一种1e4904型中碳低合金钢的热处理方法
技术领域
1.本发明涉及铸件铸造生产技术领域,具体是一种1e4904型中碳低合金钢的热处理方法。
背景技术:
2.中碳低合金钢具有综合性能好,水淬后配合低温回火,强度高,耐磨性好等特点,生产组装的履带链接挖掘机广泛运用于能源、交通、矿山、冶金等行业的土石方作业,特别适用于轮式装载机不能作业的恶劣工作场地,制造承受冲击、耐磨、高载荷的各种机械零件。如大型挖掘机的履带链接零件,所组装的挖掘机,在规定服役期间内,在工作环境恶劣的地区进行作业,其链接履带板发生断裂几率将大大降低。这就使得挖掘机履带链接零件具有较高的塑性和良好的力学性能。
3.目前,中碳低合金钢的热处理方法,一般采用正火、淬火、回火三步骤工艺,但是制得的产品的塑性和力学性能不高,延伸率及断面收缩率不能满足标准要求,此产品用于大型挖掘机履带零件,履带链接在实际使用过程中容易发生断裂,大大缩减了铸件的使用寿命。
技术实现要素:
4.本发明的目的在于提供一种1e4904型中碳低合金钢的热处理方法,以解决上述背景技术中提出的问题。
5.本发明的目的可以通过以下技术方案实现:
6.一种1e4904型中碳低合金钢的热处理方法,包括以下步骤:
7.s1、制备铸件:以中碳低合金钢材质原料,利用模具浇注制得符合设计要求的铸件;
8.s2、正火:将铸件装入热处理炉,装炉温度小于300℃,然后进行升温,升温速度控制在≤80℃/h,直至炉内温度达到940~960℃时停止升温,保温处理3h,最后取出铸件进行空冷;
9.s3、退火:将正火结束的铸件,在热处理炉内进行升温,升温速度控制在≤80℃/h,直至炉内温度达到780~800℃时停止升温,保温处理3.0~3.5h;再随炉冷却,冷却速度控制在≤100℃/h,直至炉内温度达到680~700℃时停止,保温处理2.0~2.5h;再次随炉冷却,冷却速度控制在≤100℃/h,直至炉内温度达到500℃时,取出铸件进行空冷;
10.s4、淬火:将退火空冷结束的铸件,置于热处理炉内进行升温,装炉温度小于300℃,升温速度控制在≤80℃/h,直至炉内温度达到700~720℃时停止升温,保温处理2.0~2.5h;再次升温,升温速度控制在≤100℃/h,直至炉内温度达到880~900℃时停止,保温处理3.0~3.5h,然后取出铸件进行水冷;
11.s5、回火:将淬火水冷结束的铸件,置于热处理炉内进行升温,装炉温度小于100℃,升温速度控制在≤30℃/h,直至炉内温度达到165~185℃时停止升温,保温处理10.0~
10.5h,然后取出铸件,并进行空冷;
12.s6、制成品:将回火空冷结束的铸件,检测产品性能,从而得到铸件成品,即完成了对中碳低合金钢进行热处理的整个过程。
13.优选地,所述中碳低合金钢具体型号为1e4904。
14.优选地,按元素质量百分比计,所述中碳低合金钢原料的化学成分(%)包括:c:0.16~0.28;si:0.30~0.70;mn:0.70~1.35;p≤0.025;s≤0.020;cr:0.70~1.10;ni:1.10~2.20;mo:0.40~0.55。
15.优选地,所述中碳低合金钢的力学性能为:
16.rp
0.2
mparpmmpaa(%)z(%)akv/-40℃≥965≥1138≥4≥13≥11j。
17.优选地,在s4淬火步骤中,所述水冷的工艺条件为:铸件水冷转移时间≤60秒,水温控制在23~30℃,水冷时间为5分钟。
18.优选地,在s4淬火、s5回火步骤中,对于淬火水冷结束的铸件,需在30~60min内,置于热处理炉内进行升温回火。
19.优选地,所述热处理炉为实验室箱式马弗炉。
20.本发明的有益效果:
21.本发明1e4904型中碳低合金钢的热处理方法,采用稳定的正火+退火+淬火+回火工艺,相比现有技术正火+淬火+回火工艺,增加了一道退火处理步骤后,完全可以起到细化晶粒、均匀组织的作用,再配合水淬处理,所得产品的延伸率显著提高,同时并不影响其抗拉强度、屈服强度、硬度等性能。本发明工艺处理的中碳低合金钢,力学性能高,塑性好,延伸率及断面收缩率高,性能稳定,产品表面耐磨,芯部塑性好,使用寿命长。
附图说明
22.图1:本发明实施例中的双基尔试块的尺寸标注图;
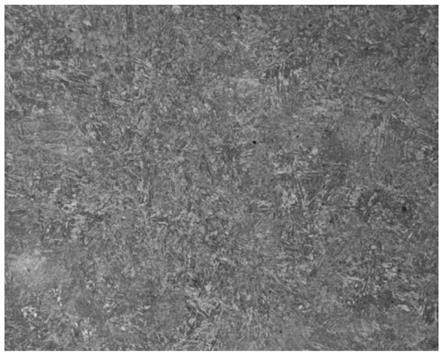
23.图2:本发明工艺的试验组产品金相显微组织(100倍)图;
24.图3:现有技术工艺的对照组产品金相显微组织(100倍)图;
25.图4:本发明工艺的产品铸件的解剖图。
具体实施方式
26.为了便于本领域技术人员理解,下面结合具体实施例对本发明作进一步的说明。
27.实施例1:
28.一种1e4904型中碳低合金钢的热处理方法,包括以下步骤:
29.s1、制备铸件:以1e4904型号中碳低合金钢材质原料,利用模具浇注制得双基尔试块,试块的尺寸标注按照astm a703进行(如图1所示)。
30.按元素质量百分比计,上述双基尔试块的化学成份(%)为:c:0.16~0.28;si:0.30~0.70;mn:0.70~1.35;p≤0.025;s≤0.020;cr:0.70~1.10;ni:1.10~2.20;mo:0.40~0.55。化学成份需要严格控制,p和s按照下限进行控制。
