1.本技术涉及镀铝薄膜领域,具体涉及一种可充气高阻隔流延聚丙烯镀铝薄膜的制备方法。
背景技术:
2.随着人们生活水平的提高,商品正逐步向高档化、多样化发展,产品外包装作为传递产品信息、品牌形象的重要载体,也正往高档化和差异化的方向迈进。随着市场对包装材料质量要求的不断提高,对镀膜外观亮度、铝层牢度的需求也在不断提高。
3.镀铝膜是采用特殊工艺在塑料薄膜表面镀上一层极薄的金属铝而形成的一种复合软包装材料。即,在高真空状态下通过高温将金属铝融化蒸发,使铝的蒸汽沉淀堆积到塑料薄膜表面上,从而使塑料薄膜表面具有金属光泽。镀铝流延聚丙烯膜是应用较多的薄膜之一,具有遮光、防紫外线照射以及良好的阻隔性能,是一种廉价美观、性能优良、实用性强的包装材料,广泛应用于日化品包装、食品包装及一些医药品的包装。
4.流延聚丙烯薄膜(cpp)为多层共挤薄膜,是由聚丙烯颗粒经熔融共挤流延形成薄膜而制得的。由于这种薄膜的物理稳定性、机械强度、热封较好,目前广泛用于食品、药品包装。流延聚丙烯薄膜(cpp)在表面镀上一层铝后其阻隔性可以提高,但是普通流延聚丙烯镀铝薄膜在用于要求更高的产品包装时,其热封气密性、隔水和隔氧性能远达不到要求,限制了其在这方面的应用。
技术实现要素:
5.本技术实施方式提出了一种可充气高阻隔流延聚丙烯镀铝薄膜的制备方法,以改善上述技术问题。
6.本技术提出了一种可充气高阻隔流延聚丙烯镀铝薄膜的制备方法,可充气高阻隔流延聚丙烯镀铝薄膜采用真空蒸镀工艺蒸镀铝层,蒸发舟预热温度为1100℃,真空度为2.8
×
10-4
mpa,od值:2.4,工艺过程中铝丝的送丝速度为1200mm/min,可充气高阻隔流延聚丙烯镀铝薄膜的蒸镀速度为400m/min,铝层光密度为2.4。
7.在一些实施方式中,可充气高阻隔流延聚丙烯镀铝薄膜的芯层聚丙烯粒料选用中海壳牌hp510m,并加入热塑性弹性体6202,热塑性弹性体6202的质量分数为5%。通过芯层加入5%的热塑性弹性体是为了提高薄膜的拉伸强度和断裂伸长率,避免薄膜制成的包装袋充气包装时袋子膨胀拉伸而破裂。
8.在一些实施方式中,可充气高阻隔聚丙烯镀铝薄膜的热封层选择使用新加坡tpc的三元共聚聚丙烯粒料fl7642l并加入热塑性弹性体3980,热塑性弹性体3980的质量分数为15%。热封层加入15%另一牌号热塑性弹性体是为了薄膜的热封气密性,防止袋子封口漏气、泄气。
9.在一些实施方式中,可充气高阻隔聚丙烯镀铝薄膜的电晕层使用新加坡tpc的聚丙烯粒料fl7322。电晕处理层通过选用的聚丙烯fl7322粒料具有经电晕处理后,电晕值衰
减慢、附着力高的性能。
10.在一些实施方式中,在对可充气高阻隔流延聚丙烯镀铝薄膜采用真空蒸镀工艺蒸镀铝层之前,还包括:
11.将可充气高阻隔流延聚丙烯镀铝薄膜在涂布机辊涂高阻隔涂层,高阻隔涂层涂料为聚乙烯醇(pva),涂料选用现有市售的7503,涂布网纹辊目数为200目,之后进行干燥处理并收卷。干燥充分可以避免底涂层因剧烈的温度变化造成内应力较大的问题,提高底涂层与流延聚丙烯薄膜基材之间的粘附强度,并且可以避免放卷粘膜断膜的问题。同时网纹辊上的涂料转移到薄膜的表层电晕层上,实现流延聚丙烯薄膜表面底涂层的涂覆。
12.在一些实施方式中,在对可充气高阻隔流延聚丙烯镀铝薄膜进行辊涂高阻隔涂层之前,还包括:将可充气高阻隔聚丙烯镀铝薄膜收卷以后做时效处理,时效处理为48小时以上,温度为常温。流延聚丙烯薄膜热封层。
13.在一些实施方式中,制成的流延聚丙烯薄膜经48小时的时效处理,时效处理的温度为常温,以便于薄膜的物性的稳定。
