁钢进行喷涂处理,而且对于角钢来说,仅需通过角度调节组件33即可改变喷枪34的喷涂方向,从而提高喷涂效率。
25.具体地,本热喷铝防腐镀层系统还包括吸尘箱罩,吸尘箱罩设置喷铝机构3上,吸尘箱罩的顶部设有抽烟口,抽烟口连接有负压式烟尘排放系统,以将喷铝产生的废气及时排出。
26.上述热喷铝防腐镀层系统的工作方式为:先将工件摆放到走行小车12上的驱动滚轮15上,走行小车12带动升降机构13、走行承台14和驱动滚轮15一起沿走行导轨11移动,当工件移动至弧形滑体23上方时,升降机构13驱动走行承台14下移,使得驱动滚轮15上的工件摆放在弧形滑体23上,夹持组件24再将工件夹持住,控制喷枪34对工件的上表面进行喷涂处理,完成后弧形滑体23沿弧形滑轨22移动一段距离,实现工件的翻转,控制喷枪34对工件的上表面进行电弧喷涂,从而完成工件全部表面的喷涂处理。完成喷涂后,弧形滑体23沿弧形滑轨22移动返回至初始水平位置。升降机构13驱动走行承台14上移,使得驱动滚轮15向上顶起工件,走行小车12再沿走行导轨11往回移动一定距离,最后由驱动滚轮15将工件输送出即可。与现有技术相比,本发明实现了扁钢/角钢的自动化滑喷铝处理,极大的提高了工作效率,降低了劳动强度。。
27.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。