1.本发明涉及金属材料技术领域,尤其涉及一种镍钛合金靶坯及其制备方法。
背景技术:
2.磁控溅射是制备薄膜材料的主要技术之一,利用离子源产生的离子,在真空中经过加速聚集,而形成高速度能的离子束流,轰击固体表面,离子和固体表面原子发生动能交换,使固体表面的原子离开固体并沉积在基底表面,形成一层厚度为纳米或者微米级别的薄膜。其中,被轰击的固体是制备磁控溅射沉积薄膜的原材料,一般被称为溅射靶材,集中应用于信息存储、集成电路、显示器、汽车后视镜等产业。
3.溅射靶材一般通过粉末冶金烧结成型工艺获得,因为该工艺制备的溅射靶材具有独特的化学组成和机械、物理性能,可以直接制备多孔、半致密或全致密材料和制品。作为一种重要的粉末冶金烧结成型工艺,热等静压(hot isostwtic pressing,hip)是一种在高温下利用各项均等的静压力进行压制的工艺方法,具体包括把高温合金粉末装入抽真空的薄壁成形包套中,焊封后进行热等静压,除去包套即可获得致密的、接近所需形状的盘件。粉末热等静压材料一般具有均匀的细晶粒组织,能避免铸锭的宏观偏析,提高材料的工艺性能和机械性能。该法优点在于集热压和等静压的优点于一身,成形温度低,产品致密,性能优良,其缺点是设备昂贵,生产率低。此外,溅射靶材也可以通过热塑性变形加工(thermo mechanical processing,tmp)获得,该工艺将冶炼、铸造获得的铸锭,通过锻造、轧制、热处理退火等工艺,改善金属材料的组织和性能,并获得所需要的形状和尺寸,是一种溅射靶材制造的核心关键技术。
4.目前,镍钛合金靶材主要应用于功率器件,在大电流芯片中作为缓冲层。cn113234945a公开了一种钛镍形状记忆合金靶材及其制备方法,包括如下步骤:s1:将金属钛和金属镍以交替平铺的方式加入容器中进行熔炼得到合金熔体;s2:将s1得到的合金熔体进行浇铸,冷却得到靶坯;s3:将所述靶坯进行机加工后得到所述钛镍形状记忆合金靶材。然而,上述制备方法得到的钛镍形状记忆合金靶材仅仅是熔炼得到的铸锭,晶粒极其粗大,内部结构不均匀,内部缺陷明显,远达不到半导体领域溅射靶材的使用标准。
5.因此,开发亟需开发一种新型的镍钛合金靶材的制造方法,获得的镍钛合金靶材具有内部结构均匀,内部无缺陷,晶粒细小等优点,符合半导体领域镍钛合金靶材的使用标准。
技术实现要素:
6.为解决上述技术问题,本发明提出一种镍钛合金靶坯及其制备方法,所述制备方法包括对镍钛合金铸锭依次进行锻造、一次退火、轧制、二次退火与机加工,得到的镍钛合金靶坯具有内部结构均匀,内部无缺陷,晶粒细小等优点,晶粒大小一般≤100μm,最优时≤50μm,将成品率提高至90%以上,符合半导体领域镍钛合金靶材的使用标准。
7.为达此目的,本发明采用以下技术方案:
8.本发明的目的之一在于提供一种镍钛合金靶坯的制备方法,所述制备方法包括如下内容:准备镍钛合金铸锭,依次进行锻造、一次退火、轧制、二次退火与机加工,得到镍钛合金靶坯。
9.本发明所述制备方法针对熔炼得到的镍钛合金铸锭存在内部缺陷问题,对镍钛合金铸锭依次进行锻造、一次退火、轧制、二次退火与机加工,得到的镍钛合金靶坯具有内部结构均匀,内部无缺陷,晶粒细小等优点,晶粒大小一般≤100μm,最优时≤50μm,将成品率提高至90%以上,符合半导体领域镍钛合金靶材的使用标准。
10.作为本发明优选的技术方案,所述镍钛合金铸锭中钛的质量比例为6.75-8.25%,其余为镍以及不可避免的杂质。
11.本发明所述镍钛合金铸锭中钛的质量比例为6.75-8.25%,例如6.75%、7.00%、7.25%、7.50%、7.75%、8.00%或8.25%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
12.优选地,所述镍钛合金铸锭的纯度为99.95-99.99%,,例如99.95%、99.96%、99.97%、99.98%或99.99%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
