1.本发明属于精炼铬铸铁技术领域,具体涉及一种高纯净铬9中铬铸铁材料的生产工艺。
背景技术:
2.铬系铸铁材料(包括铬3低铬铸铁材料、铬9中铬铸铁材料、铬15高铬铸铁材料、铬26超高铬铸铁材料)是目前国内外应用十分广泛的耐磨材料之一,已广泛应用于建筑、矿山、冶金、电力等行业。
3.国内现有中铬铸铁材料及材料性能介绍如下:c:2.6-3.0%,mn:0.8-3.0%,si:0.8-1.2%,cr:5.0-10.0%,s:≤0.1%,p:≤0.1%,余量为铁。现有技术的中铬铸铁材料的冲击韧度为3.0-6.0j/cm2,但洛氏硬度值hrc仅为为48-55,导致了应用区域受限。
4.因此如何进一步优化工艺,提高铬9中铬铸铁材料的洛氏硬度值hrc,以便扩大应用区域范围。
技术实现要素:
5.本发明提供一种高纯净铬9中铬铸铁材料的生产工艺,以解决如何进一步优化工艺,提高铬9中铬铸铁材料的洛氏硬度值hrc的问题。
6.为解决以上技术问题,本发明采用以下技术方案:
7.一种高纯净铬9中铬铸铁材料的生产工艺,包括以下步骤:
8.(1)打结坩埚:将透气砖按要求安装在精炼高纯净铬9中铬铸铁材料装置底部,然后使用炉衬材料和模具打结坩埚,干燥烧结;
9.(2)根据装置容积大小设计制造气体扩散器,气体扩散器其粒度设计为能使气流最佳化并具有抗金属穿透性;
10.(3)将气体扩散器安装在装置底部中心,装置的进气管连接好流量调节器、减压阀、氦气瓶;所述装置包括:炉壳、炉衬、炉壁层、底座、气体扩散器、透气砖、进气管、活接头、炉体保护触头、触头保护器、导线,所述炉壳包裹着炉衬,所述炉衬外表面设置有炉壁层,所述炉壳的底部设置有底座,所述底座上方设置有气体扩散器和透气砖,所述透气砖包裹着气体扩散器,所述进气管与气体扩散器连接,所述活接头与进气管衔接并固定于底座上,所述炉体保护触头、触头保护器、导线组成炉衬保护装置,所述炉体保护触头镶嵌于炉衬内,所述触头保护器与炉体保护触头通过导线相连;
11.(4)准备材料:按铬铸铁的化学成分要求,称量好熔炼铬铸铁的各种材料,备用;
12.(5)加料熔炼:将准备好的原材料逐步投入装置中熔炼,当铬铸铁料熔化形成熔池时,开始打开流量调节器吹注氦气,氦气经过透气砖参与铬铸铁水熔炼过程,随着熔炼继续,吹氦气的流量随着铬铸铁水的增加而增加,直至炉料熔清,取样分析炉内成份;
13.(6)调整化学成分:根据取样分析结果,计算和加入调整材料至全部熔化;
14.(7)装置内镇静:装置内铬铸铁液达到要求温度后停电镇静,继续吹氦气,使铬铸
铁液均温均质,杂质、气体充分上浮,与液面造渣剂结合;
15.(8)控温出钢:控制温度,出钢后经浇注、退火、淬火,制得高纯净铬9中铬铸铁材料,采用光谱分析,所述的高纯净铬9中铬铸铁材料,按质量百分含量计,包括以下成分:8.01-9.85%的cr、3.34-3.80%的c、0.30-0.97%的si、1.05-1.48%的mn、0.84-1.00%的cu、0.09-0.36%的mo、o元素含量≤0.00086%、h元素含量≤0.00022%,其它微量元素含量≤0.36%,余量为fe。
16.进一步地,步骤(3)中所述炉壁层的厚度为0.8-2.2cm。
17.进一步地,步骤(3)中所述炉体保护触头采用无磁钢材料制成。
18.进一步地,步骤(3)中所述炉体保护触头设置有6个。
19.进一步地,步骤(5)中当铬铸铁料熔化形成熔池时,即铬铸铁水覆过炉底29.3cm以上时,开始打开流量调节器吹注氦气。
