1.本公开广义地涉及金属修整,并且具体地涉及烧结金属表面的修整。
背景技术:
2.使用金属粉末的3d印刷工艺通常产生具有粗糙表面光洁度的金属体。如本文所用,术语“3d印刷”是指增材制造工艺(例如,激光烧结或粉末喷射印刷),其中粉末颗粒(例如,金属粉末颗粒)的层在最终产生烧结金属主体的工艺中顺序地沉积。
3.在许多情况下,3d印刷金属体具有带内表面的复杂形状,这使得它们不能很好地适用研磨表面修整技术。
4.因此,已考虑了化学蚀刻。然而,该技术具有局限性,诸如蚀刻剂深度蚀刻造成表面孔,而不仅仅是蚀刻表面的凸起部分。因此,通过该方法难以获得良好的光滑度。
技术实现要素:
5.本公开克服了蚀刻方法的上述缺陷,并且提供了一种能够修整金属表面的方法,与先前的表面修整蚀刻方法相比,该金属表面具有改善的光滑度。该方法尤其适用于具有复杂形状的3d印刷金属体。
6.在一个方面,本公开提供了一种修整金属表面的方法,该方法包括以下步骤:
7.(a)将掩模层设置在基底的初始金属表面上,其中该掩模层具有与初始金属表面相对且比初始金属表面光滑的主表面;
8.(b)用蚀刻剂蚀刻初始金属表面的至少一部分以提供经蚀刻的表面,其中基于深度:
9.(i)蚀刻剂以基本上相同的速率蚀刻掩模层的所述至少一部分和初始金属表面的所述至少一部分;以及/或者
10.(ii)蚀刻剂渗透掩模层的所述至少一部分,并且以基本上相同的速率蚀刻初始金属表面的所述至少一部分;以及
11.(c)将蚀刻剂与经蚀刻的表面分离,其中经蚀刻的金属表面比初始金属表面光滑。
12.在另一方面,本公开提供了具有金属表面的基底,其中金属表面的至少一部分通过包括根据本公开的修整金属表面的方法的工艺来修整。
13.在另一方面,本公开提供了一种套件,该套件包括以下组分:
14.(a)掩模层前体组合物,用于在包括至少一种指定金属的金属表面的至少一部分上设置掩模层;和
15.(b)蚀刻剂,适于与掩模层和至少一种指定金属一起使用,其中在预定的指定标称温度下,并且基于深度:
16.(i)蚀刻剂以基本上相同的速率蚀刻掩模层的所述至少一部分和初始金属表面的所述至少一部分;以及/或者
17.(ii)蚀刻剂能够渗透掩模层的所述至少一部分并且以基本上相同的速率蚀刻金
属表面的所述至少一部分。
18.根据本公开的方法非常适于修整3d印刷体的表面,并且尤其是具有相对难以触及的表面区域的3d印刷体的表面。
19.如本文所用,术语“基本上”是指至少85%,优选地至少90%,并且更优选地至少95%,或甚至100%。
20.在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
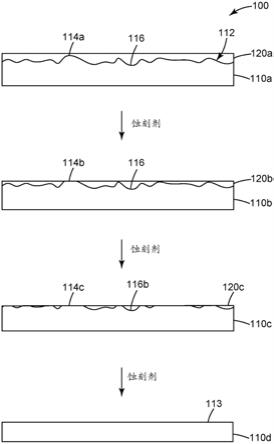
21.图1是根据本公开的修整金属表面的示例性方法的示意性工艺流程图。
22.图2是根据本公开的修整金属表面的另一个示例性方法的示意性工艺流程图。
23.在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其它修改形式和实施方案。附图可不按比例绘制。
具体实施方式
