1.本发明涉及铸造技术领域,具体为一种智能铸造岛。
背景技术:
2.铸造是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。
3.铸造过程中铸造液的热量不断的传递给铸造设备,长时间加工的积累使得铸造设备产生热疲劳,设备自身构件容易发生形变或是损坏,影响铸造设备的正常使用寿命。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种智能铸造岛,解决了铸造过程中铸造液的热量不断的传递给铸造设备,长时间加工的积累使得铸造设备产生热疲劳,设备自身构件容易发生形变或是损坏,影响铸造设备的正常使用寿命的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种智能铸造岛,具体包括:
8.支撑座,该支撑座具有长方形座板,以及安装在所述长方形座板顶部的升降器,且安装在所述升降器顶部中间位置的压模机构,以及安装在所述升降器顶部左侧的注液机构,且安装在所述升降器顶部右侧的接料台,以及安装在所述长方形座板背面的支撑架,且安装在所述支撑架顶部的驱动轨道,通过支撑座的长方形座板设计延长工序的路径长度,在设备机构运动的过程中延长运动时间,便于对铸造后的机构进行温度的降低,避免构件持续的铸造加工产生热疲劳,确保构件使用寿命的正常,所述压模机构包括:
9.模具固定机构,该模具固定机构具有球面主体,以及所述球面主体安装在所述驱动轨道底部;
10.模具施压机构,该模具施压机构具有柱状主体,以及所述柱状主体安装在所述升降器顶部,且所述模具施压机构位于所述模具固定机构下方。通过模具固定机构和模具施压机构的球面以及柱状设计降低构件自身的棱角,便于构件的安放,避免与墙体或其他设备产生抵触,表面产生磨损,保证设备自身的安全。
11.优选的,所述模具固定机构包括:
12.固定罩,该固定罩具有半球主体,以及安装在所述半球主体外表面的弧形固定杆,且安装在所述半球主体顶部中间位置的球头;通过弧形固定杆的设计产生一定的形变弹力,对固定罩进行定位支撑,避免固定罩在加工过程中产生形状的变化,避免负压吸附时气流流动不均匀导致负压不平稳,确保铸造模具自身固定的稳定。
13.安装板,该安装板具有圆盘主体,以及安装在所述圆盘主体顶部的负压泵,且安装在所述圆盘主体中间位置的负压气管。同时弧形固定杆自身的弹性确保负压气管的通畅性,避免负压气管的弯折,保证气流流动的顺畅,并球头的设计对模具的接触力进行分散,实现模具保护。
14.优选的,所述安装板安装在所述驱动轨道底部,且所述负压气管顶端与所述负压泵连通,以及所述负压气管底端与所述球头连通。通过负压固定模具,避免了构件对模具的夹持磨损,同时模具不会因铸造液溢出与其他构件进行粘接。
15.优选的,所述模具施压机构包括:
16.固定板,该固定板具有圆形主体,以及安装在所述圆形主体顶部的球罩,且安装在所述球罩外侧的摩擦球,以及设置在所述摩擦球外表面的驱动环,且安装在所述球罩内部的传动球。
17.施压罩,该施压罩具有球状主体,以及安装在所述球状主体底部中间位置的施压球,且安装在所述球状主体外表面的保护弧杆。通过传动球的设计对内部的施压球进行驱动,可对模具进行转动,在压模定型的时候转动产生的晃动使得内部的铸造液进行晃动,塑形时铸造件更加均匀,避免产生铸造件的缺漏。
18.优选的,所述施压球底部贯穿所述施压罩并延伸至所述施压罩底部,且所述传动球外表面顶部与所述施压球连接,且所述保护弧杆底端安装在所述固定板上。通过施压罩的设计对构件进行密封,避免内部铸造液的热量散失,实现一定程度的保温,便于压模塑形时细长部位的快速凝固,确保铸造液填充的更加充分。
19.优选的,所述注液机构包括气囊筒柱,以及安装在所述气囊筒柱的载物罩,且安装在所述载物罩内表面的定位插管,以及安装在所述载物罩底部中间位置的注液管,且所述注液管顶部与所述定位插管连通,以及所述注液管位于气囊筒柱内腔。通过从下向上的注液模式,更加贴合负压对模具空气的抽吸,同时铸造液从下向上逆流延长了注液的时间,注液时铸造液流动更加均匀彻底。
20.优选的,所述气囊筒柱和所述注液管底部贯穿升降器并延伸至升降器底部,且所述定位插管设置有六个且等距离设置。通过气囊筒柱内部膨胀液的设计,使得在注液的同时自身高度受到热胀冷缩的影响自我进行高度的调节,更好的贴合铸造模具,并对铸造模具底部进行密封避免铸造液的溢出。
