1.本实用新型涉及铝浇铸件加工设备技术领域,尤其涉及一种铝浇铸件钻孔加工装置。
背景技术:
2.随着时代的不断发展,金属在人们的生活中得到了广泛的应用,而金属的质量也在日益的发生变化,其中,铝是世界上产量和用量都仅次于钢铁的有色金属,由于铝的材质轻,因此常用于制造汽车、火车、地铁、船舶、飞机、火箭、飞船等陆海空交通工具,以减轻自重增加装载量。
3.而在铝件生产的过程中最为常用的就是铝浇铸模具,将熔融的铝料倒入特定的浇铸模具中成型铝件。通常经浇铸模浇铸得到的铝件无法直接安装应用,需要对铝浇铸件进行进一步的深加工处理,深加工主要包括打磨、钻孔、去毛刺等,其中在钻孔工序中,现有的钻孔工序多为人工钻孔,钻孔过程中产生的粉尘易到处分散,对工作人员的呼吸道造成伤害。
技术实现要素:
4.本实用新型意在提供一种铝浇铸件钻孔加工装置,其具有能够及时吸附钻孔过程中产生的粉尘的优点。
5.为达到上述目的,本实用新型的基本方案如下:一种铝浇铸件钻孔加工装置,包括操作平台、钻孔机构以及吸尘机构,所述操作平台上形成有用于加工铝浇铸件的加工区,所述钻孔机构包括设置在操作平台上的安装架,所述安装架上设有电动伸缩组件以及钻孔组件,所述电动伸缩组件包括基座以及电动伸缩气缸,所述电动伸缩气缸固定在安装架上,所述电动伸缩气缸的输出端与基座固定连接,所述钻孔组件包括固定在基座上的驱动电机,所述驱动电机的输出端连接有用于钻孔的钻头,且钻头与加工区相对;所述加工区内形成有加工槽,所述加工槽内设有用于放置铝浇铸件的放置板,所述放置板上设有若干吸尘槽,所述吸尘机构位于加工区下方并用于收集粉尘。
6.进一步地,所述吸尘机构包括吸尘风机,所述吸尘风机的进风端与吸尘槽相对,所述吸尘槽与加工槽相互连通,所述吸尘风机的出风端设有集尘袋,所述集尘袋上设有导风口,所述导风口上设有过滤网。
7.进一步地,所述钻头整体呈圆锥形,所述钻头的侧面分布有若干刀翼,所述刀翼呈空间螺旋状结构,且刀翼的刀刃部的外缘线为阿基米德螺线。
8.进一步地,所述加工槽的内壁设有用于固定铝浇铸件的第一定位组件,所述第一定位组件包括若干第一夹持块,各个第一夹持块等间距均匀分布在加工槽内壁,且第一夹持块与加工槽内壁之间连接有第一弹性件。
9.进一步地,所述第一夹持块上形成有相互连接的第一导向楔面以及第一夹持面,所述第一导向楔面能够与铝浇铸件滑动接触,所述第一夹持面能够与铝浇铸件侧面相抵。
10.进一步地,所述基座上设有固定铝浇铸件的第二定位组件,所述第二定位组件包括若干弹性伸缩杆,所述弹性伸缩杆的底部固定有第二夹持块,且第二夹持块与加工区相对,所述第二夹持块上形成有相互连接的第二导向楔面以及第二夹持面,所述第二导向楔面能够与铝浇铸件滑动接触,所述第二夹持面能够与铝浇铸件侧面相抵。
11.进一步地,所述基座上配置有多个径向路径,同一径向路径上分布有多个滑槽,各个弹性伸缩杆分别滑动连接在各个滑槽内,弹性伸缩杆与滑槽内壁之间连接有第二弹性件,位于同一径向路径上的第二夹持块之间相互贴合。
12.与现有技术相比本方案的有益效果是:
13.1、钻孔过程中产生的大量粉尘,可以利用吸尘风机将加工过程产生的粉尘依次透过加工槽以及吸尘槽导入到吸尘风机的出风端的集尘袋内,从而避免操作人员吸入粉尘而危害身体健康。
14.2、第一定位组件和第二定位组件对铝浇铸件进行夹持固定,避免钻孔过程中铝浇铸件受到外力而发生位置的偏移,从而提高钻孔的精度。
附图说明
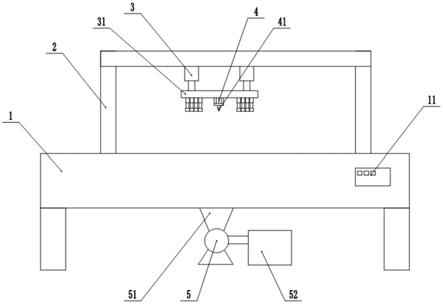
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型中的操作平台的剖视结构示意图;
17.图3为本实用新型中的第二定位组件的结构示意图。
18.说明书附图中的附图标记包括:操作平台1、控制器11、加工槽12、安装架2、电动伸缩气缸3、基座31、滑槽32、驱动电机4、钻头41、吸尘风机5、导风罩51、集尘袋52、放置板6、吸尘槽61、第一夹持块7、第一弹簧71、第二弹簧81、弹性伸缩杆8、第二夹持块82。