13.本发明所述镍钛合金铸锭的纯度指的是镍和钛的质量比例之和。
14.作为本发明优选的技术方案,所述镍钛合金铸锭采用电子束、真空电弧重熔或真空感应熔炼中的任意一种方式进行熔炼,然后再浇注得到。
15.优选地,先将所述镍钛合金铸锭依据目标尺寸进行切割处理,再进行所述锻造。
16.优选地,所述切割处理采用卧式锯床进行。
17.作为本发明优选的技术方案,所述锻造之前还包括预热处理,所述预热温度为900-1100℃。
18.本发明所述在锻造之前的预热处理,可以有效地防止锻造过程中铸锭发生开裂问题。
19.优选地,所述锻造的总变形率为70-80%,例如70%、72%、74%、75%、78%或80%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
20.本发明所述锻造处理可以进一步消除铸锭内部的组织疏松等铸造缺陷,优化铸锭内部的微观组织结构,将铸锭的柱状晶破碎为细晶粒,从而起到晶粒细化作用。
21.作为本发明优选的技术方案,所述一次退火的温度为800-950℃,例如800℃、820℃、840℃、850℃、870℃、900℃、910℃、930℃或950℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
22.优选地,所述一次退火的保温时间为60-120min,例如60min、70min、80min、90min、100min、110min或120min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
23.本发明所述一次退火处理不仅可以消除锻造后的镍钛合金铸锭内部的残余应力及内部的组织缺陷,还有利于后续轧制的顺利进行。
24.作为本发明优选的技术方案,所述轧制至少进行一轮轧制,每轮轧制进行3-5道次,并控制每道次的下压量为该道次轧制前厚度的5-10%,例如5%、6%、7%、8%、9%或10%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
25.本发明所述轧制通过严格控制每道次的下压量,可以有效防止镍钛合金靶坯发生开裂。
26.优选地,所述轧制的总变形量为70-80%,例如70%、72%、75%、77%、79%或80%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
27.本发明所述轧制可以进一步细化晶粒,促进内部组织均匀性,同时使镍钛合金靶坯成型,获得具有目标直径与目标厚度的镍钛合金靶坯。
28.作为本发明优选的技术方案,所述二次退火的温度为580-600℃,例如580℃、585℃、590℃、595℃或600℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
29.优选地,所述二次退火的保温时间为90-150min,例如90min、100min、110min、120min、130min、140min或150min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
30.优选地,在所述二次退火之后进行水冷,使得晶粒停止生长,然后进行所述机加工。
31.在经过本发明所述二次退火和水冷后,可以获得晶粒细小的镍钛合金靶坯,晶粒大小一般≤100μm,最优时≤50μm。
32.作为本发明优选的技术方案,所述机加工包括依次进行的车削去除氧化皮和线切割外圆。
33.优选地,所述机加工采用卧式车床进行。
34.优选地,在所述机加工之后,依次进行检测、清洗、干燥、包装,得到镍钛合金溅射靶材。
35.优选地,所述检测包括尺寸检测和性能检测。
36.优选地,所述尺寸检测包括直径检测和厚度检测。
37.优选地,所述性能检测包括表面状态检测、晶粒大小检测和内部缺陷检测。