24.现在参见图1,根据本公开的示例性方法100涉及蚀刻具有峰114a和谷116的基底110a的初始金属表面112。在蚀刻之前,掩模层120a设置在初始金属表面112上。然后将所得的经掩模表面暴露于蚀刻剂,蚀刻剂在掩模层120和峰114a处开始侵蚀,从而在基底110b上产生部分经蚀刻的掩模层120b和一个或多个部分经平坦化的峰114b。进一步暴露于蚀刻剂在掩模层120b和峰114b处进一步侵蚀,从而产生具有进一步经平坦化的峰114c和较浅的谷116b的进一步经蚀刻的金属表面。最后,在进一步蚀刻(并且通常冲洗)之后,基底110d具有光滑的经蚀刻的表面113。将认识到,这是用于例示概念的工艺的简化,并且实际上,尽管粗糙度比初始金属表面小,但经蚀刻的表面仍可能具有一定的粗糙度。
25.现在参见图2,根据本公开的另一个示例性方法200涉及蚀刻具有峰214a和谷216的基底210a的初始金属表面212a。掩模层220a设置在初始金属表面212a上。然后,将掩模层220a暴露于蚀刻剂,蚀刻剂开始渗透掩模层220a,从而产生渗透的掩模层222b和未渗透的掩模层220b。在到达峰214a时,蚀刻剂开始蚀刻,从而产生经平坦化的(蚀刻的)峰214b。进一步暴露于蚀刻剂进一步在基底201b的掩模层220b和金属表面220b处侵蚀,并且在冲洗掉蚀刻并移除残余的渗透的掩模层之后,最终产生基底210c上的光滑的经蚀刻的金属表面212c。将认识到,这是用于例示概念的工艺的简化,并且实际上,尽管粗糙度比初始金属表面小,但经蚀刻的表面仍可能具有一定的粗糙度。
26.具有包括其表面的至少一部分的可蚀刻金属表面的任何基底均可用于实施本公开。示例性可蚀刻金属可包括从元素周期表的第2族到第15族的任何可蚀刻金属。也可使用这些金属的合金,以及任选地与元素周期表的第1族和第15族中的一种或多种元素(例如,金属和/或非金属诸如碳、硅、硼)一起使用。合适的金属颗粒的示例包括含有镁、铝、铁、钛、铌、钨、铬、钽、钴、镍、钒、锆、钼、钯、铂、铜、银、金、镉、锡、铟、钽、锌、含有前述金属的一种或多种和任选的碳、硅和/或硼的合金,以及它们的组合的粉末。优选的可蚀刻金属包括铁、镍、钛、铝以及含有这些金属中的至少一种的合金。示例性铁基合金包括不锈钢、碳钢和硅
钢。示例性镍基合金包括kovar和invar铁镍合金,以及主要部分为镍的那些合金,诸如合金42(ni+fe)、高导磁合金(ni+fe)、因科内尔合金(ni+cr+fe)和蒙乃尔合金(ni+cu)。
27.基底可具有任意形状。例如,其可为平面的、曲面的或一些其它三维复杂形状。基底可具有难以触及的区域,其中表面的部分易于触及液体,但不能触及研磨工具,例如研磨带、研磨盘和/或研磨轮。示例性基底包括医疗装置(例如,人工关节)、建筑铸件和/或装饰性铸件、引擎部件、涡轮叶片、螺旋桨。3d印刷的金属基底是特别合适的。在一些优选的实施方案中,基底包括至少一个具有凸起和/或裂缝的金属表面。
28.由于所涉及的方法,快速成型方法诸如激光粉末烧结和粉末喷射印刷(之后进行烧结)产生具有烧结金属表面的烧结金属体,该烧结金属表面包含烧结金属粉末颗粒和裂缝(和/或峰)。关于激光烧结的细节可见于例如美国专利第4938816号(beaman等人);第5155324号(deckhard等人);和第5733497号(mcalea)中。关于粉末喷射印刷技术的细节可见于例如美国专利第5340656号(sachs等人)、6403002bl(van der geest);以及美国专利申请公布第2018/0126515号(franke等人)中。
29.蚀刻
30.以与施加有掩模层的金属表面基本上相同的速率蚀刻掩模层。因此,包括在掩模层中的材料的选择将取决于存在的金属和蚀刻剂。因此,可使用许多材料。