20.进一步地,步骤(5)中吹氦气的流量随着铬铸铁水的增加而增加,具体控制过程如下:前10-14min,吹氦气压力控制在6.3-6.5kg/cm2,氦气流量控制在16.2-17.3l/min;第15-21min,吹氦气压力控制在6.6-6.9kg/cm2,氦气流量控制在17.2-17.4l/min;第22-31min,吹氦气压力控制在7.0-7.2kg/cm2,氦气流量控制在17.5-17.7l/min;第32-53min,吹氦气压力控制在6.4-6.7kg/cm2,氦气流量控制在16.7-17.3l/min;
21.进一步地,在第32min开始时,向铬铸铁水表面覆盖造渣剂,添加量为0.75-0.80kg/吨铬铸铁。
22.进一步地,步骤(8)中所述的高纯净铬9中铬铸铁材料,按质量百分含量计,包括以下成分:9.06%的cr、3.57%的c、0.62%的si、1.24%的mn、0.93%的cu、0.17%的mo、o元素含量为0.00086%、h元素含量为0.00022%,其它微量元素含量为0.36%,余量为fe。
23.本发明具有以下有益效果:
24.(1)本发明在铬铸铁熔炼过程中进行吹氦气除杂,将大大降低氧、氢含量,这是:氦气是一种惰性气体,它不溶解于铬铸铁液,也不与铬铸铁中的元素发生化学反应而形成夹杂物,不污染铬铸铁液;氦气通过本发明的透气砖吹入铬铸铁液中,透气砖使氦气泡细小而充分均匀分散,当氦气穿过铬铸铁液时,铬铸铁液中溶解的[h]、[o]等会自动扩散,进入氦气泡内随气泡上升而自铬铸铁液排除,非金属夹杂物则粘附在惰性气体上,其结合物浮至铬铸铁液表面,然后粘到造渣剂内,从而净化铬铸铁液,降低氧、氢含量。
[0025]
(2)本发明通过进一步优化工艺,有效降低了铬9中铬铸铁中的氢和氧含量,提高了铬9中铬铸铁材料的洛氏硬度值hrc,扩大了应用区域范围。
附图说明
[0026]
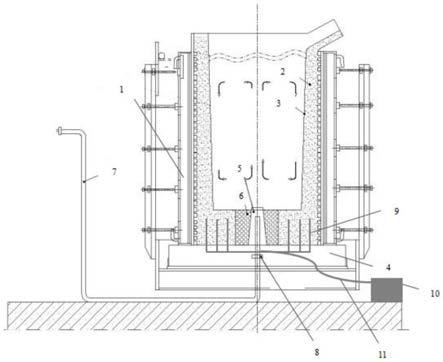
图1为本发明精炼高纯净铬9中铬铸铁材料装置结构示意图。
具体实施方式
[0027]
为便于更好地理解本发明,通过以下实施例加以说明,这些实施例属于本发明的保护范围,但不限制本发明的保护范围。
[0028]
如图1所示,一种精炼高纯净铬9中铬铸铁材料装置,包括:炉壳1、炉衬2、炉壁层3、底座4、气体扩散器5、透气砖6、进气管7、活接头8、炉体保护触头9、触头保护器10、导线11,
所述炉壳1包裹着炉衬2,所述炉衬2外表面设置有炉壁层3,所述炉壳1的底部设置有底4座,所述底座4上方设置有气体扩散器5和透气砖6,所述透气砖6包裹着气体扩散器5,所述进气管7与气体扩散器5连接,所述活接头8与进气管7衔接并固定于底座4上,所述炉体保护触头9、触头保护器10、导线11组成炉衬保护装置,所述炉体保护触头9镶嵌于炉衬2内,所述触头保护器10与炉体保护触头9通过导线11相连。
[0029]
所述炉壁层3为耐高温的合成材料层。
[0030]
所述耐高温的合成材料层由碳化硅、氧化铝金刚砂及硅铁材料制成。
[0031]
所述耐高温的合成材料层厚度为0.8-2.2cm。
[0032]
所述进气管7为耐压橡胶管。
[0033]
所述耐压橡胶管的内径为0.3-0.6cm。
[0034]
所述炉体保护触头采用无磁钢材料制成。
[0035]
所述炉体保护触头设置有6个。
[0036]
本发明设计的精炼高纯净铬9中铬铸铁材料装置具有以下有益效果:
[0037]
