1.本发明涉及锑锭生产设备技术领域,尤其涉及一种锑锭浇铸综合生产系统。
背景技术:
2.锑锭主要做为合金的硬化剂用于冶金、蓄电池及军工等工业,也是生产氧化锑的原料。在锑锭的生产过程中,需将锑水浇注到铸锭模成型后再冷却进行脱模。在脱模之前,需要人工进行开模;由于冷却后的锑锭与铸锭模之间还有比较大的结合力,将浇注后的铸锭模运输脱模位置脱模时,铸锑锭很难在在重力作用下进行脱落,需要采用人工对铸锑锭进行击打,以便使铸锑锭与铸锭模脱离;再次浇铸时,还需要人工安装模盖。在上述锑锭生产过程中,人工参与较多,且劳动强度大,生产效率低。
技术实现要素:
3.本发明的目的是为了解决现有技术中锑锭生产效率低的问题,而提出的锑锭浇铸综合生产系统,用于提高锑锭的生产效率。
4.为了实现上述目的,本发明采用了如下技术方案:
5.锑锭浇铸综合生产系统机架上设置传送带,传送带的传送表面设置中空的操作带,操作带与传送带同步运动,操作带的表面具有设置模具槽,模具槽具有相匹配的模具盖板。传送带可带动模具槽移动,实现模具槽的进行传送。
6.进一步的,机架于传送带的上方设置用于盖上模具盖板的上盖轮、用于浇铸的浇铸包和用于模具槽内部铸造液冷却的冷却罩,上盖轮、浇铸包和冷却罩沿着传送带方向依次排布。模具槽经过上盖轮时,上盖轮给模具槽盖上模具盖板,形成可浇铸的完整模具。完整模具经过浇铸包,浇铸包对模具的冒口进行浇铸,完成注模。模具浇铸后进入冷却罩,冷却罩内部设置冷却介质喷头,可对模具进行冷却,模具形成铸锭。
7.进一步的,所述操作带的内部设置出料被动组件,机架上固定设置出料启动件。
8.具体的,所述出料被动组件包括活动锥齿轮和螺纹杆,所述操作带的内表面固定设置螺纹杆,所述螺纹杆与活动锥齿轮通过螺纹连接,所述模具槽的底部设置活动模底,所述操作带与活动模底连接处设置活动板,所述活动锥齿轮的上端通过上旋转板与活动板旋转连接,所述活动锥齿轮的下端通过下旋转板与操作带的内表面旋转连接,所述活动锥齿轮与下旋转板之间设置内回位弹簧。
9.进一步的,所述出料启动件包括与活动锥齿轮啮合匹配的固定锥齿弧板,所述固定锥齿弧板与传送带端部的传送轮同轴设置。为保证活动锥齿轮与固定锥齿弧板可相互啮合,操作带侧面设置用于固定锥齿弧板穿过的槽道。
10.传送带在传送模具槽的过程中,当活动锥齿轮经过固定锥齿弧板,由于固定锥齿弧板位置固定,活动锥齿轮发生转动,活动锥齿轮可沿着螺纹杆的轴向移动,本发明中的设定为活动锥齿轮往靠近模具槽的方向移。活动锥齿轮可推动活动板往上移动,将活动模底从模具槽的底面带出,活动模底将模具槽中的铸锭稍稍顶出,完成铸锭的松动和脱模。
11.进一步的,机架于传送带的端部设置用于打开模具盖板的揭盖轮、辅助脱模的敲击杆和用于收集锑锭的料箱。
12.优选的,所述揭盖轮包括旋转台、取料伸缩杆和吸盘,所述旋转台与机架旋转连接,若干取料伸缩杆以旋转台的旋转圆心为中心环布于旋转台,取料伸缩杆的端部旋转连接取料吸盘,取料吸盘用于吸取模具盖板。内部含有铸锭的模具经过揭盖轮,揭盖轮的旋转台带动取料吸盘吸取模具盖板,使模具盖板离开模具槽,完成开模。
13.进一步的,所述揭盖轮和上盖轮的上方设置盖板传送带,所述盖板传送带的传送面上设置送料吸盘,送料吸盘可吸取模具盖板,盖板传送带用于将揭盖轮上的模具盖板传送至上盖轮,完成模具盖板的循环使用。本发明中上盖轮的结构与揭盖轮的结构相同,也设置相应的取料吸盘,为节省传送带的带长,上盖轮的旋转台轴线与揭盖轮的旋转台相互垂直。
14.优选的,所述盖板传送带的下传送面的传送距离大于上盖轮和揭盖轮上取料吸盘之间的最大距离,保证模具盖板传送的可行性。
15.优选的,所述敲击杆包括外固定杆、内活动杆、压缩弹簧和旋转套筒,所述旋转套筒旋转套接于机架的固定轴,旋转套筒于固定轴之间设置回位扭簧,所述旋转套筒固定连接外固定杆,所述外固定杆的内部中空,所述内活动杆的一端滑动套接于外固定杆的内部,所述外固定杆与内活动杆之间设置压缩弹簧,内活动杆的另一端设置敲击头部。模具槽底部的活动锥齿轮经过固定锥齿弧板后,铸锭被稍稍顶出,铸锭完成松动,模具槽经过敲击杆,在回位扭簧的带动下,敲击杆滑过前一个模具槽的外壁后对下一个模具槽进行敲击,使铸锭可彻底进行脱模。