31.在一个实施方案中,掩模层包括一种或多种蜡。合适的蜡可包括例如合成蜡,诸如聚醚蜡(例如,聚环氧乙烷蜡或聚环氧丙烷蜡,以及酰胺蜡)以及甘蔗蜡和硬脂酸蜡的共混物;植物源蜡(巴西棕榈蜡、小烛树蜡、杨梅蜡、蓖麻蜡、大豆蜡、牛脂树蜡和小冠椰子蜡);动物源蜡(例如,蜂蜡和羊毛脂);矿物蜡(例如,纯地蜡、地蜡、蒙旦蜡和泥煤蜡);以及石油基蜡(例如,石蜡和微晶蜡)。在一些实施方案中,合适的蜡具有高于约40℃,高于50℃,或甚至高于60℃的熔点。
32.合适的酰胺蜡的示例可包括亚乙基-双-硬脂酰胺(ebs)蜡、芥酸酰胺蜡、油酰胺蜡和硬脂酰胺蜡,其中许多可从德国埃尔斯特劳埃的杜蕾斯股份公司(duerex ag,elsteraue,germany)商购获得。也可使用蜡的组合(混合蜡)。一种可用的酰胺蜡能够以商品名deurex stearamide wax a28p从duerex ag获得。蜡可用例如有机溶剂诸如酮、醚、酯以及它们的组合涂覆。
33.在一些实施方案中,蜡与改变蚀刻剂的蚀刻速率和/或渗透速率的其它组分组合。示例性的其它组分可包括填料、有机聚合物(例如,丙烯酸树脂、聚醚、聚乙烯醚、乙酸乙烯酯和乙酸乙烯酯的共聚物、聚乙烯醇、聚氨酯、酚醛树脂、聚酯和/或聚酰胺)。
34.在蚀刻期间,掩模层可通过任何合适的方法蚀刻,包括例如溶解、水解、氧化以及它们的组合。可通过任何机制降解,包括例如氧化和水解。
35.在另一些实施方案中,掩模层可渗透蚀刻剂。在这些实施方案中,蚀刻剂渗透掩模层,直到其接触金属表面,在此处开始蚀刻金属表面。在此类实施方案中,金属表面的蚀刻可导致一定体积的蚀刻剂和/或经蚀刻的材料和副产物(例如,氢)积聚在掩模层下方。在此类情况下,掩膜层的一部分可变得分离;然而,由于蚀刻剂已经接触金属表面,因此这种情况可能不是问题。
36.在涉及蚀刻的实施方案中,掩模层可包括合适的有机和/或无机材料。在一些实施方案中,例如,掩模层可包括不可渗透或半渗透的聚合物,该聚合物在存在蚀刻剂的情况下
水解并且变得可渗透蚀刻剂和/或蚀刻掉。
37.在一些实施方案中,掩模层包括交联聚合物基质。可使用任何交联的有机聚合物。可形成交联聚合物基质的聚合物的示例包括(甲基)丙烯酸类聚合物(尤其是掺入交联多官能单体的(甲基)丙烯酸类聚合物)、酚醛树脂、聚氨酯、明胶、固化醇酸树脂、固化脲醛树脂、固化三聚氰胺-甲醛树脂、固化甲醇-脲树脂、氰酸酯以及它们的组合。如本文所用,术语“甲基丙烯酰基”是指丙烯酰基和/或甲基丙烯酰基。
38.在一些实施方案中,掩模层包括交联聚合物材料。可经由氢键(例如,明胶、聚乙烯醇)、离子键(例如,锌交联的丙烯酸(共)聚合物)和/或共价键进行交联。在蚀刻剂的渗透性重要的情况下,通常保持较低交联度,使得蚀刻剂可发生一定的溶胀和渗透。例如,可在掩模层前体组合物的可聚合过程中发生交联,或通过交联预先存在的聚合物链发生。交联剂的选择和量将必然取决于待交联的聚合物,并且对于本领域的技术人员而言将是显而易见的。交联剂可以是无机的(例如,金属离子)、有机的(例如,过氧化物、聚胺、聚醛、聚异氰酸酯和/或聚氮丙啶)。示例性热自由基引发剂包括过氧化苯甲酰和过氧化氯苯甲酰。
39.关于制备交联的(甲基)丙烯酸组合物的方法的细节是熟知的,并且可见于例如美国专利号