38.本发明所述表面状态检测用来判断制备得到的镍钛合金靶坯表面是否有折皱和裂纹;本发明所述内部缺陷检测使用超声波c扫描技术检测,简称c-scan检测,该技术是将超声检测与微机控制下的数据采集、存贮、处理、图像显示集合在一起的技术,通过图像显示工件轮廓,可以根据不同颜色显示内部缺陷。
39.作为本发明优选的技术方案,所述制备方法包括如下内容:
40.(1)准备钛的质量比例为6.75-8.25%、纯度为99.95-99.99%的镍钛合金铸锭,依据目标尺寸采用卧式锯床进行切割处理;
41.(2)将步骤(1)切割得到的镍钛合金材料在900-1100℃下预热后进行锻造,控制所述锻造的总变形率为70-80%;
42.(3)将步骤(2)锻造得到的镍钛合金材料进行一次退火,控制所述一次退火的温度为800-950℃,保温时间为60-120min;
43.(4)将步骤(3)一次退火得到的镍钛合金材料进行至少一轮轧制,每轮轧制进行3-5道次,并控制每道次的下压量为该道次轧制前厚度的5-10%;所述轧制的总变形量为70-80%;
44.(5)将步骤(4)轧制得到的镍钛合金材料进行二次退火,控制所述二次退火的温度
为580-600℃,保温时间为90-150min;
45.(6)将步骤(5)二次退火得到的镍钛合金材料采用卧式车床进行机加工,所述机加工包括依次进行的车削去除氧化皮和线切割外圆,然后依次进行检测、清洗、干燥、包装,得到镍钛合金溅射靶材。
46.本发明的目的之二在于提供一种镍钛合金靶坯,利用目的之一所述的制备方法得到。
47.本发明所述镍钛合金靶坯可以和铜背板或铝背板,通过钎焊或者扩散焊接进行组合,最后按照图纸规定的目标尺寸进行精密加工,最终得到可以用于磁控溅射的镍钛合金溅射靶材组件。
48.与现有技术相比,本发明至少具有以下有益效果:
49.本发明所述制备方法包括对镍钛合金铸锭依次进行锻造、一次退火、轧制、二次退火与机加工,得到的镍钛合金靶坯具有内部结构均匀,内部无缺陷,晶粒细小等优点,晶粒大小一般≤100μm,最优时≤50μm,将成品率提高至90%以上,符合半导体领域镍钛合金靶材的使用标准。
具体实施方式
50.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
51.为便于理解本发明,本发明列举实施例如下:
52.实施例1
53.本实施例提供了一种镍钛合金靶坯的制备方法,所述制备方法包括如下内容:
54.(1)准备钛的质量比例为7.00%、纯度为99.99%的镍钛合金铸锭,依据目标尺寸采用卧式锯床进行切割处理;
55.(2)将步骤(1)切割得到的镍钛合金材料在1000℃下预热后进行锻造,控制所述锻造的总变形率为75%;
56.(3)将步骤(2)锻造得到的镍钛合金材料进行一次退火,控制所述一次退火的温度为850℃,保温时间为100min;
57.(4)将步骤(3)一次退火得到的镍钛合金材料进行4道次的轧制,控制每道次的下压量为该道次轧制前厚度的8%;重复上述轧制操作,直至所述轧制的总变形量为75%;
58.(5)将步骤(4)轧制得到的镍钛合金材料进行二次退火,控制所述二次退火的温度为600℃,保温时间为120min;
59.(6)将步骤(5)二次退火得到的镍钛合金材料采用卧式车床进行机加工,所述机加工包括依次进行的车削去除氧化皮和线切割外圆,然后依次进行检测、清洗、干燥、包装,得到镍钛合金溅射靶材。
60.实施例2
61.本实施例提供了一种镍钛合金靶坯的制备方法,所述制备方法包括如下内容:
62.(1)准备钛的质量比例为6.75%、纯度为99.95%的镍钛合金铸锭,依据目标尺寸采用卧式锯床进行切割处理;
63.(2)将步骤(1)切割得到的镍钛合金材料在900℃下预热后进行锻造,控制所述锻
造的总变形率为70%;
64.(3)将步骤(2)锻造得到的镍钛合金材料进行一次退火,控制所述一次退火的温度为800℃,保温时间为120min;
65.(4)将步骤(3)一次退火得到的镍钛合金材料进行至少一轮轧制,每轮轧制进行3道次,并控制每道次的下压量为该道次轧制前厚度的5%;所述轧制的总变形量为70%;
