1.本发明涉及工装夹具技术领域,具体涉及一种可调节的夹紧机构。
背景技术:
2.在机械零部件的生产加工过程中,需要对零部件进行打磨和喷漆等处理,因此需要对机械零部件进行定位,通常对于规则的机械零部件都会有一套通用的工装夹具来进行定位,但是对于一些不规则的圆柱类板材工件,如果使用通用的工装夹具进行夹装会遇到以下问题:
3.首先因为是圆柱或者椭圆等不规则圆柱板件,通常外侧的装夹如不注意会导致工件在一定程度上的变形,即使后期整形也是一个不好处理的难题;
4.其次工件夹装完成后,在后续打磨,喷砂、喷漆等工序时,因为夹具的阻挡会妨碍上述工序的执行,甚至需要几次装夹才能完成全部的处理,如果装夹几次会对最好能一次性完成的工序例如喷漆的影响较大,降低了工作效率;
5.最好假如工件比较大,一般的夹具需要多个夹具配合使用,由此带来了装夹的繁琐,打磨和加工等工序的效率同样会大受影响;
6.而使用专门定制的夹具,但由于其缺乏通用性,在一次使用后,很难再次使用,造成了企业资源的一定浪费;少量种类的工件或许可以考虑,大量的话,成本控制上也是一个难题。
技术实现要素:
7.鉴于背景技术的不足,本发明是提供了一种可调节的夹紧机构,用于对圆形曲面柱体和板类工件的夹装。
8.为解决以上技术问题,本发明提供了如下技术方案:一种可调节的夹紧机构,包括夹具座,所述夹具座上设有至少三个调整座,所述调整座上开设有滑槽,所述滑槽上设有两个转动机构,所述转动机构包括底座、扣压件和凸轮机构,所述底座滑动设置在所述滑槽上,所述底座一端与所述扣压件铰接,所述凸轮机构安装在所述底座上,所述凸轮机构的伸缩杆穿过所述底座和扣压件,所述凸轮机构的伸缩杆上套有弹簧,所述弹簧的两端分别抵住所述扣压件和底座。
9.作为进一步的技术方案,所述凸轮机构包括伸缩杆、轴套和转动件,所述伸缩杆穿过所述轴套,所述伸缩杆的下端与所述转动件连接。
10.作为进一步的技术方案,所述调整座的顶面和底面分别向内开设有凹槽,所述滑槽开设在两所述凹槽的底部上,所述凸轮机构的转动件位于所述调整座的底面的凹槽中。
11.作为进一步的技术方案,所述调整座的顶面和底面分别向内开设有凹槽,所述滑槽开设在两所述凹槽的底部上,所述凸轮机构的转动件位于所述调整座的底面的凹槽中。
12.作为进一步的技术方案,所述底座的顶部与所述扣压件的底部所对应的接触区域设有第二缓存垫。
13.作为进一步的技术方案,所述夹具座为十字形状,所述夹具座的每条壁的外端都设有一个调整座。
14.作为进一步的技术方案,所述夹具座的每条臂的外端还安装有吊环。
15.作为进一步的技术方案,所述夹具座的每条臂的外端还安装有定位杆。
16.作为进一步的技术方案,本发明还包括转台,所述夹具座和调整座均安装在所述转台上。
17.本发明与现有技术相比所具有的有益效果是:在实际使用时,由于调整座上的两个转动机构均是可以在调整座上滑动调整位置的,当使用本发明去夹持形曲面柱体和板类工件时,可以根据夹持位置调整转动机构在调整座上的位置,调整完成后,通过凸轮机构带动扣压件下压,使两个转动机构的扣压件夹持面分别夹持住工件的内外面,以此实现工件的夹装,因此本发明的适用性强;另外通过在扣压件的夹持面上设置缓冲垫,可以避免扣压件夹持工件时使工件产生形变;最后通过在调整座的底面和顶面上开设凹槽以及让凸轮机构的转动件位于调整座底面的凹槽中,可以保证本发明裸漏件减少,降低了对工件打磨和喷漆时的影响。
附图说明
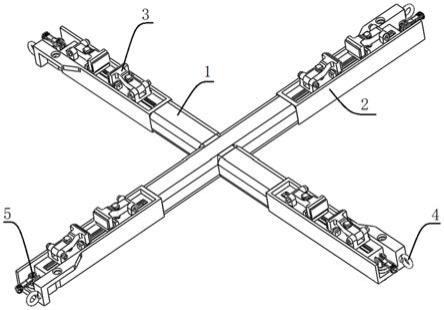
18.图1为实施例中的本发明的结构示意图;
19.图2为实施例中的转动机构的结构示意图;
20.图3为实施例中的调整座的结构示意图;
21.图4为实施例中的调整座的底部的结构示意图;
22.图5为实施例中夹具座和调整座安装在转台上的结构示意图。
具体实施方式
23.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
24.由于现有的工装夹具在夹装不规则的圆柱类板材工件时存在不能通用的问题,如果单独为每种不规则的圆柱类板材工件单独定制夹具,该夹具缺乏通用性,基于此,本发明提供了一种可调节的夹紧机构。
25.如图1所示,一种可调节的夹紧机构,包括夹具座1,夹具座1为十字形状,夹具座1的每个臂的外端均设有一个调整臂2。
26.如图3所示,调整座2的底面开设有第一凹槽21,调整座的底面开设有第二凹槽24,调整座2上在第一凹槽21和第二凹槽24之间的部分开设有滑槽22,本实施例中,滑槽22为台阶状。