(1)本发明通过去除炉盖,可以达到如下效果:1)可以保证在正常大气压条件下达到铬9中铬铸铁材料净化处理要求;2)有利于实时监测炉体温度;3)操作简单有效;4)减少配套机械装置,结构简单化,降低设备成本。
[0038]
(2)本发明通过增加设置炉衬保护装置,可以达到如下效果:1)可以检测铬9中铬铸铁材料净化处理过程中惰性气体给炉衬的冲刷程度,从而选择较佳的惰性气体压力和流量,节约成本;2)可以精准控制炉衬的使用寿命,当炉底由于高温铬9中铬铸铁水造成的熔蚀点触碰到感应触头时,预警炉衬寿命已至,需更换炉衬;3)可以有效保护炉体及整套电炉控制系统,当熔化的铬9中铬铸铁水渗出炉衬与炉壳导通时,触头保护器开启,及时关闭熔体总电源,避免穿炉事故发生。
[0039]
一种造渣剂,以重量份为单位,包括以下原料:坡缕石粉20-30份、氟石粉4-8份、滑石粉15-20份、膨润土粉7-10份、碳酸镁粉8-11份、石英粉3-6份、麦饭石粉5-9份、矿棉7-12份、粘合剂3-4份、水40-53份;
[0040]
所述坡缕石粉的质量指标为:sio2:53.06-55.17%;mgo:24.15-27.87%;粒度为800-900目;
[0041]
所述氟石粉的质量指标为:caf2:≥74.02%;粒度为700-800目;
[0042]
所述滑石粉的质量指标为:sio2:57.36-60.69%;mgo:28.25-32.04%;粒度为1000-1100目;
[0043]
所述膨润土粉的质量指标为:sio2:56.91-64.72%;al2o3:15.67-23.16%;粒度为800-900目;
[0044]
所述碳酸镁粉的粒度为800-900目;
[0045]
所述石英粉的粒度为900-1000目;
[0046]
所述麦饭石粉的粒度为700-800目;
[0047]
所述粘合剂为木薯淀粉;粒度为500-600目;
[0048]
所述造渣剂的制备方法,包括以下步骤:
[0049]
1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速500-600r/min下搅拌0.7-1h,制得均匀浆料;
[0050]
2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为0.9-1.3cm的颗粒;
[0051]
3)将步骤2)制得的颗粒送入烘箱中,在85-89℃下干燥8.4-9.6h,制得造渣剂。
[0052]
本发明造渣剂的技术原理及效果:
[0053]
坡缕石具有很大的比表面积和吸附能力,是低熔点的材料,也是隔热材料和膨胀材料,很好的流变性和催化性能,同时,具有理想的胶体性能和耐热性能,是一种较好的吸附材料,有利于吸附铬铸铁水中的氧、氢等不纯物。
[0054]
氟石粉的caf2是可改善造渣剂的物性,降低其熔点和粘度,提高其流动性,但是过高的caf2含量会使造渣剂太稀,影响耐火材料的寿命,对造渣剂碱度和夹杂物吸附能力的控制也不利,因此氟石粉需要控制在一定的含量。
[0055]
滑石粉具有助流、耐火性、吸附力强等优良的物理特性,熔点约为800℃,熔点较低,有利于吸附铬铸铁水中的氧、氢等不纯物。
[0056]
膨润土是以蒙脱石为主要矿物成分的非金属矿产,蒙脱石是由二层共顶联接的硅氧四面体片夹一层共棱联接的铝(镁)氧(氢氧)八面体片,构成2:1型含结晶水的硅酸盐矿物,是一种良好的热膨胀材料,加热后体积能增加,具有很强的吸附力及阳离子交换性能,有利于吸附铬铸铁水中的氧、氢等不纯物。