16.优选的,所述敲击杆的数量为两组,两个敲击杆分布于传送带的两侧,提高敲击的脱模效果。
17.优选的,所述传送带的出料端与料箱之间设置滑道,用于锑锭脱模后的缓冲,使其缓缓进入料箱。
18.本发明的有益效果是:
19.1、本锑锭浇铸综合生产系统可进行锑锭浇铸、冷却、开模和脱模完整的生产过程,整个过程连续且可实现自动化操作,节省人力,大大提高锑锭生产效率。
20.2、本锑锭浇铸综合生产系统设置将铸锭从模具中顶出的出料组件,揭盖轮将模具槽的模具盖板打开后,活动锥齿轮和固定锥齿弧板结合后可完成锑锭的松动,然后通过敲击杆进行辅助脱模,脱模效率高。
附图说明
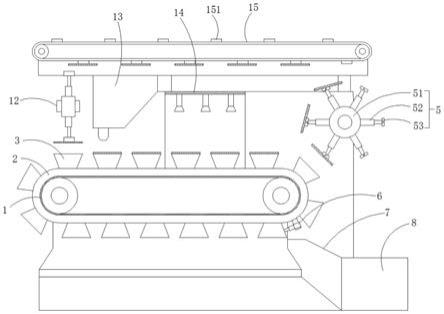
21.图1为本锑锭浇铸综合生产系统传送带端部的结构示意图;
22.图2为本锑锭浇铸综合生产系统活动锥齿轮处的结构示意图;
23.图3为本锑锭浇铸综合生产系统活动锥齿轮与固定锥齿弧板结合时的结构示意图;
24.图4为本锑锭浇铸综合生产系统敲击杆处的结构示意图。
25.图中:1、传送带;2、操作箱;3、模具槽;4、模具盖板;5、揭盖轮;6、敲击杆;7、滑道;8、料箱;9、活动锥齿轮;10、固定锥齿弧板;11、螺纹杆;12、上盖轮;13、浇铸包;14、冷却罩;
15、盖板传送带;21、活动板;31、活动模底;51、旋转台;52、取料伸缩杆;53、取料吸盘;61、外固定杆;62、内活动杆;63、压缩弹簧;64、旋转套筒;65、固定轴;91、内回位弹簧;92、上旋转板;93、下旋转板;151、送料吸盘。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.参照图1,锑锭浇铸综合生产系统机架上设置传送带1,传送带1的传送表面设置中空的操作带2,操作带2与传送带1同步运动,操作带2的表面具有设置模具槽3,模具槽3具有相匹配的模具盖板4。传送带1可带动模具槽3移动,实现模具槽3的进行传送。
28.进一步的,机架于传送带1的上方设置用于盖上模具盖板4的上盖轮12、用于浇铸的浇铸包13和用于模具槽3内部铸造液冷却的冷却罩14,上盖轮12、浇铸包13和冷却罩14沿着传送带1方向依次排布。模具槽3经过上盖轮12时,上盖轮12给模具槽3盖上模具盖板4,形成可浇铸的完整模具。完整模具经过浇铸包13,浇铸包13对模具的冒口进行浇铸,完成注模。模具浇铸后进入冷却罩14,冷却罩14内部设置冷却介质喷头,可对模具进行冷却,模具形成铸锭。
29.进一步的,所述操作带2的内部设置出料被动组件,机架上固定设置出料启动件。
30.参考图2和图3,所述出料被动组件包括活动锥齿轮9和螺纹杆11,所述操作带2的内表面固定设置螺纹杆11,所述螺纹杆11与活动锥齿轮9通过螺纹连接,所述模具槽3的底部设置活动模底31,所述操作带2与活动模底31连接处设置活动板21,所述活动锥齿轮9的上端通过上旋转板92与活动板21旋转连接,所述活动锥齿轮9的下端通过下旋转板93与操作带2的内表面旋转连接,所述活动锥齿轮9与下旋转板93之间设置内回位弹簧91。
31.进一步的,所述出料启动件包括与活动锥齿轮9啮合匹配的固定锥齿弧板10,所述固定锥齿弧板10与传送带1端部的传送轮同轴设置。为保证活动锥齿轮9与固定锥齿弧板10可相互啮合,操作带2侧面设置用于固定锥齿弧板10穿过的槽道。
32.参考图3,传送带1在传送模具槽3的过程中,当活动锥齿轮9经过固定锥齿弧板10,由于固定锥齿弧板10位置固定,活动锥齿轮9发生转动,活动锥齿轮9可沿着螺纹杆11的轴向移动,本实施例中的设定为活动锥齿轮9往靠近模具槽3的方向移。活动锥齿轮9可推动活动板21往上移动,将活动模底31从模具槽3的底面带出,活动模底31将模具槽3中的铸锭13稍稍顶出,完成铸锭13的松动和脱模。
