1.本发明属于高压触头材料技术领域,具体涉及一种石墨烯增强紫铜触头的制备方法。
背景技术:
2.电触头是电器开关、仪器组件等的接触元件,其性能与服役情况直接决定了电气开关的开断能力、接触安全和可靠性等。在实际使用过程中,触头材料面临着电弧开断难度大、电弧烧蚀严重等巨大挑战。因此,开发一种新型的耐电弧烧蚀的电触头材料对我国高压电气行业发展将大有裨益。
3.铜具有高导电、高导热的优异特性,是高压电力系统中的关键触头材料。但铜存在熔点低、杨氏模量低等缺点,通常采用合金化的方法可以提高铜触头的机械性能,但同时又会牺牲铜的部分优异的导电、导热性能。而石墨烯作为新兴材料,其具有超高的杨氏模量、电导率和热导率,满足高压系统对电工材料的需要。目前已有技术在铜及铜合金触头中添加石墨烯,结果显示石墨烯的添加可以提高铜基触头的使用性能和寿命。但石墨烯仅作为添加剂未能发挥其最大的性能,因此本发明采用激光加工技术在紫铜表面原位生长石墨烯,将石墨烯作为独立涂层抵抗外界破坏。
技术实现要素:
4.本发明的目的在于提出一种石墨烯增强紫铜触头材料的制备方法,所制备出的石墨烯增强紫铜触头材料充分发挥了石墨烯高熔点、高热导率、高电导率,化学惰性及高摩擦系数的优点,为减少电气设备中触头材料烧蚀、磨损提供了可靠保障,解决了紫铜触头材料在服役过程中因直流开关中的电弧、动静触头摩擦造成的烧蚀和机械磨损,提高了直流开关关键零部件触头材料的使用性能和使用寿命。
5.本发明具体是通过以下技术方案来实现的,依据本发明提出的一种石墨烯增强紫铜触头材料的制备方法,具体包括:
6.(1)制备预制层:将固态碳源和催化剂按一定比例混合,预涂在紫铜材料表面;
7.(2)制备石墨烯:采用高功率激光辐照在步骤(1)制备的预置层上,当激光关闭后,在预制层上即刻生长出表面覆盖的石墨烯。
8.进一步地,步骤(1)中所述的固态碳源选用天然石墨粉、人造石墨粉、高定向热解石墨粉、镍包石墨粉中的任一种。所述石墨粉的粒径为0.1-20μm。
9.进一步地,步骤(1)中所述的催化剂包括镍粉,其粒径为1-10μm。
10.进一步地,步骤(1)中所述的催化剂由镍粉与铜粉混合而成,镍粉与铜粉的质量比为1:1-1:4,镍粉的粒径为1-10μm。
11.进一步地,步骤(1)中固态碳源与催化剂的质量之比为1:1-10:1。
12.进一步地,步骤(1)中预涂的方式包括但不限于旋涂、模压。
13.进一步地,步骤(2)中所述的高功率激光选用半导体激光、二氧化碳激光、光纤激
光中的任一种。所述高功率激光的波长为1-12μm,激光的额定功率为3000-10000w。
14.进一步地,步骤(2)中激光辐照的工艺条件为:激光功率1000-6000w,扫描速度10-1000mm/s,激光光斑直径0.5-5mm。
15.与现有技术相比,本发明具有以下优点:
16.本发明提供了一种石墨烯增强紫铜触头材料的制备方法,采用高功率激光辐照覆盖了预置层的紫铜材料,预置层包括固态碳源和催化剂;激光关闭后,激光辐照区域的紫铜表面立即生长出石墨烯。本发明实现了在紫铜表面一次生长石墨烯,将石墨烯作为独立表面涂层,充分发挥了全覆盖石墨烯膜高强度、耐烧蚀、超高杨氏模量的优异性能,与紫铜金属基底紧密结合,其“零摩擦”的特点,使其具有超高的抗摩擦能力,为金属提供了可靠的抗烧蚀性和耐磨性,可极大程度提升触头材料的使用性能和使用寿命,同时激光加工是一种高效的、环保的加工手段,适于在行业内推广使用。
附图说明
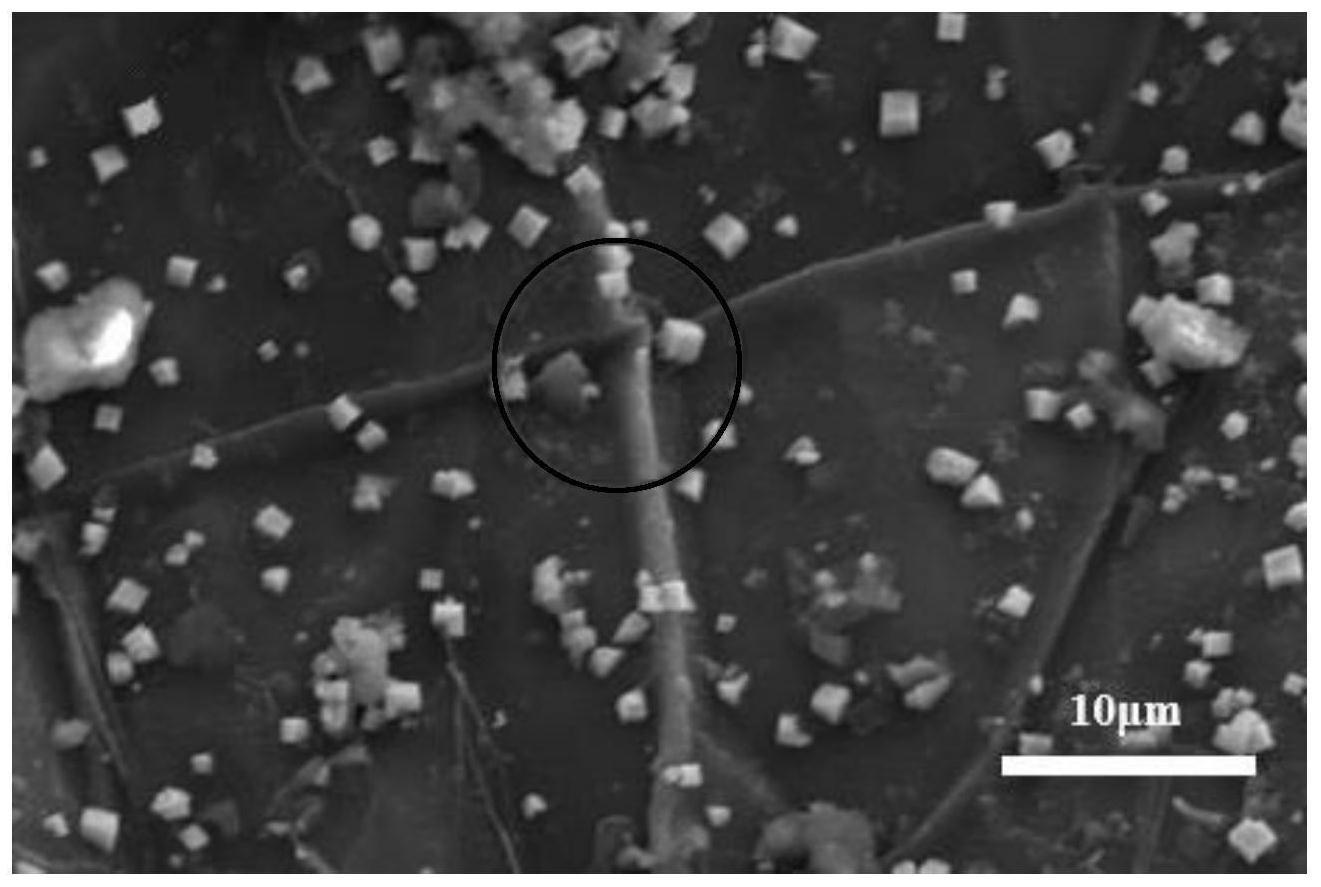
17.图1是本发明所得石墨烯增强紫铜触头材料过渡层的形貌与成分;
18.图2是本发明一次激光法生长石墨烯后触头材料的表面形貌;
19.图3是本发明所得石墨烯增强紫铜触头材料的拉曼图谱。
具体实施方式
20.为了更好地理解本发明的内容,下面将结合实施例和附图来进一步阐述本发明。本实施例以本发明的技术为基础实施,给出了详细的实施方式和操作步骤,但本发明的保护范围不限于下述实施例。
21.为了实现在触头材料表面一次生长石墨烯,本发明提供的技术方案具体包括:
22.(1)制备预制层:将固态碳源和催化剂按一定比例混合,预涂在紫铜材料表面;固态碳源选用天然石墨粉、人造石墨粉、高定向热解石墨粉、镍包石墨粉中的任一种,石墨粉的粒径为0.1-20μm。催化剂采用镍粉或者镍粉与铜粉的混合,镍粉粒径为1-10μm,镍粉与铜粉的质量比为1:1-1:4。固态碳源与催化剂的质量之比为1:1-10:1。预涂方式包括但不限于旋涂、模压等方式。
23.(2)制备石墨烯:采用高功率激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。其中,所述的高功率激光可以选用半导体激光、二氧化碳激光、光纤激光中的任一种;选用的高功率激光的波长为1-12μm,激光的额定功率为3000-10000w。
24.激光辐照的工艺条件为:激光功率1000-6000w,扫描速度为10-1000mm/s,激光光斑直径0.5-5mm。
25.下面以具体实施例详细说明。
26.实施例1:
27.(1)制备预制层:将粒径为10μm的天然石墨粉和粒径为5μm的镍粉按质量之比为1:1混合,旋涂在紫铜材料表面;
28.(2)制备石墨烯:采用波长为1.06μm,额定功率为5000w的半导体激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的
工艺条件为:激光功率2000w,扫描速度为10mm/s,激光光斑直径3mm。
29.实施例2:
30.(1)制备预制层:将粒径为20μm的高定向热解石墨粉和粒径为10μm的镍粉按质量之比为4:1混合,旋涂在紫铜材料表面;