31.上述1e4904中碳低合金钢的力学性能控制,见表1:
32.表1:1e4904中碳低合金钢力学性能要求
33.rp
0.2
mparpmmpaa(%)z(%)akv/-40℃≥965≥1138≥4≥13≥11j。
34.s2、正火:将铸件装入热处理炉,装炉温度小于300℃,然后进行升温,升温速度控制在≤80℃/h,直至炉内温度达到940~960℃时停止升温,保温处理3h,最后取出铸件进行空冷。
35.s3、退火:将正火结束的铸件,在热处理炉内进行升温,升温速度控制在≤80℃/h,直至炉内温度达到780~800℃时停止升温,保温处理3.0~3.5h;再随炉冷却,冷却速度控制在≤100℃/h,直至炉内温度达到680~700℃时停止,保温处理2.0~2.5h;再次随炉冷却,冷却速度控制在≤100℃/h,直至炉内温度达到500℃时,取出铸件进行空冷。
36.s4、淬火:将退火空冷结束的铸件,置于热处理炉内进行升温,装炉温度小于300℃,升温速度控制在≤80℃/h,直至炉内温度达到700~720℃时停止升温,保温处理2.0~2.5h;再次升温,升温速度控制在≤100℃/h,直至炉内温度达到880~900℃时停止,保温处理3.0~3.5h,然后取出铸件进行水冷,水冷的工艺控制条件为:铸件水冷转移时间≤60秒,水温控制在23~30℃,水冷时间为5分钟。
37.s5、回火:将淬火水冷结束的铸件,在30~60min内,置于热处理炉内进行升温回火,装炉温度小于100℃,升温速度控制在≤30℃/h,直至炉内温度达到165~185℃时停止升温,保温处理10.0~10.5h,然后取出铸件,并进行空冷。
38.s6、制成品:将回火空冷结束的铸件,检测产品性能,从而得到铸件成品,即完成了对中碳低合金钢进行热处理的整个过程。
39.实施例2(对照组):
40.采用现有技术正火+淬火+回火工艺,制备相同铸件产品,作为对照组。具体工艺步骤同实施例1相同,而且试验的铸件双基尔试块与实施例1的双基尔试块为同炉浇注的产品。不同的在于少了“s3退火”步骤,并制得铸件成品。
41.实施例1、实施例2中的热处理炉均为实验室箱式马弗炉。
42.实施例1、实施例2均实施3次,分别为实施例3-6,并检测产品性能,得到的产品性能,见表2:
43.表2:1e4904中碳低合金钢采用不同的热处理工艺所得产品的性能
44.工艺rp
0.2
mparpmmpaa(%)z(%)hbwakv/-40℃实施例11249136810.61741515、19、16实施例31256126681940924、19、19实施例5123813549.82241521、24、19实施例2128213562.58.540518、16、15实施例4127613643.07.640115、17、20实施例61279135429.541515、14、17
45.其中,实施例1、3、5为采用本发明工艺的实验组,实施例2、4、6为采用现有技术的对照组。
46.通过试验结果数据即由表2数据可以看出,采用本发明工艺的实验组实施例1、3、5
的各项性能指标均达到标准要求,特别是延伸率及断面收缩率,对照组(实施例2、4、6)的延伸率及断面收缩率不合格,与本发明工艺的试验组处理结果数值相差甚远。同时采用king-3000布氏硬度计对分别对两种工艺下处理的试样硬度进行检测,从表2中可以看出,两种工艺结果显示,硬度上基本没有大的变化。
47.在显微镜下观察试验组与对照组的产品试样微观金相100倍,具体如图2、3所示,图2为采用本发明工艺的试验组产品金相显微组织(100倍),图3为采用现有技术工艺的对照组产品金相显微组织(100倍)。由图2及图3可以看出,图2采用本发明工艺的试验组产品的金相组织为回火马氏体+回火索氏体+少量游离铁素体+弥散分布的细小残余奥氏体,残余奥氏体使其在含碳相对高的情况下,裂纹倾向扩展困难,使其延伸率提高;图3采用现有技术工艺的对照组产品的金相组织为回火马氏体+回火索氏体+少量铁素体。另外可以看出,试验组热处理后的金相组织和晶粒比较细小,这是因为增加一道退火,在其过程中,再一次漫长的形核和核心长大过程,加上后期重新加热冷却,让其再一次进行形核和核心长大,在原始的晶粒中形成多个细小的晶体领域,可以达到细化晶粒的效果,以提高材料的力学性能。
48.将本发明中碳低合金钢的热处理方法,运用到实际生产中,铸件本体经过一道退火工序后,对铸件进行解剖(解剖本体铸件位置见图4),本体性能也完全符合标准要求,具体结果试验结果如表3:
49.表3本发明1e4904中碳低合金钢工艺产品铸件的本体性能结果
[0050][0051][0052]
研究结果表明,1e4904这种中碳低合金钢增加一道退火处理后,完全可以起到细化晶粒、均匀组织的作用,再配合水淬处理,所得出的机械性能结果,在延伸率数值提高的同时,并没有影响到抗拉强度、屈服强度、硬度等性能指标,仍然使挖掘机履带板链接起到表面耐磨、芯部塑性很好的结果。
[0053]
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。