33.进一步的,机架于传送带1的端部设置用于打开模具盖板4的揭盖轮5、辅助脱模的敲击杆6和用于收集锑锭的料箱8。
34.本实施例中,所述揭盖轮5包括旋转台51、取料伸缩杆52和吸盘53,所述旋转台51与机架旋转连接,若干取料伸缩杆52以旋转台51的旋转圆心为中心环布于旋转台51,取料伸缩杆52的端部旋转连接取料吸盘53,取料吸盘53用于吸取模具盖板4。内部含有铸锭的模具经过揭盖轮5,揭盖轮5的旋转台51带动取料吸盘53吸取模具盖板4,使模具盖板4离开模具槽3,完成开模。
35.参考图1,所述揭盖轮5和上盖轮12的上方设置盖板传送带15,所述盖板传送带15的传送面上设置送料吸盘151,送料吸盘151可吸取模具盖板4,盖板传送带15用于将揭盖轮
5上的模具盖板4传送至上盖轮12,完成模具盖板4的循环使用。本发明中上盖轮12的结构与揭盖轮5的结构相同,也设置相应的取料吸盘,为节省传送带1的带长,上盖轮12的旋转台轴线与揭盖轮5的旋转台51相互垂直。
36.本实施例中,所述盖板传送带15的下传送面的传送距离大于上盖轮12和揭盖轮5上取料吸盘之间的最大距离,保证模具盖板4传送的可行性。
37.本实施例中模具槽3与模具盖板4之间可设置为电磁吸合,方便模具槽3与模具盖板4的结合和分离。模具盖板4和模具槽3上均设置电磁块和给予电磁块电能的电池,用于形成模具盖板4和模具槽3之间的吸合。取料吸盘53和送料吸盘151也是通过电磁铁对模具盖板4进行吸取。
38.参考图4,所述敲击杆6包括外固定杆61、内活动杆62、压缩弹簧63和旋转套筒64,所述旋转套筒64旋转套接于机架的固定轴65,旋转套筒64于固定轴65之间设置回位扭簧,所述旋转套筒64固定连接外固定杆61,所述外固定杆61的内部中空,所述内活动杆62的一端滑动套接于外固定杆61的内部,所述外固定杆61与内活动杆62之间设置压缩弹簧63,内活动杆62的另一端设置敲击头部。模具槽3底部的活动锥齿轮9经过固定锥齿弧板10后,铸锭13被稍稍顶出,铸锭13完成松动,模具槽3经过敲击杆6,在回位扭簧的带动下,敲击杆6滑过前一个模具槽3的外壁后对下一个模具槽3进行敲击,使铸锭13可彻底进行脱模。
39.本实施例中,所述敲击杆6的数量为两组,两个敲击杆6分布于传送带1的两侧,提高敲击的脱模效果。
40.本实施例中,所述传送带1的出料端与料箱8之间设置滑道7,用于锑锭脱模后的缓冲,使其缓缓进入料箱8。
41.本实施例中锑锭浇铸综合生产系统的工作过程为:
42.步骤一:模具槽3经过上盖轮12时,上盖轮12给模具槽3盖上模具盖板4,形成可浇铸的完整模具。
43.步骤二:完整模具经过浇铸包13,浇铸包13对模具的冒口进行浇铸,完成注模。
44.步骤三:模具浇铸后进入冷却罩14,冷却罩14内部设置冷却介质喷头,可对模具进行冷却,模具形成铸锭。
45.步骤四:传送带1带动模具槽3经过揭盖轮5,吸盘53可对模具槽3上的模具盖板4进行拾取,完成模具槽3的开模;同时盖板传送带15对揭盖轮5上的其他模具盖板4进行吸取,并可将其送至上盖轮12,进行模具盖板4的循环使用。
46.步骤五:模具槽3开模后,活动锥齿轮9经过固定锥齿弧板10,由于固定锥齿弧板10位置固定,活动锥齿轮9发生转动,活动锥齿轮9可沿着螺纹杆11的轴向移动,本发明中的设定为活动锥齿轮9往靠近模具槽3的方向移。活动锥齿轮9可推动活动板21往上移动,将活动模底31从模具槽3的底面带出,活动模底31将模具槽3中的铸锭13稍稍顶出,完成铸锭13的松动和脱模。
47.步骤六:模具槽3底部的活动锥齿轮9经过固定锥齿弧板10后,铸锭13被稍稍顶出,铸锭13完成松动,在内回位弹簧91的作用下,活动锥齿轮9螺旋回位;
48.敲击杆6滑过前一个模具槽3后对现模具槽3进行敲击,使铸锭13可彻底进行脱模,铸锭13离开模具槽3经过滑道7进入料箱8中。
49.步骤七:空的模具槽3被传送带1带动来到上盖轮12所在位置,继续进行步骤一。
50.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。