1.本实用新型涉及金属杆打标技术领域,具体涉及一种用于在金属件上打标的喷号机,它尤其适用于在钢板上打标。
背景技术:
2.现有技术中,多采用喷印金属材料的方式金属件上打标,金属材料固化后就形成识别标记。专利文献cn202936471u记载了一种喷号机,包括机头、送丝电机、plc;机头与送丝电机连接,送丝电机与plc连接;还包括用于清扫所述机头的清扫控制单元;清扫控制单元与机头连接。该种喷号机存在以下不足之处:喷号机制作的标记清晰度与喷嘴高度相关,喷嘴过小时熔融的铝液不易从喷嘴喷出,维护成本高;喷嘴过大时耗材量大,使用成本高。
技术实现要素:
3.本实用新型的目的是提供一种用于在金属件上打标的喷号机,以解决现有的喷号机在兼顾标记清晰度的条件下使用耗材量大的技术问题。
4.本实用新型中,管道连接指通过管道连接两个以上的管口。
5.本实用新型的技术方案是:
6.一种用于在金属件上打标的喷号机,包括喷嘴、喷嘴移位机构、蚀刻液盛装容器和蚀刻液输送装置,所述喷嘴的进口与所述蚀刻液盛装容器的内腔相连通,所述蚀刻液输送装置的进气口与所述蚀刻液盛装容器的内腔相连通,用于将盛装在所述蚀刻液盛装容器内的蚀刻液输送入所述喷嘴的进口,所述喷嘴移位机构用于带动喷嘴移动。
7.优选的,所述蚀刻液输送装置包括文丘里管,所述文丘里管的入口用于管道连接压缩气体输出模块的气体输出口,所述文丘里管的喷口与所述喷嘴的进口管道连接,所述文丘里管的吸附腔进口通过吸液管与所述蚀刻液盛装容器的内腔管道连接,所述蚀刻液盛装容器上还设有外界气压连通口。
8.进一步优选的,所述蚀刻液输送装置还包括截止阀、三通管接头和泄气支路,所述文丘里管的入口通过所述截止阀与所述三通管接头的其中一个管口管道连接,所述三通管接头的又一个管口与所述泄气支路的进口管道连通,所述三通管接头的又一个管口用于管道连接压缩气体输出模块的气体输出口。
9.优选的,所述喷嘴的进口通过吸液管与所述蚀刻液盛装容器的内腔管道连接,所述蚀刻液盛装容器上还设有容腔进气口,所述蚀刻液输送装置的气体输出口与所述容腔进气口管道连接。
10.进一步优选的,所述蚀刻液盛装容器上还设有泄压阀,所述泄压阀的进口与所述蚀刻液盛装容器的内腔管道连接。
11.进一步优选的,所述喷嘴与所述吸液管之间的管道上还串接有截止阀。
12.本实用新型的有益效果是:
13.1.采用蚀刻液在金属件上蚀刻不需要熔融铝丝,且蚀刻液的流动性优于即时熔融
的铝丝金属液,故而可以减小喷嘴的喷口,在保证字迹清晰的条件下,单位时间使用的耗材量少。采用蚀刻的方式打标形成的是阴文,其不易因金属件表面腐蚀层脱落而脱落,也不易被吊拉绳或其它工具刮掉。
14.2.蚀刻液输送装置包括文丘里管时,其输送蚀刻液的方式是吸附输送。
15.3.蚀刻液输送装置包括泄气支路时,可以保持压缩气体输出模块不停机的条件下,通过调整截止阀和泄气支路的开通状态,即可以实现及时喷出或停止喷出蚀刻液的目的。
