1.本发明涉及铸造技术领域,具体为一种智能铸造岛。
背景技术:
2.铸造是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。
3.铸造设备自身结构庞大,需要大量的人工进行支撑,自身占地面积大,使得空间利用率降低,浪费了大量的资源,同时工序散乱,容易产生铸造误差,影响铸造件质量。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种智能铸造岛,解决了铸造设备自身结构庞大,需要大量的人工进行支撑,自身占地面积大,使得空间利用率降低,浪费了大量的资源,同时工序散乱,容易产生铸造误差,影响铸造件质量的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种智能铸造岛,具体包括:
8.底座,该底座具有方形座板,以及安装在所述方形座板顶部防护机构,且设置在所述防护机构中间位置的承载机构,以及安装在所述方形座板顶部且位于所述防护机构外侧的固定框架,且安装在所述固定框架顶部的加工机构,通过承载机构和加工机构的设计将铸造的工序进行整合,便于进行铸造加工的统一性管理,避免更换工序时产生铸造模具的错位,同时利用整体结构的圆形设计降低整体设备的占据面积,提高空间的利用率,所述承载机构包括:
9.承载柱,该承载柱具有圆柱主体,以及安装在所述圆柱主体顶部的十字柱,且安装在所述十字柱外表面的定位载台,以及开设在所述定位载台顶部的六角安装孔,且设置在所述六角安装孔内表面的夹持件,以及安装在所述十字柱顶部的转动电机,且固定在所述转动电机顶部的固定柱。通过定位载台的设计对模具进行一次性定位,避免后续进行二次或多次定位,自身的工序转换智能机械化控制,降低了人员的劳动强度,同时避免人员与铸造模具进行接触,实现人员安全的保护。
10.优选的,所述防护机构和所述承载机构位于固定框架内腔,且所述承载机构顶部与所述加工机构连接。通过六角安装孔的六边形设计可对多数不同形状的模具进行固定,同一设备科对不同模具进行夹持固定,从而辅助完成铸造加工,实现一机多用,降低整体设备的成本。
11.优选的,所述防护机构包括:
12.安装垫板,该安装垫板具有环形板体,以及安装在所述环形板体顶部的交叉弹性柱;通过交叉弹性柱自身的弹性对压模定型时的压力进行防护保护,避免压力过载导致内部构件的损坏,同时自身的叠加实现对交叉弹性柱强度的叠加,构件自身防护效果提升,延长了构件自身的使用寿命。
13.隔离板,该隔离板具有环形主体,以及安装在所述环形主体中间位置的球型封闭罩,且安装在所述球型封闭罩内表面的抗压板。通过球型封闭罩的球面设计在模具压模时实现对模具的收缩固定,将施加的压力向模具中心聚集,确保模具压模时内部铸造件成型的完整性。
14.优选的,所述安装垫板和所述隔离板与所述承载机构连接,且所述球型封闭罩底部位于所述交叉弹性柱内腔。通过抗压板对模具进行限位,避免模具压模过度,同时抗压板自身由弹性材料制成,自身在压模结束后能形变复位,便于将模具顶出,方便进行下一阶段加工。
15.优选的,所述加工机构包括:
16.架板,该架板具有t型板体,以及安装在所述t型板体左侧的存模筒,且安装在所述存模筒底部的卡位环,以及安装在所述卡位环顶部两侧的调节杆,且安装在所述t型板体右侧的升降柱,以及安装在所述升降柱底部的球面压板,且安装在所述t型板体背面的注液机构。通过存模筒的设计可利用重力对模具进行自由下落,方便运输的同时不会破坏模具自身的形状,同时自由下落实现的精准的定位安放,降低了后续操作产生的误差。
17.优选的,所述架板外侧安装在所述固定框架上,且所述存模筒顶部贯穿所述架板并延伸至所述架板顶部。通过t型板体的设计将工序进行相互间隔,相互之间空气可进行流通,对工序进行相互隔离,避免相互之间的温度传递,实现各工序的独立性。
18.优选的,所述注液机构包括:
19.注液插管,该注液插管具有毛细管体,以及安装在所述毛细管体外表面底部的定量板,且固定在所述定量板顶部且位于毛细管体外侧的伸缩环管,以及套设在所述毛细管体外侧且位于所述伸缩环管内腔的膨胀套管。通过注液插管的设计便于对模具进行注液,同时定量板可实现对注液插管长度的调节,有利于对不同厚度的模具进行注液,同时自身的六位设计便于辅助进行定位调整,可实现多位置同时注液,避免产生注液缺漏。