27.参照图1,每个调整座的滑槽22上安装有两个转动机构3,两个转动机构3用来夹持不规则的圆柱类板材工件的内表面和外表面,实现夹装定位。参照图2转动机构3包括底座30、扣压件31和凸轮机构,凸轮机构包括伸缩杆34、轴套35和转动件36,本实施例中,伸缩杆34为螺杆。
28.其中底座30可滑动的设置在滑槽22上,从图2中可以得到,底座30的底部为台阶状,与滑槽22的形状相匹配,底座30的左端与扣压件31的左端通过销轴铰接。
29.其中,凸轮机构安装在底座30上,伸缩杆34穿过轴套35,伸缩杆34的下端与转动件36连接,转动件36和轴套35均位于调整座2的底面的第二凹槽24中,在实际使用时,通过将转动件36和轴套35均设置于调整座2的底面的第二凹槽24中可以避免本发明有过多的裸漏件暴漏在外界中,降低了凸轮机构对工件打磨和喷漆时的影响。另外,凸轮机构的伸缩杆34穿过底座30和扣压件31,另外伸缩件34顶部的螺帽可以防止伸缩杆34在向下移动时穿过扣压件31,起到阻挡得作用。伸缩杆34上套有弹簧37,弹簧37的两端分别抵住所述扣压件31和底座30,在不需要夹装工件时,弹簧37得弹力会顶住扣压件31,让扣压件31保持在上部状态。
30.以单个调整座2上的两个转动机构3为例,当该两个转动机构不夹装工件时,弹簧37的弹力让扣压件31不下降,当需要夹装工件时,转动转动件36,使凸轮机构的伸缩杆34下压,进而带动扣压件32克服弹簧37的弹力向下移动,移动到位后,两个扣压件31的夹持面夹住工件的内面和外面。而本实施例图1的夹紧机构由于设置有四个调整座2,因此最多可以夹持工件的四个部位,当工件的轮廓为不规则的曲面时,通过调整转动机构3在滑槽20上的位置,以此实现工件上对应区域的夹装。另外,在实际使用时,本发明的上可以单独使用一个调整座2上的两个转动机构3来夹持工件,也可以将多个调整座2上的转动机构3组合使用,以此增大夹持力。
31.需要注意的是,图1中的夹装机构虽然只设有四个调整座2,但是并不是限制性的。在某种实施方式中,夹具座1可以有三个支臂,每个支臂上设有一个调整座2,此种结构的夹紧机构可以夹住工件的三个部位。在某种实施方式中,夹具座1可以有五个支臂,每个支臂上设有一个调整座2,此种结构的夹紧机构最多可以夹住工件的五个部位。另外在实际使用时,可以根据某一批或者某几种工件的重量、体积和加工需求来设置对应数量的调整座2。
32.另外,本实施例中,如果直接使用扣压件31的右面去夹持工件的表面,可能会让工件表面产生形变,基于此,如图2所示,本实施例中,同一个调整座2上的两个转动机构3的扣压件31的夹持面上设有缓冲垫32,示例性地,缓冲垫22可以使用胶和聚氨酯等软性材料,另外为了增大扣压件31夹持工件时对工件的摩檫力,底座30的顶部与扣压件31的底部所对应的接触区域设有第二缓存垫33。
33.在实际使用时,当使用本发明夹装好工件时,除了要在固定工位对工件进行加工,还需要将工件从一个工位调用到另一个工位,基于此,如图3所示,调整座2的端部开设有吊环孔22,在图1中,调换孔22中安装有吊环4,将吊带绑在吊环4上,然后使用航吊便能空中挪移工件。
34.在实际使用时,当使用本发明夹装好工件时,在加工过程中,需要旋转工件,因此在本发明夹装好工件时,为了更方便和稳固将本发明安装在旋转台上,如图3所示,调整座2的外端还开设有定位孔23,在图1中,定位孔23处安装有定位杆5,在实际使用时提前在旋转台上开设好固定孔,将定位杆5放入到固定孔中进行固定便能实现工件和本发明的固定,同时快速安装固定也能提高喷漆等加工效率。基于此,如图5所示,在本发明更进一步的实施方式中,本发明还包括转台6,夹具座1和调整座2均安装在转台6上。
35.综上,本发明在实际使用时,由于调整座2上的两个转动机构3均是可以在调整座2上滑动调整位置的,当使用本发明去夹持形曲面柱体和板类工件时,可以根据夹持位置调整转动机构3在调整座2上的位置,调整完成后,通过凸轮机构带动扣压件31下压,使两个转
动机构3的扣压件31夹持面分别夹持住工件的内外面,以此实现工件的夹装,因此本发明的适用性强;另外通过在扣压件31的夹持面上设置缓冲垫,可以避免扣压件31夹持工件时使工件产生形变;最后通过在调整座2的底面和顶面上开设凹槽以及让凸轮机构的转动件6位于调整座2底面的凹槽中,可以保证本发明裸漏件减少,降低了对工件打磨和喷漆时的影响。
36.上述依据本发明为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。