1.本发明涉及砂轮修整技术领域,具体涉及一种基于小球头砂轮的电火花修整工艺方法。
背景技术:
2.采用熔融石英、工程陶瓷等硬脆材料制成的具有小尺寸曲率半径的复杂结构零件在先进技术领域如航空航天、光学、微电子等中起着越来越重要的作用,因为材料的硬度和脆性,这些零件成为典型的难加工零件,而超精密磨抛是该类材料目前较为理想的加工方式。在超精密磨削加工过程中,为了满足高表面质量和面形精度的加工要求,广泛采用小直径球头金属基金刚石砂轮,因其完美地结合了金刚石磨粒的硬度和金属基体材料的耐磨性。但受砂轮结构尺寸的限制,磨削加工采用的磨削线速度较小,且砂轮粒度较小,在磨削加工过程中砂轮极易发生磨损,砂轮磨损后的面型精度会直接影响零件加工的面型精度,因此需要对磨损后的小球头砂轮进行修整。
技术实现要素:
3.鉴于以上问题,本发明提出一种基于小球头砂轮的电火花修整工艺方法,用以解决小尺寸曲率半径的复杂结构零件磨削过程中砂轮磨损问题。
4.一种基于小球头砂轮的电火花修整工艺方法,包括以下步骤:
5.步骤一、将待修整砂轮安装于砂轮主轴上,使其能够绕砂轮主轴轴线旋转;将工具电极安装于电主轴上,使其能够绕电主轴轴线自转的同时沿轴线方向进给;将待修整砂轮与脉冲电源正极相连、工具电极与脉冲电源负极相连,形成火花放电回路;
6.步骤二、旋转砂轮主轴使得待修整砂轮轴线和工具电极轴线之间形成固定夹角;
7.步骤三、完成修整加工前待修整砂轮和工具电极的对刀,确定待修整砂轮和工具电极的最终进给位置;
8.步骤四、转动砂轮主轴,脉冲电源通电,对待修整砂轮进行粗修整;
9.步骤五、转动砂轮主轴,脉冲电源通电,对待修整砂轮进行精修整;
10.步骤六、检测待修整砂轮精度是否达到预设值,若达到完成砂轮修整;若没有达到,重复步骤五直至待修整砂轮精度达到预设值。
11.进一步地,步骤三的具体步骤包括:
12.步骤三一、调整待修整砂轮与工具电极的相对位置,使得待修整砂轮端面中心高度与工具电极中心轴线高度相同,并将工具电极进给到与待修整砂轮间隙为固定距离的位置;利用ccd相机采集包含待修整砂轮和工具电极的图像并进行图像处理,获得待修整砂轮和工具电极的边缘特征点;
13.步骤三二、在成像图中提取工具电极端面边缘特征点的最高点a(x1,y1)与最低点b(x1,y2),提取待修整砂轮端面边缘特征点的最高点c(x2,y3)和最低点d(x3,y4),则工具电极
端面中心点o在成像图中坐标为待修整砂轮端面中心点o
′
在成像图中坐标为
14.步骤三三、调整待修整砂轮位置,使得待修整砂轮端面中心点o
′
的纵坐标与工具电极端面中心点o的纵坐标相等,即:y1+y2=y3+y4,记录此时待修整砂轮端面中心o
′
在成像图中的坐标值(x
′
,y
′
)和此时待修整砂轮所在工作平台的位置值p0;
15.步骤三四、将待修整砂轮沿轴线方向退后第一固定距离,使得工具电极在后续移动的过程中不与待修整砂轮发生干涉;调整工具电极位置,使得工具电极端面中心点o的横向坐标值与记录的x
′
值相同,即:x1=x
′
,此时工具电极端面中心点位置即为待修整砂轮修整后的球面中心;将工具电极从该位置退后第二固定距离,所述第二固定距离为工具电极中径的一半,此时工具电极所在位置即为修整后工具电极的最终进给位置,记录此时工具电极所在工作平台的位置值p1;