14.在一些实施方式中,在对可充气高阻隔流延聚丙烯镀铝薄膜进行辊涂高阻隔涂层之后,还包括:将可充气高阻隔聚丙烯镀铝薄膜收卷以后做时效处理,时效处理为48小时以上,温度为常温。时效处理有利于提高薄膜的形状和尺寸稳定性。
15.在一些实施方式中,在对可充气高阻隔流延聚丙烯镀铝薄膜采用真空蒸镀工艺蒸镀铝层之后,还包括:将可充气高阻隔流延聚丙烯镀铝薄膜进行时效处理,时效处理为48小时,温度为常温。
16.在一些实施方式中,在对可充气高阻隔流延聚丙烯镀铝薄膜采用真空蒸镀工艺蒸镀铝层之后,还包括:将可充气高阻隔流延聚丙烯镀铝薄膜进行分切。
附图说明
17.为了更清楚地说明本技术实施方式中的技术方案,下面将对实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
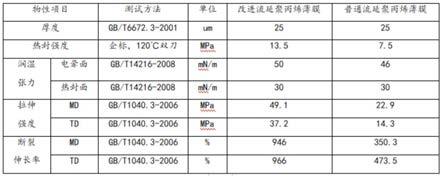
18.图1为本技术中所提到的两种流延聚丙烯薄膜物性对比表图;
19.图2为本技术中所提出的一种可充气高阻隔镀铝薄膜物性检测表图;
20.图3为为本技术中所提出的充气包装袋密的封性能测试结果图。
具体实施方式
21.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述。显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
22.在本技术中,除非另有明确的规定或限定,术语“安装”、“连接”、“固定”等术语应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,
也可以是电连接;可以是直接连接,也可以通过中间媒介间接相连,也可以是两个元件内部的连通,也可以是仅为表面接触,或者通过中间媒介的表面接触连接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
23.此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为特指或特殊结构。术语“一些实施方式”、“其他实施方式”等的描述意指结合该实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本技术中,对上述术语的示意性表述不必须针对的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本技术中描述的不同实施方式或示例以及不同实施方式或示例的特征进行结合和组合。
24.本技术提出了一种可充气高阻隔流延聚丙烯镀铝薄膜的制备方法,能够解决现有的流延聚丙烯薄膜用于充气包装时易漏气、泄气及阻隔性能差的问题。
25.作为一种实施方式,在生产流延聚丙烯薄膜时芯层可以选用中海壳牌均聚聚丙烯粒料hp510m与热塑性弹性体6202,其中热塑性弹性体6202的质量分数约为5%。同时将聚丙烯粒料和热塑性弹性体用搅拌机搅拌均匀后,用吸料机吸到挤出机加热熔融挤出。芯层加入5%的热塑性弹性体是为了提高薄膜的拉伸强度和断裂伸长率,避免薄膜制成的包装袋充气包装时袋子膨胀拉伸而破裂。
26.在一些实施方式中,在生产流延聚丙烯薄膜时表层热封层可以选用新加坡tpc的三元共聚聚丙烯粒料fl7642l,并加入15%另一牌号热塑性弹性体3980,将聚丙烯粒料和热塑性弹性体用搅拌机搅拌均匀后,再用吸料机洗到挤出机加热熔融挤出。热封层加入15%另一牌号热塑性弹性体是为了薄膜的热封气密性,防止袋子封口漏气、泄气。
27.在一些实施方式中,生产流延聚丙烯薄膜时表层电晕处理层选用新加坡tpc的聚丙烯粒料fl7322,用吸料机洗到挤出机加热熔融挤出。电晕处理层选用的聚丙烯fl7322粒料具有经电晕处理后,电晕值衰减慢、附着力高的性能。