40.合适的乙烯基不饱和物质描述于美国专利第5545676号(palazzotto等人),并包括单-、双-和多-(甲基)丙烯酸酯(例如,丙烯酸甲酯、甲基丙烯酸甲酯、丙烯酸乙酯、甲基丙烯酸异丙酯、丙烯酸正己酯、丙烯酸十八酯、丙烯酸烯丙酯、甘油二丙烯酸酯、甘油三丙烯酸酯、乙二醇二丙烯酸酯、二乙二醇二丙烯酸酯、三乙二醇二甲基丙烯酸酯、1,3-丙二醇二乙酸酯、1,3-丙二醇二甲基丙烯酸酯、三羟甲基丙烷三丙烯酸酯、三(甲基丙烯酸)-1,2,4-丁三醇酯、二丙烯酸-1,4-环己二醇酯、三丙烯酸季戊四醇酯、四丙烯酸季戊四醇酯、季戊四醇四甲基丙烯酸酯、山梨糖醇六丙烯酸酯、双[1-(2-丙烯酰氧基)]-对乙氧基苯基二甲基甲烷、双[1-(3-丙烯酰氧基-2-羟基)]-对丙氧基苯基二甲基甲烷、三羟乙基-异氰尿酸三甲基丙烯酸酯、分子量约200至500克/摩尔的聚乙二醇的双丙烯酸酯和双-甲基丙烯酸酯,诸如美国专利第4652274号(boettcher等人)中的那些之类的丙烯酸酯单体和诸如美国专利第4642126号(zador等人)中的那些之类的丙烯酸酯低聚物的可共聚合的混合物;不饱和的酰胺(例如,亚甲基双丙烯酰胺、亚甲基双甲基丙烯酰胺、1,6-六亚甲基双丙烯酰胺、二亚乙基三胺三丙烯酰胺和甲基丙烯酸-β-甲基丙烯酰氨乙酯);乙烯基化合物(例如,苯乙烯、邻苯二甲酸二烯丙酯、琥珀酸二乙烯基酯、己二酸二乙烯基酯和邻苯二甲酸二乙烯基酯);等等;以及它们的混合物。合适的活性聚合物包括具有(甲基)丙烯酸酯侧基的聚合物,例如,每个聚合物链具有1至约50个(甲基)丙烯酸酯基团的聚合物。此类聚合物的示例包括芳族酸(甲基)丙烯酸半酯树脂。可通过自由基化学固化的其它可用的反应性聚合物包括具有烃基主链和其上连接有可自由基聚合的官能团的肽侧基的那些聚合物,诸如美国专利第5235015号(ali等人)中描述的那些。如果需要,可使用两个或更多个单体、低聚物和/或活性聚合物的混合物。
[0041]
在一些实施方案中,施加掩模层,然后通过加热、暴露于氧气和/或暴露于光化辐射(例如,紫外光和/或可见光)来固化以形成掩模层。特别适于该方法的是具有大于1、大于1.5或甚至大于2的平均(甲基)丙烯酸官能度的丙烯酸单体的可固化混合物。示例性掩模层前体组合物包括包含单官能和/或多官能(甲基)丙烯酸类单体和自由基引发剂(诸如有机
过氧化物、光引发剂)以及氧活化体系(诸如金属环烷酸盐和有机硼烷-胺络合物)的组合物。例如,掩模层前体组合物可以作为100%固体制剂、作为溶剂中的溶液或作为胶乳分散体施加到基底。
[0042]
掩模层可以通过任何合适的技术设置在基底的表面(包括金属表面)上,技术包括例如掩模层前体组合物材料在有机溶剂和/或水中的溶液的溶剂浇铸、浸涂和/或喷涂,然后进行干燥。优选地,选定的施加方法使所得的掩模层具有基本上均匀的厚度,尽管这不是必需的。
[0043]
蚀刻剂
[0044]
蚀刻剂为可蚀刻掉掩模层的至少一部分的材料。在一些实施方案中,蚀刻剂包括无机酸(或碱)。示例性酸蚀刻剂包括:无机酸,诸如盐酸、高氯酸、硫酸、硝酸(氧化酸)、磷酸、王水;以及有机酸,诸如草酸、甲磺酸、三氟甲磺酸和乙酸。也可以使用酸的组合和酸的不同稀释液(例如,用水)。示例性基础蚀刻剂包括碱金属氢氧化物和碱金属偏硅酸盐。也可以使用其它蚀刻剂。
[0045]
在许多实施方案中,蚀刻剂只是与掩模层接触,并最终与金属表面接触,以在指定的标称温度下蚀刻指定的时间,然后冲洗掉。可以通过例如浸渍、喷涂和/或任何其它合适的涂覆技术来施加蚀刻剂。
[0046]
在一些实施方案中,蚀刻工艺可以包括电化学辅助蚀刻,例如,如美国专利申请公布第2004/0178081号(gottschling等人)和美国专利第8313637号(uchida等人)中所述。
[0047]