16.4.喷嘴的进口通过吸液管与蚀刻液盛装容器的内腔管道连接,蚀刻液盛装容器上还设有容腔进气口,蚀刻液输送装置的气体输出口与容腔进气口管道连接,其输送蚀刻液的方式是压动输送,蚀刻液输送效果好。
17.5.蚀刻液盛装容器上设有泄压阀时,可以保持压缩气体输出模块不停机的条件下实现及时喷出或停止喷出蚀刻液的目的。
附图说明
18.图1为一种用于在金属件上打标的喷号机的结构示意图。
19.图2为图1中的蚀刻液输送装置的局部结构图。
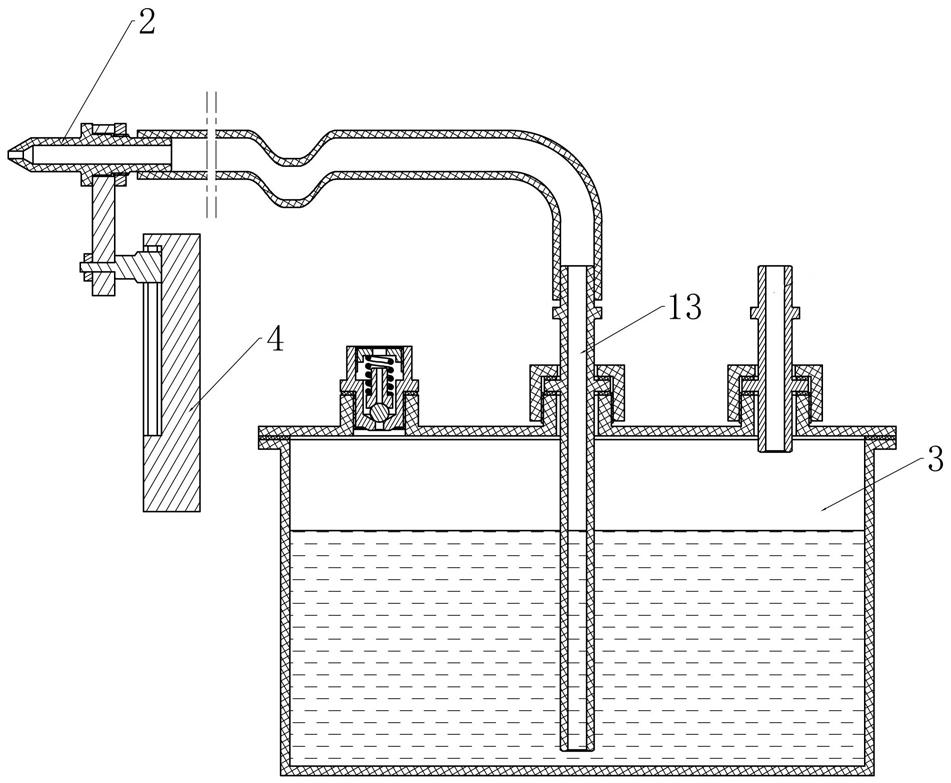
20.图3为又一种用于在金属件上打标的喷号机的结构示意图。
21.图4为图3中的蚀刻液盛装容器的结构示意图。
22.附图标记说明,1-蚀刻液输送装置,11-文丘里管的入口,12-文丘里管的吸附腔,13
‑ꢀ
吸液管,14-文丘里管的喷口,2-喷嘴,3-蚀刻液盛装容器,30-盛液腔,31-容腔进气口, 32-吸液管插口,33-泄压阀,34-外界气压连通口,4-喷嘴移位机构。
具体实施方式
23.下面结合附图,以实施例的形式说明本实用新型,以辅助本技术领域的技术人员理解和实现本实用新型。除另有说明外,不应脱离本技术领域的技术知识背景理解以下的实施例及其中的技术术语。
24.本实用新型的用于在金属件上打标的喷号机,包括喷嘴、喷嘴移位机构、蚀刻液盛装容器和蚀刻液输送装置,蚀刻液输送装置用于将盛装在蚀刻液盛装容器内的蚀刻液输送入喷嘴的进口,并经喷嘴的喷口喷出,喷嘴移位机构用于带动喷嘴在直线上、平面内或三维空间内移动,以使喷嘴的喷口能够对应于金属件的不同位置,从而使喷出的蚀刻液能够在金属件上喷出标号。
25.一般的,金属件较大,或较为笨重,打标时一般通过移动喷嘴实现打标作业。通常,打标时,金属件放置在输送机构上,因此,喷嘴在垂直于输送机构的输送线上移动就可以在金属件上打标了。若在不移动金属件的情况下打标,喷嘴移位机构需要选择平面位移输出机构或三维空间位移输出机构。
26.一般的,蚀刻液为能够在金属件上蚀刻出凹槽的液体。以钢坯打标为例,钢坯温度极高,可以通过化学蚀刻液在钢坯上蚀刻出凹槽,也可以通过物理方法在钢坯上蚀刻出凹槽,比如极速冷冻法。采用化学蚀刻方法时,与蚀刻液接触的零部件需要采用耐腐蚀材料制作。
27.实施例1:一种用于在金属件上打标的喷号机,参见图1-2,包括喷嘴2、喷嘴移位机构4、蚀刻液盛装容器3和蚀刻液输送装置1。
28.蚀刻液输送装置包括文丘里管和压缩气体输出模块(未画),一般的,产品销售时,可以不包括压缩气体输出模块。文丘里管的入口11用于管道连接压缩气体输出模块的气体输出口,文丘里管的喷口14与喷嘴2的进口管道连接,设置在文丘里管的吸附腔12内的进口通过吸液管13与蚀刻液盛装容器3的内腔管道连接,蚀刻液盛装容器3上还设有外界气压连通口34。
29.喷嘴移位机构选择线形位移输出机构。
30.为便于开始和停止喷号作业,一般的,蚀刻液输送装置还包括第一截止阀(未画)、三通管接头(未画)和泄气支路(未画),文丘里管的入口11通过第一截止阀与三通管接头的其中一个管口管道连接,三通管接头的又一个管口与泄气支路的进口管道连通,三通管接头的又一个管口用于管道连接压缩气体输出模块的气体输出口。泄气支路可以由第二截止阀构成,也可以由泄压阀构成。