16.步骤三五、将工具电极退后第三固定距离,使得待修整砂轮在后续移动的过程不与工具电极发生干涉,将待修整砂轮所在工作平台进给到记录的位置值p0处,然后继续沿待修整砂轮轴线方向进给固定距离至位置值p0′
,进给固定距离为待修整砂轮半径,此时待修整砂轮端面中心为砂轮修整后的球面顶点,待修整砂轮所在位置p0′
即为修整后砂轮的最终进给位置。
17.进一步地,步骤三中待修整砂轮的最终进给位置为在其位置值p0′
的基础上沿轴线方向再向前进给50μm;工具电极的最终进给位置为在其位置值p1的基础上再向前进给第四固定距离,所述第四固定距离根据修整过程中砂轮直径进行计算得到。
18.进一步地,所述待修整砂轮为直径3.8mm、金刚石磨粒直径5μm、砂轮浓度130%的金属基金刚石砂轮。
19.进一步地,所述工具电极由薄壁圆筒和绝缘杆组成,所述薄壁圆筒的中径为2.687mm,壁厚为0.2mm。
20.进一步地,步骤二中所述固定空间夹角为45
°
。
21.进一步地,步骤四中粗修整过程中设置的修整参数包括:脉冲电源峰值电流6.6a,砂轮主轴转速1000r/min,工具电极进给速度10μm/min,脉冲电源开路电压60v、占空比25%、频率80khz,工具电极主轴转速500r/min。
22.进一步地,步骤五中精修整过程中设置的修整参数包括:脉冲电源峰值电流3.3a,砂轮主轴转速3000r/min,工具电极进给速度8μm/min,脉冲电源开路电压60v、占空比25%、频率80khz,工具电极主轴转速500r/min。
23.进一步地,在步骤六之后还包括步骤七:将修整后的砂轮放在丙酮溶液中进行超声振动清洗。
24.进一步地,步骤六中所述预设值为修整后的砂轮轮廓面形精度误差在3μm以内,且磨粒分布和突出高度均匀。
25.本发明的有益技术效果是:
26.本发明优化了小球头砂轮的修整步骤,提高了砂轮的修整效率与修整质量,有效解决了小尺寸曲率半径的复杂结构零件磨削过程中砂轮磨损的问题;采用本发明方法中设
定的砂轮电火花修整工艺参数,所能加工的砂轮半径达1.9085mm,半径误差为8.5μm,修整后砂轮的面型精度为2.5μm左右,并且修整后砂轮磨粒再次得到充分暴露,且分布均匀,等高微刃性好,具有较好的磨削能力;提高了砂轮的重复利用率,减少了小尺寸曲率半径的复杂结构零件磨削过程中的磨削成本和磨削效率。本发明方法具有普适性,可推广用于各类小尺寸球头砂轮的电火花在位修整。
附图说明
27.本发明可以通过参考下文中结合附图所给出的描述而得到更好的理解,所述附图连同下面的详细说明一起包含在本说明书中并且形成本说明书的一部分,而且用来进一步举例说明本发明的优选实施例和解释本发明的原理和优点。
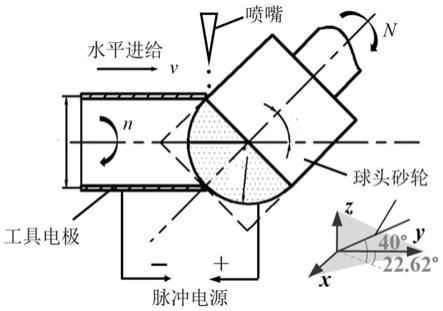
28.图1是本发明实施例中小直径球头砂轮在位电火花修整原理图;
29.图2是本发明实施例中主轴相对位置调整原理图;
30.图3是本发明实施例中砂轮修整对刀原理图;
31.图4是本发明实施例中对刀原理图和实际成像图;
32.图5是本发明实施例中砂轮修整对刀过程示意图;
33.图6是本发明实施例中砂轮修整示意图;
34.图7是本发明实施例中砂轮修整前后对比图。
具体实施方式