20.优选的,所述伸缩环管和所述膨胀套管顶部安装在所述架板上,且所述注液插管顶部贯穿所述架板并延伸至所述架板顶部。通过铸造液自身的热量对膨胀套管进行热膨胀,实现对注液插管的输送以及对模具接触面的贴合,避免铸造液外溢,保护模具与周边环境的安全。
21.(三)有益效果
22.本发明提供了一种智能铸造岛。具备以下有益效果:
23.(一)、该智能铸造岛,通过承载机构和加工机构的设计将铸造的工序进行整合,便于进行铸造加工的统一性管理,避免更换工序时产生铸造模具的错位,同时利用整体结构的圆形设计降低整体设备的占据面积,提高空间的利用率
24.(二)、该智能铸造岛,通过定位载台的设计对模具进行一次性定位,避免后续进行二次或多次定位,自身的工序转换智能机械化控制,降低了人员的劳动强度,同时避免人员与铸造模具进行接触,实现人员安全的保护。
25.(三)、该智能铸造岛,通过六角安装孔的六边形设计可对多数不同形状的模具进行固定,同一设备科对不同模具进行夹持固定,从而辅助完成铸造加工,实现一机多用,降低整体设备的成本。
26.(四)、该智能铸造岛,通过交叉弹性柱自身的弹性对压模定型时的压力进行防护保护,避免压力过载导致内部构件的损坏,同时自身的叠加实现对交叉弹性柱强度的叠加,构件自身防护效果提升,延长了构件自身的使用寿命。
27.(五)、该智能铸造岛,通过球型封闭罩的球面设计在模具压模时实现对模具的收缩固定,将施加的压力向模具中心聚集,确保模具压模时内部铸造件成型的完整性。
28.(六)、该智能铸造岛,通过抗压板对模具进行限位,避免模具压模过度,同时抗压板自身由弹性材料制成,自身在压模结束后能形变复位,便于将模具顶出,方便进行下一阶段加工。
29.(七)、该智能铸造岛,通过存模筒的设计可利用重力对模具进行自由下落,方便运输的同时不会破坏模具自身的形状,同时自由下落实现的精准的定位安放,降低了后续操作产生的误差。
30.(八)、该智能铸造岛,通过t型板体的设计将工序进行相互间隔,相互之间空气可进行流通,对工序进行相互隔离,避免相互之间的温度传递,实现各工序的独立性。
31.(九)、该智能铸造岛,通过注液插管的设计便于对模具进行注液,同时定量板可实现对注液插管长度的调节,有利于对不同厚度的模具进行注液,同时自身的六位设计便于辅助进行定位调整,可实现多位置同时注液,避免产生注液缺漏。
32.(十)、该智能铸造岛,通过铸造液自身的热量对膨胀套管进行热膨胀,实现对注液插管的输送以及对模具接触面的贴合,避免铸造液外溢,保护模具与周边环境的安全。
附图说明
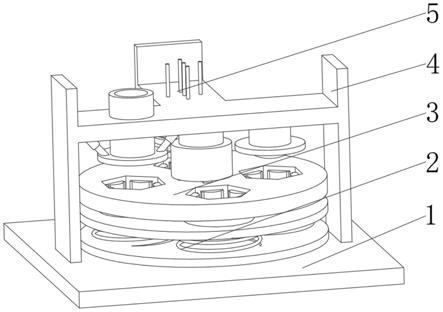
33.图1为本发明整体结构正视示意图;
34.图2为本发明整体结构左视示意图;
35.图3为本发明承载机构的结构示意图;
36.图4为本发明防护机构的结构示意图;
37.图5为本发明加工机构的结构示意图;
38.图6为本发明注液机构的结构示意图;
39.图中:1底座、2防护机构、21安装垫板、22交叉弹性柱、23隔离板、24球型封闭罩、25抗压板、3承载机构、31承载柱、32十字柱、33定位载台、34六角安装孔、35夹持件、36转动电机、37固定柱、4固定框架、5加工机构、51架板、52存模筒、53卡位环、54调节杆、55升降柱、56球面压板、57注液机构、571注液插管、572定量板、573伸缩环管、574膨胀套管。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例一:
42.请参阅图1-3,本发明提供一种技术方案:一种智能铸造岛,具体包括:
43.底座1,该底座1具有方形座板,以及安装在方形座板顶部防护机构2,且设置在防护机构2中间位置的承载机构3,以及安装在方形座板顶部且位于防护机构2外侧的固定框架4,且安装在固定框架4顶部的加工机构5,通过承载机构3和加工机构5的设计将铸造的工序进行整合,便于进行铸造加工的统一性管理,避免更换工序时产生铸造模具的错位,同时利用整体结构的圆形设计降低整体设备的占据面积,提高空间的利用率,承载机构3包括:
44.承载柱31,该承载柱31具有圆柱主体,以及安装在圆柱主体顶部的十字柱32,且安装在十字柱32外表面的定位载台33,以及开设在定位载台33顶部的六角安装孔34,且设置在六角安装孔34内表面的夹持件35,以及安装在十字柱32顶部的转动电机36,且固定在转动电机36顶部的固定柱37。通过定位载台33的设计对模具进行一次性定位,避免后续进行二次或多次定位,自身的工序转换智能机械化控制,降低了人员的劳动强度,同时避免人员与铸造模具进行接触,实现人员安全的保护。