在蚀刻工序之后或期间,可以移除蚀刻剂;例如通过用水和/或有机溶剂冲洗。如果蚀刻不完全,则可以重新开始蚀刻工序并继续进行直至达到所需的完成程度。在一些情况下,除了蚀刻工艺之外,还可以使用同时或顺序的机械磨蚀,然而,这对于本公开的成功实施通常不是必要的。一旦蚀刻完成,通常便会冲洗基底以移除碎屑和可能存在的任何蚀刻剂;然而,这不是必需的。
[0048]
除了掩模层组合物、蚀刻剂和金属表面之外,蚀刻工艺通常依赖于温度,其中在较高温度下蚀刻更快。此外,温度的影响可能不是线性的,尤其是在加热时(例如,高于玻璃化转变点或熔点)掩模层中发生相变的情况下。因此,为了在工业中广泛使用,高度期望为每种金属选择的蚀刻剂和掩模层将预先确定用于实施本公开的标称温度。
[0049]
因此,用于蚀刻特定金属表面的套件包括用于掩模层前体组合物和蚀刻剂的单独容器,通常伴有要进行蚀刻工艺的特定标称温度。
[0050]
本公开的选择实施方案
[0051]
在第一实施方案中,本公开提供了一种修整金属表面的方法,该方法包括以下步骤:
[0052]
(a)将掩模层设置在基底的初始金属表面上,其中该掩模层具有与初始金属表面相对且比初始金属表面光滑的主表面;
[0053]
(b)用蚀刻剂蚀刻初始金属表面的至少一部分以提供经蚀刻的表面,其中基于深度:
[0054]
(i)蚀刻剂以基本上相同的速率蚀刻掩模层的所述至少一部分和初始金属表面的所述至少一部分;以及/或者
[0055]
(ii)蚀刻剂渗透掩模层的所述至少一部分,并且以基本上相同的速率蚀刻初始金
属表面的所述至少一部分;以及
[0056]
(c)将蚀刻剂与经蚀刻的表面分离,其中经蚀刻的金属表面比初始金属表面光滑。
[0057]
在第二实施方案中,本公开提供了一种根据第一实施方案所述的方法,其中蚀刻剂以基本上相同的速率蚀刻掩模层的所述至少一部分和初始金属表面的所述至少一部分。
[0058]
在第三实施方案中,本公开提供了一种根据第一或第二实施方案所述的方法,其中在步骤(b)期间完全移除掩模层。
[0059]
在第四实施方案中,本公开提供了一种根据第一实施方案所述的方法,其中蚀刻剂渗透掩模层的所述至少一部分并且以基本上相同的速率蚀刻初始金属表面的所述至少一部分。
[0060]
在第五实施方案中,本公开提供了一种根据第一至第四实施方案中任一项所述的方法,其中烧结金属表面为通过烧结至少一种粉末状金属制成的基底的表面。
[0061]
在第六实施方案中,本公开提供了一种根据第五实施方案所述的方法,其中所述基底是烧结金属基底。
[0062]
在第七实施方案中,本公开提供了一种根据第一至第六实施方案中任一项所述的方法,其中掩模层包括蜡。
[0063]
在第八实施方案中,本公开提供了一种根据第七实施方案的方法,其中蜡是酰胺蜡。
[0064]
在第九实施方案中,本公开提供了一种根据第一至第八实施方案中任一项所述的方法,其中掩模层包括交联的可水解聚合物。
[0065]
在第十一实施方案中,本公开提供了一种根据第一至第九实施方案中任一项所述的方法,其中蚀刻剂包括无机酸。
[0066]
在第十一实施方案中,本公开提供了一种根据第十实施方案所述的方法,其中无机酸包括盐酸或硫酸。
[0067]
在第十二实施方案中,本公开提供了一种根据第一至第十一实施方案中任一项所述的方法,其中蚀刻剂包括碱水溶液。
[0068]
在第十三实施方案中,本公开提供了一种根据第一至第十二实施方案中任一项所述的方法,其中蚀刻金属表面具有复杂的三维形状。
[0069]