35.为了使本技术领域的人员更好地理解本发明方案,在下文中将结合附图对本发明的示范性实施方式或实施例进行描述。显然,所描述的实施方式或实施例仅仅是本发明一部分的实施方式或实施例,而不是全部的。基于本发明中的实施方式或实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式或实施例,都应当属于本发明保护的范围。
36.在加工小球头砂轮加工小尺寸曲率半径零件的过程中,由于所采用的砂轮为金属基金刚石砂轮,砂轮在磨削熔融石英、工程陶瓷等硬脆材料的过程中不可避免的会发生磨损,需要对小球头砂轮进行电火花放电修正以满足小尺寸曲率半径零件加工的面型精度要求,因此本发明提出一种砂轮修整工艺方法,为了兼顾小球头砂轮的修整效率和修整质量,制定了针对小尺寸曲率半径零件加工的小球头砂轮电火花修整的具体加工工艺方法。本发明能保证电火花修整后的金刚石砂轮面形精度误差控制在3μm以内,并且磨粒分布和突出高度较为均匀,保障小尺寸曲率半径的复杂结构零件加工表面质量的要求。
37.金属基金刚石球头砂轮在位电火花修整原理如图1所示。球头砂轮安装于砂轮主轴上以使其绕轴线旋转,并通过石墨电极与脉冲电源的正极相连;工具电极由纯铜薄壁圆筒和电木绝缘杆组成,其中绝缘杆用来避免在机床中形成导电回路;在砂轮修整过程中砂轮工作平台位置不动,砂轮绕其主轴轴线自转,工具电极在绕其轴线自转的同时以一定速度沿轴线方向进给,当电极进给速度与砂轮放电蚀除材料的速度达到平衡时则会产生一定的放电间隙,从而出现持续明显的放电现象,实现放电加工,去除金属基体材料,使磨粒突出,完成球头砂轮的修整过程。
38.小球头砂轮电火花修整指的是:用工具电极对小球头砂轮进行电火花放电蚀除加
工,砂轮轮廓的面形精度误差应控制在3μm以内,并且磨粒分布和突出高度较为均匀。电火花修整包括的具体步骤如下:
39.步骤一:开启机床,连接机床运动系统,将各运动导轨和转台回零。
40.步骤二:将待修整的砂轮毛坯安装于砂轮主轴上,使其能够绕轴线旋转;砂轮毛坯是直径为3.8mm、金刚石磨粒直径为5μm,砂轮浓度为130%的金属基金刚石砂轮。
41.步骤三:将工具电极安装于精密电主轴上,工具电极由纯铜薄壁圆筒和电木绝缘杆组成,绝缘杆用来避免在机床中形成导电回路,薄壁圆筒的中径为2.687mm,壁厚为0.2mm。
42.步骤四:通过石墨电刷将砂轮毛坯与脉冲电源的正极相连,并将工具电极与脉冲电源的负极相连以形成火花放电回路。
43.步骤五:为保证砂轮中心轴线与工具电极中心轴线的相对空间位置正确,避免由两轴线异面误差造成的砂轮表面真球度误差,实现球头砂轮的电火花修整,在砂轮修整前先对砂轮主轴与电极主轴的相对位置进行调整,使砂轮主轴绕机床坐标系的z轴旋转一定角度,目的就是旋转砂轮主轴角度,使得砂轮轴线和工具电极轴线空间上形成40
°
夹角,在此固定夹角下,砂轮修整的面型精度能够达到较高的水平,即提高砂轮修整精度,如图2所示。
44.步骤六:完成修整加工前待修整砂轮和工具电极的对刀,确定待修整砂轮和工具电极的最终进给位置。
45.根据本发明实施例,在金刚石砂轮电火花修整过程中,砂轮位置保持不变而工具电极沿轴向进给,工具电极进给的最终位置误差将造成砂轮修整后球面半径误差,并可能造成砂轮修整不完全或者过修整。砂轮位置误差对修整后砂轮表面的面形精度无影响,但可能会造成砂轮修整不完全。因此在进行修整前需要调整砂轮位置并标定工具电极的进给最终位置,即进行对刀。对刀时使ccd相机视线平行于水平面并与砂轮轴线垂直,根据ccd图像中的砂轮和电极特征点坐标,通过微位移工作台来调整砂轮位置并标定工具电极进给的最终位置,如图3所示。具体步骤如下:
46.步骤六一:通过微位移工作台调整砂轮与工具电极的相对位置,使砂轮端面中心高度与工具电极中心轴线高度接近,并将工具电极进给到与砂轮间隙为固定距离(例如为2~3mm)位置处。
47.步骤六二:调整ccd相机位置,使砂轮和工具电极同时位于ccd相机成像范围内,然后调整相机焦距使砂轮和工具电极清晰的显示在控制计算机上。
48.步骤六三:在成像图中提取电极端面边缘特征点的最高点a与最低点b,并记录两点在成像图中的坐标(x1,y1)和(x1,y2),再提取砂轮端面边缘特征点的最高点c和最低点d,并记录两点在成像图中的坐标(x2,y3)和(x3,y4),如图4所示。则电极端面中心点o在成像图中坐标为砂轮端面中心点o
′
在成像图中坐标为
49.步骤六四:通过微位移工作台调整砂轮位置,使砂轮端面中心点o
′
的纵坐标与电极端面中心点o的纵坐标相等,即使y1+y2=y3+y4,如图5(a)所示。记录此时砂轮端面中心o
′
在成像图中的坐标值(x
′
,y
′
)和此时砂轮微位移工作台的位置值p0。
50.步骤六五:将砂轮沿砂轮轴线退后第一固定距离,第一固定距离例如为10~15mm,
使得工具电极在后续移动的过程中不与砂轮发生干涉。通过微位移工作台调整工具电极位置,使电极端面中心点o的横向坐标值与记录的x
′
值相同,即使x1=x
′
,此时电极端面中心点位置即为砂轮修整后的球面中心,如图5(b)所示。将工具电极从该位置退后第二固定距离,第二固定距离值为工具电极中径的一半(0.5d),此时工具电极所在位置即为修整时电极进给的最终位置,如图5(c)所示。记录此时电极微位移工作台的位置值p1,然后退出工具电极。
51.步骤六六:将工具电极退后第三固定距离,第三固定距离例如为2~3mm,使得砂轮在后续移动的过程不与工具电极发生干涉,将砂轮微位移工作台进给到记录的位置值p0处,然后继续沿轴向进给一段距离,到达砂轮修整的工作位置p0′
,进给距离值为砂轮半径r,如图5(d)所示。此时砂轮端面中心为砂轮修整后的球面顶点。
52.步骤六七:最终砂轮和工具电极的进给位置如图6所示。由上述对刀过程可知,理论上来看,p0′
和p1分别为砂轮及工具电极的最终进给位置,但由后续的修整实验经验可得,为使砂轮球面修整较为完整需将砂轮在p0′
的基础上再沿轴线进给50μm(保证较小的正偏差即可);考虑到修整过程中的电极损耗误差及电极轴向位置误差,工具电极的最终进给位置需要在p1基础上再继续进给一定距离,由后续修整实验分析可知,当电源参数一定时,每次修整加工电极损耗值相差较小,大约为20μm,在此基础上,每当电极的微位移平台进给到该位置时要多次反复停刀,通过相应算法提取当前砂轮直径,当直径达到目标尺寸时则表明工具电极已进给到理想位置,具体进给的第四固定距离需要结合实验及图像检测进行标定。
53.步骤七:将标准乳化磨削液按1:50稀释,用作修整过程中的工作液,调整修整工作液喷头的位置,使喷头对准砂轮毛坯与电极之间。
54.步骤八:设置脉冲电源电参数为开路电压60v、占空比25%、峰值电流6.6a、频率80khz。在此电参数下进行砂轮修整具有较高的修整效率。
55.步骤九:开启砂轮主轴并设定主轴转速为1000r/min、开启电极主轴并设定主轴转速为500r/min,设定电极进给速度为10μm/min。