45.防护机构2和承载机构3位于固定框架4内腔,且承载机构3顶部与加工机构5连接。通过六角安装孔34的六边形设计可对多数不同形状的模具进行固定,同一设备科对不同模具进行夹持固定,从而辅助完成铸造加工,实现一机多用,降低整体设备的成本。
46.使用时,将模具安置在承载机构3的定位载台33上,利用六角安装孔34与其内部的夹持件35进行固定,启动转动电机36对模具位置进行变换,实现工序的转换,通过加工机构5对铸造完成加工。
47.实施例二:
48.请参阅图1-4,在实施例一的基础上,本发明提供一种技术方案:防护机构2包括:
49.安装垫板21,该安装垫板21具有环形板体,以及安装在环形板体顶部的交叉弹性柱22;通过交叉弹性柱22自身的弹性对压模定型时的压力进行防护保护,避免压力过载导致内部构件的损坏,同时自身的叠加实现对交叉弹性柱22强度的叠加,构件自身防护效果提升,延长了构件自身的使用寿命。
50.隔离板23,该隔离板23具有环形主体,以及安装在环形主体中间位置的球型封闭罩24,且安装在球型封闭罩24内表面的抗压板25。通过球型封闭罩24的球面设计在模具压模时实现对模具的收缩固定,将施加的压力向模具中心聚集,确保模具压模时内部铸造件成型的完整性。
51.安装垫板21和隔离板23与承载机构3连接,且球型封闭罩24底部位于交叉弹性柱22内腔。通过抗压板25对模具进行限位,避免模具压模过度,同时抗压板25自身由弹性材料制成,自身在压模结束后能形变复位,便于将模具顶出,方便进行下一阶段加工。
52.使用时,通过转动安装垫板21使得其沿着承载柱31进行高度位置的调整,使球型封闭罩24和抗压板25与模具进行接触,通过交叉弹性柱22进行保护。
53.实施例三:
54.请参阅图1-6,在实施例一和实施例二的基础上,本发明提供一种技术方案:加工机构5包括:
55.架板51,该架板51具有t型板体,以及安装在t型板体左侧的存模筒52,且安装在存模筒52底部的卡位环53,以及安装在卡位环53顶部两侧的调节杆54,且安装在t型板体右侧
的升降柱55,以及安装在升降柱55底部的球面压板56,且安装在t型板体背面的注液机构57。通过存模筒52的设计可利用重力对模具进行自由下落,方便运输的同时不会破坏模具自身的形状,同时自由下落实现的精准的定位安放,降低了后续操作产生的误差。
56.架板51外侧安装在固定框架4上,且存模筒52顶部贯穿架板51并延伸至架板51顶部。通过t型板体的设计将工序进行相互间隔,相互之间空气可进行流通,对工序进行相互隔离,避免相互之间的温度传递,实现各工序的独立性。
57.注液机构57包括:
58.注液插管571,该注液插管571具有毛细管体,以及安装在毛细管体外表面底部的定量板572,且固定在定量板572顶部且位于毛细管体外侧的伸缩环管573,以及套设在毛细管体外侧且位于伸缩环管573内腔的膨胀套管574。通过注液插管571的设计便于对模具进行注液,同时定量板572可实现对注液插管571长度的调节,有利于对不同厚度的模具进行注液,同时自身的六位设计便于辅助进行定位调整,可实现多位置同时注液,避免产生注液缺漏。
59.伸缩环管573和膨胀套管574顶部安装在架板51上,且注液插管571顶部贯穿架板51并延伸至架板51顶部。通过铸造液自身的热量对膨胀套管574进行热膨胀,实现对注液插管571的输送以及对模具接触面的贴合,避免铸造液外溢,保护模具与周边环境的安全。
60.使用时,将模具放置在存模筒52,通过调节杆54调节卡位环53的高度,实现模具与承载机构3接触距离的调控,之后通过承载机构3更换加工工序,使得模具到达注液机构57,通过注液插管571进行铸造液的灌输,使得膨胀套管574膨胀带动注液插管571插入模具,灌输结束后膨胀套管574冷却收缩复位,之后模具到达球面压板56下方,利用升降柱55对其进行压模加工完成塑形。
61.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
62.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。