31.(2)制备石墨烯:采用波长为10.6μm,额定功率为6000w的光纤激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率5000w,扫描速度为100mm/s,激光光斑直径5mm。
32.实施例3:
33.(1)制备预制层:将粒径为5μm的镍包石墨粉和粒径为1μm的镍粉按质量之比为10:1混合,旋涂在紫铜材料表面;
34.(2)制备石墨烯:采用波长为12μm,额定功率为3000w的二氧化碳激光激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率1000w,扫描速度为1000mm/s,激光光斑直径5mm。
35.实施例4:
36.(1)制备预制层:将粒径为0.1μm的人造石墨粉和粒径为8μm的镍粉按质量之比为5:1混合,通过模压方式预涂在紫铜材料表面;
37.(2)制备石墨烯:采用波长为1.06μm,额定功率为10000w的半导体激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率6000w,扫描速度为800mm/s,激光光斑直径0.5mm。
38.实施例5:
39.(1)制备预制层:将粒径为3μm的高定向热解石墨粉和粒径为5μm的镍粉按质量之比为10:1混合,通过模压方式预涂在紫铜材料表面;
40.(2)制备石墨烯:采用波长为10.6μm,额定功率为8000w的二氧化碳激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率4000w,扫描速度为300mm/s,激光光斑直径1mm。
41.实施例6:
42.(1)制备预制层:将粒径为4μm的镍包石墨粉和粒径为6μm的镍粉按质量之比为8:1混合,通过模压方式预涂在紫铜材料表面;
43.(2)制备石墨烯:采用波长为10.6μm,额定功率为6000w的光纤激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率3000w,扫描速度为500mm/s,激光光斑直径2mm。
44.实施例7:
45.(1)制备预制层:将粒径为5μm的镍包石墨粉和催化剂按照质量比为1:1混合,通过模压方式预涂在紫铜材料表面;其中,催化剂为镍粉和铜粉的混合物,镍粉与铜粉的质量比为1:2,镍粉粒径为1μm;
46.(2)制备石墨烯:采用波长为10.6μm,额定功率为6000w的光纤激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率3000w,扫描速度为500mm/s,激光光斑直径2mm。
47.实施例8:
48.(1)制备预制层:将粒径为1μm的高定向热解石墨粉和催化剂按照质量比为3:1混合,通过旋涂方式预涂在紫铜材料表面;其中,催化剂为镍粉和铜粉的混合物,镍粉与铜粉的质量比为1:1,镍粉粒径为3μm;