21.优选的,所述接料台包括圆柱台体,以及开设在所述圆柱台体外表面的弧形凹槽。通过弧形凹槽对冲击力进行导向吸收,保护圆柱台体自身的安全,并对冲击力进行导向,使其向中心位置聚集,避免冲击时圆柱台体产生倾斜导致模具掉落。
22.(三)有益效果
23.本发明提供了一种智能铸造岛。具备以下有益效果:
24.(一)、该智能铸造岛,通过支撑座的长方形座板设计延长工序的路径长度,在设备机构运动的过程中延长运动时间,便于对铸造后的机构进行温度的降低,避免构件持续的铸造加工产生热疲劳,确保构件使用寿命的正常
25.(二)、该智能铸造岛,通过模具固定机构和模具施压机构的球面以及柱状设计降低构件自身的棱角,便于构件的安放,避免与墙体或其他设备产生抵触,表面产生磨损,保证设备自身的安全。
26.(三)、该智能铸造岛,通过弧形固定杆的设计产生一定的形变弹力,对固定罩进行定位支撑,避免固定罩在加工过程中产生形状的变化,避免负压吸附时气流流动不均匀导致负压不平稳,确保铸造模具自身固定的稳定。
27.(四)、该智能铸造岛,通过弧形固定杆自身的弹性确保负压气管的通畅性,避免负压气管的弯折,保证气流流动的顺畅,并球头的设计对模具的接触力进行分散,实现模具保护。
28.(五)、该智能铸造岛,通过负压固定模具,避免了构件对模具的夹持磨损,同时模具不会因铸造液溢出与其他构件进行粘接。
29.(六)、该智能铸造岛,通过传动球的设计对内部的施压球进行驱动,可对模具进行转动,在压模定型的时候转动产生的晃动使得内部的铸造液进行晃动,塑形时铸造件更加均匀,避免产生铸造件的缺漏。
30.(七)、该智能铸造岛,通过施压罩的设计对构件进行密封,避免内部铸造液的热量散失,实现一定程度的保温,便于压模塑形时细长部位的快速凝固,确保铸造液填充的更加充分。
31.(八)、该智能铸造岛,通过从下向上的注液模式,更加贴合负压对模具空气的抽吸,同时铸造液从下向上逆流延长了注液的时间,注液时铸造液流动更加均匀彻底。
32.(九)、该智能铸造岛,通过气囊筒柱内部膨胀液的设计,使得在注液的同时自身高度受到热胀冷缩的影响自我进行高度的调节,更好的贴合铸造模具,并对铸造模具底部进行密封避免铸造液的溢出。
33.(十)、该智能铸造岛,通过弧形凹槽对冲击力进行导向吸收,保护圆柱台体自身的安全,并对冲击力进行导向,使其向中心位置聚集,避免冲击时圆柱台体产生倾斜导致模具掉落。
附图说明
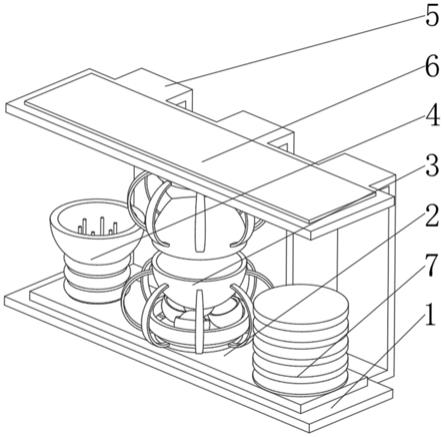
34.图1为本发明整体的结构示意图;
35.图2为本发明压模机构的结构示意图;
36.图3为本发明模具固定机构的结构示意图;
37.图4为本发明模具施压机构的结构示意图;
38.图5为本发明注液机构的结构示意图;
39.图6为本发明接料台的结构示意图;
40.图中:1支撑座、2升降器、3压模机构、31模具固定机构、311固定罩、312弧形固定杆、313球头、314安装板、315负压泵、316负压气管、32模具施压机构、321固定板、322球罩、323摩擦球、324驱动环、325传动球、326施压罩、327施压球、328保护弧杆、4注液机构、41气囊筒柱、42载物罩、43定位插管、44注液管、5支撑架、6驱动轨道、7接料台、71圆柱台体、72弧形凹槽。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.实施例一:
43.请参阅图1-4,本发明提供一种技术方案:一种智能铸造岛,具体包括:
44.支撑座1,该支撑座1具有长方形座板,以及安装在长方形座板顶部的升降器2,且安装在升降器2顶部中间位置的压模机构3,以及安装在升降器2顶部左侧的注液机构4,且安装在升降器2顶部右侧的接料台7,以及安装在长方形座板背面的支撑架5,且安装在支撑架5顶部的驱动轨道6,通过支撑座1的长方形座板设计延长工序的路径长度,在设备机构运动的过程中延长运动时间,便于对铸造后的机构进行温度的降低,避免构件持续的铸造加工产生热疲劳,确保构件使用寿命的正常,压模机构3包括:
45.模具固定机构31,该模具固定机构31具有球面主体,以及球面主体安装在驱动轨道6底部;
46.模具施压机构32,该模具施压机构32具有柱状主体,以及柱状主体安装在升降器2顶部,且模具施压机构32位于模具固定机构31下方。通过模具固定机构31和模具施压机构32的球面以及柱状设计降低构件自身的棱角,便于构件的安放,避免与墙体或其他设备产生抵触,表面产生磨损,保证设备自身的安全。