[0057]
碳酸镁粉受热分解产生的氧化镁属于碱性氧化物,能提高造渣剂的碱度,增强造渣剂的脱硫、脱磷等能力,而分解产生的co2降低了铬9中铬铸铁材料中h的含量。
[0058]
石英粉含sio2,而sio2与氟石粉中的caf2反应达到脱氢的效果。
[0059]
麦饭石粉的表面吸附能力比较强,具有很好的流变性和催化性能,同时,具有理想的胶体性能和耐热性能,可吸附钢水中的氧、氢等不纯物。
[0060]
本发明采用坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉制备的造渣剂具有低熔点、高活性的优点,每吨铬铸铁水中的添加量仅为0.75-0.80kg,比现有的造渣剂添加量少,因此可极大降低生产成本,提高经济效益。
[0061]
下面通过更具体的实施例加以说明。
[0062]
实施例1
[0063]
如图1所示,一种精炼高纯净铬9中铬铸铁材料装置,包括:炉壳1、炉衬2、炉壁层3、底座4、气体扩散器5、透气砖6、进气管7、活接头8、炉体保护触头9、触头保护器10、导线11,所述炉壳1包裹着炉衬2,所述炉衬2外表面设置有炉壁层3,所述炉壳1的底部设置有底4座,所述底座4上方设置有气体扩散器5和透气砖6,所述透气砖6包裹着气体扩散器5,所述进气管7与气体扩散器5连接,所述活接头8与进气管7衔接并固定于底座4上,所述炉体保护触头9、触头保护器10、导线11组成炉衬保护装置,所述炉体保护触头9镶嵌于炉衬2内,所述触头保护器10与炉体保护触头9通过导线11相连。
[0064]
所述炉壁层3为耐高温的合成材料层。
[0065]
所述耐高温的合成材料层由碳化硅、氧化铝金刚砂及硅铁材料制成。
[0066]
所述耐高温的合成材料层厚度为1.5cm。
[0067]
所述进气管7为耐压橡胶管。
[0068]
所述耐压橡胶管的内径为0.4cm。
[0069]
所述炉体保护触头采用无磁钢材料制成。
[0070]
所述炉体保护触头设置有6个。
[0071]
精炼高纯净铬9中铬铸铁材料装置的使用工艺过程如下:
[0072]
(1)打结坩埚:将透气砖按要求安装在精炼高纯净铬9中铬铸铁材料装置底部,然后使用炉衬材料和模具打结坩埚,干燥烧结;
[0073]
(2)根据装置容积大小设计制造气体扩散器,气体扩散器其粒度设计为能使气流最佳化并具有抗金属穿透性;
[0074]
(3)将气体扩散器安装在装置底部中心,装置的进气管连接好流量调节器、减压阀、氦气瓶;
[0075]
(4)准备材料:按铬铸铁的化学成分要求,称量好熔炼铬铸铁的各种材料,备用;
[0076]
(5)加料熔炼:将准备好的原材料逐步投入装置中熔炼,当铬铸铁料熔化形成熔池时,即铬铸铁水覆过炉底29.3cm时,开始打开流量调节器吹注氦气,氦气经过透气砖参与铬铸铁水熔炼过程,随着熔炼继续,吹氦气的流量随着铬铸铁水的增加而增加,具体控制过程如下:前10-14min,吹氦气压力控制在6.3-6.5kg/cm2,氦气流量控制在16.2-17.3l/min;第15-21min,吹氦气压力控制在6.6-6.9kg/cm2,氦气流量控制在17.2-17.4l/min;第22-31min,吹氦气压力控制在7.0-7.2kg/cm2,氦气流量控制在17.5-17.7l/min;在第32min开始时,向铬铸铁水表面覆盖造渣剂,添加量为0.75kg/吨铬铸铁;第32-53min,吹氦气压力控制在6.4-6.7kg/cm2,氦气流量控制在16.7-17.3l/min;直至炉料熔清,取样分析炉内成份;