具体实施方式
19.下面结合说明书附图,并通过具体实施方式对本实用新型作进一步详细的说明:
20.实施例:
21.一种铝浇铸件钻孔加工装置,如图1至3所示,包括操作平台1、第一定位组件、第二定位组件、钻孔机构以及吸尘机构,操作平台1上形成有用于加工铝浇铸件的加工区,加工区内形成有加工槽12,加工槽12内设有用于放置铝浇铸件的放置板6,放置板6上设有若干吸尘槽61,且吸尘槽61与加工槽12相互连通。
22.第一定位组件包括若干第一夹持块7,第一夹持块7上形成有相互连接的第一导向楔面以及第一夹持面,第一导向楔面能够与铝浇铸件滑动接触,第一夹持面能够与铝浇铸件侧面相抵;各个第一夹持块7等间距均匀分布在加工槽12内壁,且第一夹持块7与加工槽12内壁之间连接有第一弹性件,该第一弹性件为第一弹簧71。
23.钻孔机构包括设置在操作平台1上的安装架2,安装架2上设有电动伸缩组件以及钻孔组件,电动伸缩组件包括基座31以及电动伸缩气缸3,电动伸缩气缸3固定在安装架2上,电动伸缩气缸3的输出端与基座31固定连接;操作平台1上安装有用于控制电动伸缩气缸3工作的控制器11,且控制器11与电动伸缩气缸3电连接;
24.钻孔组件包括固定在基座31上的驱动电机4,驱动电机4的输出端连接有用于钻孔的钻头41,且钻头41与加工区相对;钻头41整体呈圆锥形,钻头41的侧面分布有若干刀翼,
刀翼呈空间螺旋状结构,且刀翼的刀刃部的外缘线为阿基米德螺线。
25.基座31上配置有多个径向路径,同一径向路径上分布有多个滑槽32;第二定位组件包括若干滑动连接在各个滑槽32内的弹性伸缩杆8,弹性伸缩杆8与滑槽32内壁之间连接有第二弹性件,该第二弹性件为第二弹簧81,各个弹性伸缩杆8围合在驱动电机4周围,弹性伸缩杆8的底部固定有第二夹持块82,且第二夹持块82与加工区相对,位于同一径向路径上的第二夹持块82之间相互贴合;第二夹持块82上形成有相互连接的第二导向楔面以及第二夹持面,第二导向楔面能够与铝浇铸件滑动接触,第二夹持面能够与铝浇铸件侧面相抵。
26.吸尘机构位于加工区下方并用于收集粉尘,吸尘机构包括吸尘风机5,吸尘风机5的进风端与吸尘槽61相对,且吸尘风机5的进风端通过导风罩51与加工槽12底部连接,吸尘风机5的出风端设有集尘袋52,集尘袋52上设有导风口,导风口上设有过滤网。
27.本方案具体实施方式如下:
28.将待加工的铝浇铸件放置在加工槽12内的放置板6上,放置于加工槽12的过程中,铝浇铸件底部先接触到第一夹持块7的第一导向楔面,操作人员通过对铝浇铸件施加向下的压力,使得铝浇铸件对第一导向楔面产生压力,并将第一夹持块7向加工槽12内壁所在方向进行挤压,使第一弹簧71形变并产生弹力,铝浇铸件逐渐与第一导向楔面脱离抵触,并与第一夹持面接触,在第一弹簧71的弹力的作用下,多个第一夹持块7同时提供多个径向夹持力,对待加工的铝浇铸件进行固定。
29.对铝浇铸件进行初步固定后,电动伸缩气缸3驱动基座31向加工区所在方向移动,第二定位组件上的各个第二夹持块82向铝浇铸件靠近并与第二夹持块82相抵,在弹性伸缩杆8的作用下,部分第二夹持块82的底面与铝浇铸件顶部接触,并对铝浇铸件进行纵向的固定,另一部分的第二夹持块82的第二导向楔面以及第二夹持面依次与铝浇铸件接触,并在第二弹簧81的作用下,第二夹持块82的第二夹持面于铝浇铸件侧面接触,多个第二夹持块82对铝浇铸件进行周向的夹持固定。
30.然后驱动电机4驱动钻头41转动对铝浇铸件进行钻孔,利用吸尘风机5将加工过程产生的粉尘依次透过加工槽12以及吸尘槽61导入到吸尘风机5的出风端的集尘袋52内,从而避免操作人员吸入粉尘而危害身体健康。
31.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。