47.模具固定机构31包括:
48.固定罩311,该固定罩311具有半球主体,以及安装在半球主体外表面的弧形固定杆312,且安装在半球主体顶部中间位置的球头313;通过弧形固定杆312的设计产生一定的形变弹力,对固定罩311进行定位支撑,避免固定罩311在加工过程中产生形状的变化,避免负压吸附时气流流动不均匀导致负压不平稳,确保铸造模具自身固定的稳定。
49.安装板314,该安装板314具有圆盘主体,以及安装在圆盘主体顶部的负压泵315,且安装在圆盘主体中间位置的负压气管316。同时弧形固定杆312自身的弹性确保负压气管316的通畅性,避免负压气管316的弯折,保证气流流动的顺畅,并球头313的设计对模具的接触力进行分散,实现模具保护。
50.安装板314安装在驱动轨道6底部,且负压气管316顶端与负压泵315连通,以及负压气管316底端与球头313连通。通过负压固定模具,避免了构件对模具的夹持磨损,同时模具不会因铸造液溢出与其他构件进行粘接。
51.模具施压机构32包括:
52.固定板321,该固定板321具有圆形主体,以及安装在圆形主体顶部的球罩322,且安装在球罩322外侧的摩擦球323,以及设置在摩擦球323外表面的驱动环324,且安装在球罩322内部的传动球325。
53.施压罩326,该施压罩326具有球状主体,以及安装在球状主体底部中间位置的施压球327,且安装在球状主体外表面的保护弧杆328。通过传动球325的设计对内部的施压球327进行驱动,可对模具进行转动,在压模定型的时候转动产生的晃动使得内部的铸造液进行晃动,塑形时铸造件更加均匀,避免产生铸造件的缺漏。
54.施压球327底部贯穿施压罩326并延伸至施压罩326底部,且传动球325外表面顶部与施压球327连接,且保护弧杆328底端安装在固定板321上。通过施压罩326的设计对构件进行密封,避免内部铸造液的热量散失,实现一定程度的保温,便于压模塑形时细长部位的
快速凝固,确保铸造液填充的更加充分。
55.使用时,启动驱动轨道6使得模具固定机构31运动到最左侧,之后启动负压泵315,通过负压气管316和球头313对固定罩311内部气体进行抽吸,形成真空,并与铸造模具接触进行吸附;
56.启动驱动轨道6使其运动至注液机构4上进行注液,进一步运输至模具施压机构32上,启动升降器2,使得模具施压机构32上升,直至施压罩326与固定罩311相互接触,并不断挤压,进行压模塑形;
57.并启动驱动环324,使得摩擦球323带动传动球325转动,并通过摩擦使得施压球327进行转动,对模具进行转动,调整模具内部铸造液的均匀度;
58.之后启动驱动轨道6使其运动至接料台7,关闭负压泵315使得模具自由落下。
59.实施例二:
60.请参阅图1-6,在实施例一的基础上,本发明提供一种技术方案:注液机构4包括气囊筒柱41,以及安装在气囊筒柱41的载物罩42,且安装在载物罩42内表面的定位插管43,以及安装在载物罩42底部中间位置的注液管44,且注液管44顶部与定位插管43连通,以及注液管44位于气囊筒柱41内腔。通过从下向上的注液模式,更加贴合负压对模具空气的抽吸,同时铸造液从下向上逆流延长了注液的时间,注液时铸造液流动更加均匀彻底。
61.气囊筒柱41和注液管44底部贯穿升降器2并延伸至升降器2底部,且定位插管43设置有六个且等距离设置。通过气囊筒柱41内部膨胀液的设计,使得在注液的同时自身高度受到热胀冷缩的影响自我进行高度的调节,更好的贴合铸造模具,并对铸造模具底部进行密封避免铸造液的溢出。
62.接料台7包括圆柱台体71,以及开设在圆柱台体71外表面的弧形凹槽72。通过弧形凹槽72对冲击力进行导向吸收,保护圆柱台体71自身的安全,并对冲击力进行导向,使其向中心位置聚集,避免冲击时圆柱台体71产生倾斜导致模具掉落。
63.使用时,在实施例一定基础上,启动驱动轨道6使其运动至注液机构4上进行注液,将铸造液通过注液管44进行输送,铸造液的热量使得气囊筒柱41膨胀上升,带动载物罩42和定位插管43上升,插入模具进行注液。
64.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
65.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。