66.(5)将步骤(4)轧制得到的镍钛合金材料进行二次退火,控制所述二次退火的温度为580℃,保温时间为150min;
67.(6)将步骤(5)二次退火得到的镍钛合金材料采用卧式车床进行机加工,所述机加工包括依次进行的车削去除氧化皮和线切割外圆,然后依次进行检测、清洗、干燥、包装,得到镍钛合金溅射靶材。
68.实施例3
69.本实施例提供了一种镍钛合金靶坯的制备方法,所述制备方法包括如下内容:
70.(1)准备钛的质量比例为8.25%、纯度为99.99%的镍钛合金铸锭,依据目标尺寸采用卧式锯床进行切割处理;
71.(2)将步骤(1)切割得到的镍钛合金材料在1100℃下预热后进行锻造,控制所述锻造的总变形率为80%;
72.(3)将步骤(2)锻造得到的镍钛合金材料进行一次退火,控制所述一次退火的温度为950℃,保温时间为60min;
73.(4)将步骤(3)一次退火得到的镍钛合金材料进行至少一轮轧制,每轮轧制进行5道次,并控制每道次的下压量为该道次轧制前厚度的10%;所述轧制的总变形量为80%;
74.(5)将步骤(4)轧制得到的镍钛合金材料进行二次退火,控制所述二次退火的温度为600℃,保温时间为90min;
75.(6)将步骤(5)二次退火得到的镍钛合金材料采用卧式车床进行机加工,所述机加工包括依次进行的车削去除氧化皮和线切割外圆,然后依次进行检测、清洗、干燥、包装,得到镍钛合金溅射靶材。
76.实施例4
77.本实施例提供了一种镍钛合金靶坯的制备方法,基于实施例1所述制备方法,区别仅在于:步骤(3)所述一次退火的温度为750℃。
78.实施例5
79.本实施例提供了一种镍钛合金靶坯的制备方法,基于实施例1所述制备方法,区别仅在于:步骤(3)所述一次退火的温度为1000℃。
80.实施例6
81.本实施例提供了一种镍钛合金靶坯的制备方法,基于实施例1所述制备方法,区别仅在于:步骤(5)所述二次退火的温度为550℃。
82.实施例7
83.本实施例提供了一种镍钛合金靶坯的制备方法,基于实施例1所述制备方法,区别仅在于:步骤(5)所述二次退火的温度为650℃。
84.对比例1
85.本对比例提供了一种镍钛合金靶坯的制备方法,基于实施例1所述制备方法,区别
仅在于:将步骤(3)所述一次退火完全省略,将步骤(2)锻造得到的镍钛合金材料直接进行轧制。
86.对比例2
87.本对比例提供了一种镍钛合金靶坯的制备方法,基于实施例1所述制备方法,区别仅在于:将步骤(5)所述二次退火完全省略,将步骤(4)轧制得到的镍钛合金材料直接进行机加工。
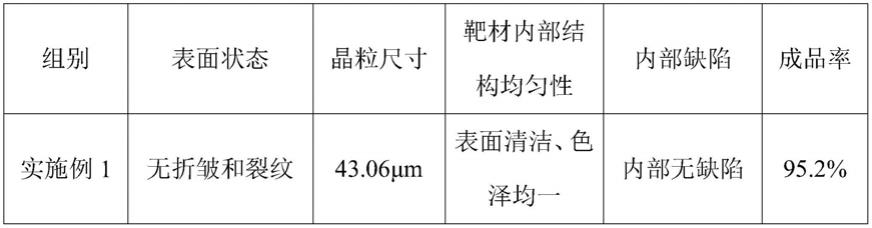
88.将上述实施例和对比例所得镍钛合金靶坯进行如下性能测试:
89.(i)表面状态:以目视方法判断是否有折皱和裂纹;
90.(ii)晶粒大小:按照国标gb/t 6394-2017《金属平均晶粒度测定方法》中公开的截面法进行测定;
91.(iii)靶材内部结构均匀性:首先以目视标样为准,然后经精密加工后,表面清洁,色泽均一,不出现束状或者点状花斑,则表明内部结构均匀未出现偏析现象;
92.(iv)内部缺陷:利用超声波c扫描成像探伤仪进行检测;
93.(v)成品率:按照镍钛合金靶坯质量合格的成品数量占制备得到的总数量的比值,计算制备方法的成品率。
94.有关上述实施例和对比例所得镍钛合金靶坯的相关测试结果见表1。
95.表1
96.[0097][0098]
综上所述,本发明所述制备方法包括对镍钛合金铸锭依次进行锻造、一次退火、轧制、二次退火与机加工,得到的镍钛合金靶坯具有内部结构均匀,内部无缺陷,晶粒细小等优点,晶粒大小一般≤100μm,最优时≤50μm,将成品率提高至90%以上,符合半导体领域镍钛合金靶材的使用标准。
[0099]
申请人声明,本发明通过上述实施例来说明本发明的详细工艺设备和工艺流程,但本发明并不局限于上述详细工艺设备和工艺流程,即不意味着本发明必须依赖上述详细工艺设备和工艺流程才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。