[0077]
(6)调整化学成分:根据取样分析结果,计算和加入调整材料至全部熔化;
[0078]
(7)装置内镇静:装置内铬铸铁液达到要求温度后停电镇静,继续吹氦气,使铬铸铁液均温均质,杂质、气体充分上浮,与液面造渣剂结合;
[0079]
(8)控温出钢:控制温度,出钢后经浇注、退火、淬火,制得高纯净铬9中铬铸铁材料,采用光谱分析,所述的高纯净铬9中铬铸铁材料,按质量百分含量计,包括以下成分:9.06%的cr、3.57%的c、0.62%的si、1.24%的mn、0.93%的cu、0.17%的mo、o元素含量为0.00086%、h元素含量为0.00022%,其它微量元素含量为0.36%,余量为fe。
[0080]
步骤(5)中所述造渣剂,以重量份为单位,包括以下原料:坡缕石粉21份、氟石粉5份、滑石粉16份、膨润土粉7份、碳酸镁粉8份、石英粉3份、麦饭石粉5份、矿棉8份、粘合剂3份、水42份;
[0081]
所述坡缕石粉的质量指标为:sio2:53.06%;mgo:24.78%;粒度为800目;
[0082]
所述氟石粉的质量指标为:caf2:75.36%;粒度为700目;
[0083]
所述滑石粉的质量指标为:sio2:58.05%;mgo:29.17%;粒度为1000目;
[0084]
所述膨润土粉的质量指标为:sio2:58.02%;al2o3:17.85%;粒度为900目;
[0085]
所述碳酸镁粉的粒度为800目;
[0086]
所述石英粉的粒度为1000目;
[0087]
所述麦饭石粉的粒度为700目;
[0088]
所述粘合剂为木薯淀粉;粒度为600目;
[0089]
所述造渣剂的制备方法,包括以下步骤:
[0090]
1)按重量份数,将坡缕石粉、氟石粉、滑石粉、膨润土粉、碳酸镁粉、石英粉、麦饭石粉、矿棉、粘合剂、水加入搅拌机中,在转速500r/min下搅拌1h,制得均匀浆料;
[0091]
2)将步骤1)制得的均匀浆料加入模具中,经真空吸滤成型后制成粒径为1cm的颗
粒;
[0092]
3)将步骤2)制得的颗粒送入烘箱中,在86℃下干燥9.4h,制得造渣剂。
[0093]
对比例1
[0094]
与实施例1的精炼铬9中铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少氟石粉、碳酸镁粉、石英粉、麦饭石粉。
[0095]
对比例2
[0096]
与实施例1的精炼铬9中铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少氟石粉。
[0097]
对比例3
[0098]
与实施例1的精炼铬9中铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少碳酸镁粉。
[0099]
对比例4
[0100]
与实施例1的精炼铬9中铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少石英粉。
[0101]
对比例5
[0102]
与实施例1的精炼铬9中铬铸铁材料工艺基本相同,唯有不同的是制备造渣剂的原料中缺少麦饭石粉。
[0103]
对比例6
[0104]
与实施例1的精炼铬9中铬铸铁材料工艺基本相同,唯有不同的是步骤(5)加料熔炼中不进行吹氦气除杂。
[0105]