56.步骤十:开启工作液泵,接通脉冲电源,使电极按10μm/min的速度进给,开始了由圆柱砂轮电火花制备球头砂轮的过程。
57.步骤十一:工具电极按照对应的加工工艺参数和编写加工轨迹程序完成砂轮的粗修整。
58.步骤十二:砂轮粗修整结束后,关闭工作液泵和脉冲电源,使砂轮主轴和工具电极主轴的转速逐级降速直至停止。
59.步骤十三:将脉冲电源电参数设置为开路电压60v、占空比25%、峰值电流3.3a、频率80khz。在此电参数下进行砂轮修整能够获得较高的球头砂轮面型精度。
60.步骤十四:开启砂轮主轴并设定转速为3000r/min、开启电极主轴并设定转速为500r/min,设定电极进给速度为8μm/min。
61.步骤十五:开启工作液泵,接通脉冲电源,使电极按8μm/min的速度进给,开始了电火花进一步修整球头砂轮的过程。
62.步骤十六:工具电极按照对应的加工工艺参数和编写加工轨迹程序完成砂轮的精修整;检测待修整砂轮精度是否达到预设值,若达到完成砂轮修整;若没有达到,则继续进
行精修整直至砂轮精度达到预设值;预设值可以设定为:砂轮轮廓面形精度误差在3μm以内,且磨粒分布和突出高度均匀。
63.步骤十七:按照步骤十二,依次关闭工作液泵、脉冲电源、砂轮主轴和工具电极主轴,操作机床,使球头砂轮远离工件,关闭机床运动系统,完成砂轮电火花修整。
64.步骤十八:将修整后的砂轮放在丙酮溶液中进行超声振动清洗。
65.对修整后的砂轮的表面质量、面型精度进行评价,包括的具体步骤如下:
66.步骤一:采用超景深显微镜放大2000倍观察砂轮表面磨粒突出情况,初步修整后砂轮的表面质量,如图7所示。从图7中可以看出,修整前的砂轮因磨损而导致磨粒高度被磨平,容屑空间变小,磨削能力大大下降,修整后磨粒再次得到充分暴露,且分布均匀,等高微刃性好,具有较好的磨削能力。
67.步骤二:采用taylor hobson表面轮廓仪测量砂轮修整后的面形精度,令探针经过砂轮半球顶点,沿不同经线方向划过2mm圆弧,取多条经线圆弧圆度误差的平均值作为砂轮球头的面形精度误差。在一组实验的轮廓测量结果中,小球头砂轮的半径测量值为1.9085mm,半径误差为8.5μm,且面型误差为2.541μm,均满足球头砂轮的面型精度3μm要求。
68.本发明所述小球头砂轮电火花修整方法在自行研制超精密磨削机床上经加工实验验证,可以实现小尺寸曲率半径的复杂结构零件的高质量磨削加工。本发明优化了小球头砂轮的修整步骤,提高了砂轮的修整效率与修整质量,有效解决了小尺寸曲率半径的复杂结构零件磨削过程中砂轮磨损的问题;采用本发明方法中设定的砂轮电火花修整工艺参数,所能加工的砂轮半径达1.9085mm,半径误差为8.5μm,修整后砂轮的面型精度为2.5μm左右,并且修整后砂轮磨粒再次得到充分暴露,且分布均匀,等高微刃性好,具有较好的磨削能力;能够提高砂轮的重复利用率,减少了小尺寸曲率半径的复杂结构零件磨削过程中的磨削成本和磨削效率。该方法具有一定普适性,可推广用于各类小尺寸(φ3~φ10mm)球头砂轮的电火花在位修整。
69.尽管根据有限数量的实施例描述了本发明,但是受益于上面的描述,本技术领域内的技术人员明白,在由此描述的本发明的范围内,可以设想其它实施例。对于本发明的范围,对本发明所做的公开是说明性的,而非限制性的,本发明的范围由所附权利要求书限定。