31.使用时,向蚀刻液盛装容器3注入蚀刻液,并使吸液管13的吸液口没入蚀刻液内。开通泄气支路,开启压缩气体输出模块,压缩气体输出模块输出的气体经三通管接头、泄气支路泄出。控制喷嘴移位机构4带动喷嘴在垂直于金属件输送方向的竖直面内上下移动,在需要喷出蚀刻液时,截断泄气支路,同时开通第一截止阀,压缩气体输出模块输出的气体经三通管接头、文丘里管的入口11进入文丘里管的吸附腔12,由于文丘里管的吸附腔12内流速大于文丘里管的入口11处的流速,文丘里管的吸附腔12内压力小于大气压,大气压将蚀刻液盛装容器3内的蚀刻液从吸液管13压入文丘里管的吸附腔12内,并被文丘里管的吸附腔12内的气体携带经文丘里管的喷口14、喷嘴2喷出在金属件的对应位置,蚀刻液在金属件上蚀刻出凹槽。喷嘴移位机构4带动喷嘴2在垂直于金属件输送方向的竖直面内上下移动形成一行蚀刻标记,金属件被输送机构输送前进过程中,喷嘴移位机构4 带动喷嘴2在金属件上逐行蚀刻,这些行蚀刻标记在金属件上形成标号。
32.实施例2:一种用于在金属件上打标的喷号机,参见图3-4,包括喷嘴2、喷嘴移位机构4、蚀刻液盛装容器3和蚀刻液输送装置(未画)。
33.喷嘴2的进口通过吸液管13与蚀刻液盛装容器3的内腔管道连接,蚀刻液盛装容器3 上还设有容腔进气口31,使用时,蚀刻液输送装置的气体输出口与容腔进气口31管道连接。蚀刻液输送装置包括压缩气体输出模块(未画),一般的,产品销售时,可以不包括压缩气体输出模块。
34.喷嘴移位机构选择平面位移输出机构。
35.本实施例中,蚀刻液盛装容器3上还设有泄压阀33,泄压阀33的进口与蚀刻液盛装容器3的内腔管道连接。
36.本实施例中,喷嘴2与吸液管13之间的管道上还串接有截止阀(未画)。
37.使用时,向蚀刻液盛装容器3注入蚀刻液,并使吸液管13的吸液口没入蚀刻液内。设置平面位移输出机构的输出平面平行于金属件的被喷涂面。关闭截止阀,开启压缩气体输出模块,压缩气体输出模块输出的气体注入蚀刻液盛装容器3内,并经泄压阀33泄出。控制喷嘴移位机构4带动喷嘴移动,在需要喷出蚀刻液时,截断泄气支路,开通截止阀,压缩气体输出模块输出的气体压动蚀刻液盛装容器3内的蚀刻液从吸液管13经喷嘴2喷出在金属
件的对应位置,蚀刻液在金属件上蚀刻出凹槽。喷嘴移位机构4带动喷嘴2在平行于金属件的被喷涂面移动蚀刻,这些行蚀刻标记在金属件上形成标号。
38.上面结合附图和实施例对本实用新型作了详细的说明。应当明白,实践中无法穷尽地说明所有可能的实施方式,在此通过举例说明的方式尽可能的阐述本实用新型得发明构思。在不脱离本实用新型的发明构思、且未付出创造性劳动的前提下,本技术领域的技术人员对上述实施例中的技术特征进行取舍组合、具体参数进行试验变更,或者利用本技术领域的现有技术对本实用新型已公开的技术手段进行常规替换形成的具体的实施例,均应属于为本实用新型隐含公开的内容。