28.与现有技术相同的是,塑料熔体在主冷辊冷却成型。作为一种实施方式,在制成薄膜后可以在线检测厚度,厚度控制在25um。其后对薄膜薄膜在线电晕处理,电晕功率为16kw。薄膜经过在电晕处理之后进行牵引并收卷。时效处理为48小时以上,温度为常温。作为一种实施方式,薄膜时效处理,时效处理为55小时,温度为30℃。请参阅图1,经过时效处理的薄膜取样品检测,与普通流延聚丙烯薄膜对比检测,改进后的流延聚丙烯薄膜,比普通流延聚丙烯薄膜的物性有了较大的提高。
29.在流延聚丙烯薄膜的表面辊涂底涂层。辊涂的速度为60m/min,即薄膜的运动速度为60m/min。涂层涂料为聚乙烯醇(pva),涂层为双组分,组分a:组分b的混合比例为2:1,涂料选用市售的现有的涂料7503,涂布网纹辊目数为200目。在实施过程中,可以将底涂涂料放入容器内,涂布网纹辊转动的过程中在网纹辊的表面粘附涂料,薄膜从网纹辊和压辊之间通过,网纹辊上的涂料转移到薄膜的表层电晕层上,实现流延聚丙烯薄膜表面底涂层的涂覆。
30.作为一种实施方式,辊涂底涂层后立即对薄膜进行干燥处理,干燥通过四个烘箱来实现,每个干燥烘箱的长度均为6m,干燥烘箱温度分别为70℃、80℃、80℃、70℃,干燥风机频率为35hz。干燥充分可以避免底涂层因剧烈的温度变化造成内应力较大的问题,提高
底涂层与流延聚丙烯薄膜基材之间的粘附强度,并且可以避免放卷粘膜断膜的问题。
31.将经过步骤s10处理后的薄膜进行收卷,收卷张力为12n。收卷张力必须适中,尽量避免张力过大造成薄膜拉伸而破坏涂层。
32.在一些实施方式中,收卷以后做时效处理,时效处理的时间为48小时,时效处理的温度为常温。时效处理有利于提高薄膜的形状和尺寸稳定性。
33.涂布后经时效处理的聚丙烯薄膜,根据gb/t14216-2008对薄膜的涂层面进行表面张力检测,表面张力值为50达因值,不影响下道工序真空镀铝的铝层附着力。
34.将处理后的聚丙烯薄膜采用真空蒸镀工艺蒸镀铝膜。作为一种实施方式,蒸发舟预热温度为1100℃,真空度为2.8
×
10-4
mpa,od值为2.4。铝丝的送丝速度为1200mm/min。双向拉伸聚丙烯薄膜的蒸镀速度为400m/min。作为一种实施方式,之后可以对双向拉伸聚丙烯薄膜进行收卷,收卷以后做时效处理。收卷张力为150n;时效处理时间为48h,时效处理温度为常温。将经过步骤s14处理后的薄膜进行分切,分切的收卷张力必须适中,避免对保护涂层的拉伸破坏。通过以上步骤便可以获得一种可充气高阻隔流延聚丙烯镀铝薄膜的制备方法。分切后对产品进行取样检测,取样结果请参阅图3。
35.作为一种实施方式,为了验证上述的方法制备的薄膜可由于充气包装食品,还要对其制成的包装袋密封性能测试。
36.将经过处理后的薄膜用制袋机制成包装袋,制袋时充入一定量的氮气,封刀温度为120℃,四边热封,共制成50个充气包装袋。并将50个充气包装袋全部用密封仪进行密封性能测试。测试结果请参阅图3,测试结果表明,50个包装袋都有优异的热封气密性、耐压及高阻隔性能。因此,本发明采用上述的制备方法,能够解决现有的流延聚丙烯薄镀铝膜用于充气包装时易漏气、泄气及阻隔性能差的问题。
37.以上实施方式仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施方式对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施方式技术方案的精神和范围,均应包含在本技术的保护范围之内。