对实施例1、对比例1-6精炼的铬9中铬铸铁材料的洛氏硬度值(hrc)及氧、氢含量进行检测,结果如下:
[0106][0107][0108]
注:洛氏硬度试验按gb/t 230.1规定进行;氧、氢含量采用光谱分析检测;
“‑”
表示不检查’。
[0109]
由上表可知:(1)由实施例1的数据可见,采用本发明的造渣剂,获得的铬9中铬铸铁材料的洛氏硬度值(hrc)为62.5,氧含量为8.6ppm,氢含量为2.2ppm,可见采用本发明的造渣剂,使得氧含量和氢含量大大降低,获得的铬9中铬铸铁材料的洛氏硬度值(hrc)远大于国标的洛氏硬度值(hrc),说明本发明的技术具有显著进步。
[0110]
(2)由实施例1和对比例1的hrc数据,可以计算得出氟石粉、碳酸镁粉、石英粉、麦饭石粉一起使用时产生的hrc的效果值=62.5-47.1=15.4;由实施例1和对比例2的hrc数据,可以计算得出氟石粉单独使用时产生的hrc的效果值=62.5-59.6=2.9;由实施例1和对比例3的hrc数据,可以计算得出碳酸镁粉单独使用时产生的hrc的效果值=62.5-59.1=3.4;由实施例1和对比例4的hrc数据,可以计算得出石英粉单独使用时产生的hrc的效果值=62.5-60.3=2.2;由实施例1和对比例5的hrc数据,可以计算得出麦饭石粉单独使用时产生的hrc的效果值=62.5-58.2=4.3。
[0111]
结合以上数据可以计算得出氟石粉、碳酸镁粉、石英粉、麦饭石粉分别单独使用时叠加产生的hrc的效果值=2.9+3.4+2.2+4.3=12.8,综上,可以计算得出氟石粉、碳酸镁粉、石英粉、麦饭石粉一起使用时产生的hrc的效果值比氟石粉、碳酸镁粉、石英粉、麦饭石粉分别单独使用时叠加产生的hrc的效果值提高的百分数=(15.4-12.8)
÷
12.8
×
100%=20.3%>10%,该值大于10%,说明了氟石粉、碳酸镁粉、石英粉、麦饭石粉在制备铬9中铬铸铁材料中起到了协同作用,协同提高了铬9中铬铸铁材料的hrc。这是因为:氟石粉的caf2是可改善造渣剂的物性,降低其熔点和粘度,提高其流动性,但是过高的caf2含量会使造渣剂太稀,影响耐火材料的寿命,对造渣剂碱度和夹杂物吸附能力的控制也不利,因此氟石粉需要控制在一定的含量。碳酸镁粉受热分解产生的氧化镁属于碱性氧化物,能提高造渣剂的碱度,增强造渣剂的脱硫、脱磷等能力,而分解产生的co2降低了铬9中铬铸铁材料中h的含量。石英粉含sio2,而sio2与氟石粉中的caf2反应达到脱氢的效果。麦饭石粉的表面吸附能力比较强,具有很好的流变性和催化性能,同时,具有理想的胶体性能和耐热性能,可吸附钢水中的氧、氢等不纯物。在氟石粉、碳酸镁粉、石英粉、麦饭石粉相互配合下,降低了铬9中铬铸铁材料中的氢含量,协同提高了铬9中铬铸铁材料的hrc。
[0112]
(3)由实施例1和对比例6的hrc数据可见,铬铸铁熔炼过程中不进行吹氦气除杂,将会影响铬9中铬铸铁材料的hrc及氧、氢含量,这是:氦气是一种惰性气体,它不溶解于铬铸铁液,也不与铬铸铁中的元素发生化学反应而形成夹杂物,不污染铬铸铁液;氦气通过本发明的透气砖吹入铬铸铁液中,透气砖使氦气泡细小而充分均匀分散,当氦气穿过铬铸铁液时,铬铸铁液中溶解的[h]、[o]等会自动扩散,进入氦气泡内随气泡上升而自铬铸铁液排除,非金属夹杂物则粘附在惰性气体上,其结合物浮至铬铸铁液表面,然后粘到造渣剂内,从而净化铬铸铁液,降低氧、氢含量,提高铬9中铬铸铁材料的hrc。