49.(2)制备石墨烯:采用波长为12μm,额定功率为8000w的半导体激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率2000w,扫描速度为500mm/s,激光光斑直径3mm。
50.实施例9:
51.(1)制备预制层:将粒径为5μm的镍包石墨粉和催化剂按照质量比为5:1混合,通过模压方式预涂在紫铜材料表面;其中,催化剂为镍粉和铜粉的混合物,镍粉与铜粉的质量比为1:4,镍粉粒径为10μm;
52.(2)制备石墨烯:采用波长为10.6μm,额定功率为5000w的二氧化碳激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率3000w,扫描速度为800mm/s,激光光斑直径1mm。
53.实施例10:
54.(1)制备预制层:将粒径为10μm的高定向热解石墨粉和催化剂按照质量比为10:1混合,通过旋涂方式预涂在紫铜材料表面;其中,催化剂为镍粉和铜粉的混合物,镍粉与铜粉的质量比为1:3,镍粉粒径为5μm;
55.(2)制备石墨烯:采用波长为12μm,额定功率为8000w的光纤激光辐照在步骤(1)制备的预置层上,当激光关闭后在预制层上即刻生长出表面覆盖的石墨烯。激光辐照的工艺条件为:激光功率6000w,扫描速度为500mm/s,激光光斑直径3mm。
56.以上10个实施例通过不同的固态碳源、不同的催化剂和不同类的激光实现了在紫铜表面原位生长石墨烯,相比现有技术,本发明实现了一次生长石墨烯,一次生长石墨烯的原理是利用激光的热作用,使石墨中sp3杂化的碳-碳键断裂,形成活性碳源,在催化剂的催化作用下活性碳源形成以sp2杂化形式的碳-碳键,进而形成六元碳环,最终长成石墨烯。本发明方法更为简便,石墨烯作为独立涂层覆盖在紫铜触头的表面,充分发挥了全覆盖石墨烯膜高强度、耐烧蚀、耐磨损、超高杨氏模量的优异性能。镍粉一方面作为石墨烯生长的催化剂,另一方面可以增加紫铜合金基底的机械性能。石墨烯与紫铜金属基底紧密结合,其“零摩擦”的特点,使其具有超高的抗摩擦能力,为金属提供了可靠的抗烧蚀性和耐磨性,极大程度提升了触头材料的使用性能和使用寿命。
57.图1是实施例7所得石墨烯增强紫铜触头材料过渡层的形貌与成分;催化剂为镍粉与铜粉的混合,镍粉与铜粉的质量比为1:2,最终形成过渡层。
58.图2是本发明采用激光法一次生长石墨烯后触头材料的表面形貌,从图2中可以看出材料表面石墨烯形貌呈典型的褶皱状。
59.图3是本发明所得石墨烯增强紫铜触头材料的拉曼图谱,从图3中可以看出在紫铜触头材料表面成功生长了石墨烯。
60.以上所述仅是本发明的实施例,并非对本发明作任何形式上的限制,本发明还可以根据以上结构和功能具有其它形式的实施例,不再一一列举。因此,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。