在第十四实施方案中,本公开提供了一种根据第一至第十三实施方案中任一项所述的方法,该方法还包括调节温度以提供执行该方法的预定标称温度。
[0070]
在第十五实施方案中,本公开提供了一种具有金属表面的衬底,其中金属表面的至少一部分通过包括根据第一至第十四实施方案中任一项所述的方法的工艺来修整。
[0071]
在第十六实施方案中,本公开提供了一种套件,该套件包括以下组分:
[0072]
(a)掩模层前体组合物,用于在包括至少一种指定金属的金属表面的至少一部分上设置掩模层;和
[0073]
(b)蚀刻剂,该蚀刻剂适于与掩模层和至少一种指定金属一起使用,其中在预定标称温度下,并且基于深度:
[0074]
(i)蚀刻剂以基本上相同的速率蚀刻掩模层的所述至少一部分和初始金属表面的所述至少一部分;以及/或者
[0075]
(ii)蚀刻剂能够渗透掩模层的所述至少一部分并且以基本上相同的速率蚀刻金
属表面的所述至少一部分。
[0076]
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
[0077]
实施例
[0078]
除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。
[0079]
实施例1
[0080]
制备1份硬化剂111061和4份环氧树脂111062(均得自英国考文垂的metprep ltd公司(metprep ltd.,coventry,united kingdom)的预混物a。
[0081]
通过将0.55份的聚丙烯腈粉末(pan)和0.35份的叶明胶溶解于加热至90℃的10.00份的二甲基亚砜(dmso)中来制备0.55份的聚丙烯腈粉末和0.35份的叶明胶的溶液。冷却至室温后,在搅拌下加入0.842份预混物a,然后加入0.048份3m含氟表面活性剂fc 4430(得自3mcompany)。将混合物冷却至10℃。将预砂磨的钛板砂磨,并且在冷冻机中冷却之前,用mikrocad 3d轮廓曲线仪(爱尔兰都柏林的lmi technologies)测量其光洁度。然后,将带涂层的板浸入冷却的30%的2-丙醇水溶液中,通过分配到溶剂混合物中移除dmso而使pan/明胶混合物沉淀,从而在钛部件上留下聚合物层。然后,将该涂层加热至80℃并保持30分钟以固化环氧树脂。
[0082]
对于蚀刻工艺,将板连接到设定为1安培和6伏的电源,并在电化学电池中安装15分钟。使用盐酸(35%)作为蚀刻剂。为了去除抗蚀剂,将部件在水中冲洗,在75℃下干燥,然后通过在肥皂水中超声处理去除任何残余抗蚀剂,干燥,浸泡在dmso中,然后再次洗涤。使用mikrocad 3d轮廓曲线仪,在蚀刻步骤之前和之后测量ti板在砂磨之后(即,砂磨表面粗糙度)但在蚀刻之前和之后(即,技术表面粗糙度)的表面粗糙度。结果报告于下表1中。
[0083]
表1
[0084][0085]
在表1中,作为绝对值,sa为表面上的每个点的平均高度差与限定区域内的表面的算术平均值的比较;并且sz被定义为限定区域内5个最大峰高值和5个最大凹坑深度值的总和。
[0086]
实施例2
[0087]
通过将56.79份水、6.81份叶明胶、7.07份碳酸甘油酯、25.90份脲醛树脂(80-1039a,英国艾尔塞夫的prefere(prefere,aycliffe,uk))、0.37份byk 348表面活性剂(德国韦塞尔的毕克化学有限公司(byk-chemiegmbh,wesel,germany)和3.06份己二胺二磷酸催化剂混合来制备抗蚀剂溶液。
[0088]
用p120粗砂纸打磨铝嵌条,然后在水中洗涤,之后在丙酮中清洗。用mikrocad 3d轮廓曲线仪测量表面轮廓。用上述抗蚀剂溶液薄层流涂嵌条的一面,将抗蚀剂溶液在70℃烘箱中干燥和固化20分钟。剩余表面用3mlse-300丙烯酸转移胶带覆盖以防止酸侵蚀,并且将嵌条浸入5%hcl中15分钟。用热肥皂水移除抗蚀剂,并重新测量经蚀刻的表面光洁度。结
果报告于下表2中。
[0089]
表2:
[0090]
粗糙度参数试件-未蚀刻试件经蚀刻对照-未蚀刻对照-经蚀刻sa,微米2.41.31.81.6sz,微米49.933.173.24.9
[0091]
实施例3
[0092]
预混物b是20份硬脂酸在乙酸丁酯中的溶液。预混物c为溶解于100份乙酸丁酯中的20份deurex x52a甘蔗蜡(德国埃尔斯特劳埃的杜蕾斯股份公司)的溶液。预混物d为5份预混物b、15份预混物c和0.25份tytan cp-219(钛酸酯偶联剂,得自中国台湾省台北市的borica)的溶液。
[0093]
用金刚石磨料砂磨铝嵌条,清洁并用预混物d涂覆。在室温下蒸发溶剂40分钟,并且加热至105℃以熔融蜡后,将嵌条冷却,用lse-3000带掩盖未涂覆的区域,并且在0.37摩尔氢氧化钠中蚀刻表3中所示的时间。用热乙酸丁酯溶剂移除掩模层(即蜡),并且用mikrocad 3d轮廓曲线仪测量表面光洁度变化。结果报告于下表3中。
[0094]
表3
[0095][0096]
实施例4-6
[0097]
掩模层前体溶液通过将甲乙酮、丙烯酸月桂酯、genomer 4215可水解聚氨酯丙烯酸酯(瑞士苏黎世的rahn ag(rahn ag,zurich,switzerland))、丙烯酰吗啉氧化物、byk uv-3000表面活性剂(毕克化学有限公司)和过氧化苯甲酰以如下表4中报告的量进行组合来制备。
[0098]
表4
[0099][0100]
用80+3m cuitron737u涂覆的磨料(3m公司)砂磨铝托架,并且将掩模前体溶液流涂并让其排干,从而确保薄涂层。
[0101]
将每个实施例在90℃下固化约20分钟。冷却后,将它们在15%naoh溶液中蚀刻8分
钟。在肥皂水中超声处理之后,擦掉任何剩余的抗蚀剂材料,并用水冲洗。加入无抗蚀剂的对照物以供参考。使用mikrocad 3d轮廓曲线仪测量表面光洁度的变化。结果报告于下表5中。
[0102]
表5
[0103][0104]
实施例7-10
[0105]
在struers砂磨机上使用绿色镍粘结的金刚石磨料研磨铝嵌条,然后在不需要蚀刻的所有面上用lse 300转移带和聚酯膜清洁和掩蔽,并且用乙酸丁酯清洁未掩蔽的面。在mikrocad轮廓曲线仪上测量经研磨表面的表面粗糙度。
[0106]
为了对表面涂底漆,在预热至70℃后,将嵌条浸入0.1m草酸(在相同温度下)中1分钟以对表面涂底漆。在该过程中,在嵌条面上观察到氢气的气泡。如果没有观察到气泡,则表明草酸需要重新加温。再次将嵌条温热至70℃,然后浸渍到deurex硬脂酰胺蜡a28在乙酸丁酯中的5%溶液中,倒置,并使溶剂蒸发闪蒸,然后重复该过程,以获得较厚的抗蚀剂涂层。然后,将部件加热至105℃以使蜡熔融成表面特征。掩模涂覆的铝嵌条用1m h2so3蚀刻。结果报告于下表6中。
[0107]
表6
[0108][0109]
为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。