1.本发明属于滑动水口自动化组装生产技术领域,具体涉及一种全自动滑动水口组装系统及方法。
背景技术:
2.滑动水口包括基体和外壳套两部分,二者之间通过特制比例混合的耐火材料压制在一起,传统的滑动水口的组装生产效率低,在进行耐火材料的涂抹、基体和外壳套之间的对位组装和压制过程中均存在诸多的不确定因素,导致产品质量难以得到控制。由于耐火材料需要均匀涂抹,现有技术中在外壳套的内壁涂抹耐火材料,不仅操作效率低,而且周向涂抹不均匀,需要多次操作,很容易在压制过程中存在气孔,且往往需要涂抹更多更厚的耐火材料,压制后多余的物料浪费较为严重。现有技术中对于滑动水口的组装往往需要多人操作,其中各个环节均需要耗费大量的人力,劳动强度大,作业过程中诸多的环节都有可能存在人为因素导致的产品质量的问题,不利于产品的批量化生产作业。
技术实现要素:
3.本发明目的是针对上述存在的问题和不足,提供一种全自动滑动水口组装系统及方法,其结构设计合理,能够实现滑动水口的自动化组装,不仅大大提高了生产的效率和整个设备的自动化程度,而且能够保障产品质量,能够使得滑动水口的各组装过程得以实现控制。
4.为实现上述目的,所采取的技术方案是:一种全自动滑动水口组装系统,用于滑动水口的基体和外壳套的组装,包括:工作台,在所述工作台的第一端部设置有基体平台和外壳套平台,在所述工作台的第二端部设置有码垛平台;压制装置,其设置在所述工作台上,所述工作台上设置有与所述压制装置对应的上料工位、压制工位和卸料工位,所述压制装置包括分度盘、驱动所述分度盘转动的回转驱动部和与所述压制工位对应的压制单元,所述分度盘上呈圆周均布设置有至少三个工位托盘;抹料装置,其布设在所述工作台的第一端部,所述抹料装置用于向外壳套的内壁上涂抹物料;修整装置,其布设在所述工作台的第二端部,所述修整装置用于对压制后的滑动水口的两端多余物料的清扫;拆垛机器人,其设置在所述工作台的第一端部,所述拆垛机器人用于抓取所述基体平台上的基体并放置在上料工位上,所述拆垛机器人还用于抓取所述外壳套平台上的外壳套,将外壳套与抹料装置对位完成抹料,并将外壳套与上料工位上的基体对应套接;码垛机器人,其设置在所述工作台的第二端部,所述码垛机器人用于抓取卸料工位上的滑动水口,将滑动水口的两端与修整装置对应完成清扫,并将滑动水口放置在码垛
平台上;以及控制系统,所述控制系统控制各部件的动作。
5.根据本发明全自动滑动水口组装系统,优选地,所述压制单元包括:支撑架;上动力推杆,其设置在所述支撑架上,所述上动力推杆的动作端设置有上压头;以及下动力推杆,其设置在所述工作台上,所述下动力推杆的动作端设置有下撑板;所述上压头和下撑板与压制工位和分度盘上其中一工位托盘对应。
6.根据本发明全自动滑动水口组装系统,优选地,所述压制装置还包括与所述卸料工位对应的卸料单元,所述卸料单元包括设置在所述工作台上的卸料动力推杆,所述卸料动力推杆的动作端设置有顶头,所述顶头与所述卸料工位和分度盘上其中一工位托盘对应,所述上动力推杆、下动力推杆和卸料动力推杆均为气缸。
7.根据本发明全自动滑动水口组装系统,优选地,所述上压头为柱形框架结构,所述上压头的内腔与所述外壳套的外壁贴合顶撑,所述上压头与上动力推杆之间设置有过渡安装板,所述过渡安装板上设置有多组第一导向杆,所述第一导向杆匹配滑动设置在所述支撑架上,各组所述第一导向杆的顶部均设置有上连接板,在所述上连接板上设置有硬限位螺钉,所述上连接板的两侧的硬限位螺钉上均设置有调节螺母;所述下撑板与所述工作台之间设置有多根第二导向杆,所述第二导向杆匹配滑动设置在所述工作台或支撑架上,所述第二导向杆的下端部设置有硬限位螺母,所述下撑板的顶部设置有多道立板,压制作业时,所述立板与分度盘匹配贴合。
8.根据本发明全自动滑动水口组装系统,优选地,所述抹料装置包括:储料桶,其支撑设置在所述工作台上,在所述储料桶内设置有搅拌单元和搅拌驱动部;与所述储料桶底部连接的螺旋输料机;以及出料管,所述出料管回转设置在所述螺旋输料机的出料端,在所述螺旋输料机外壳上或工作台上设置有驱动所述出料管旋转的抹料驱动部,所述出料管的端部密封,在所述出料管的侧壁上设置有抹料板,所述抹料板中部开设有与出料管连通的出料槽;抹料时,所述抹料板与所述外壳套的内壁对应。
9.根据本发明全自动滑动水口组装系统,优选地,所述修整装置包括刮料单元和清扫单元,所述刮料单元包括刮料电机、设置在所述刮料电机输出端的固定板、设置在所述固定板上的调节气缸、以及滑动设置在固定板上的刮刀,所述刮刀下部设置有第一集料槽,所述调节气缸调节所述刮刀沿刮料电机的输出轴的径向滑移动作;所述清扫单元包括清扫电机和设置在所述清扫电机输出端的清扫毛刷,在所述清扫毛刷下部设置有第二集料槽。
10.根据本发明全自动滑动水口组装系统,优选地,所述拆垛机器人和码垛机器人均包括:基座;机械手臂,其回转设置在所述基座上;以及夹爪,其设置在所述机械手臂的动作端,所述夹爪用于抓取基体的外壁或外壳套
的外壁;在拆垛机器人的机械手臂端部还设置有视觉检测模块,所述视觉检测模块用于对物件拍照并进行数模比拟,进而提供动作信号;在码垛机器人的机械手臂端部还设置有码垛协作气缸。
11.根据本发明全自动滑动水口组装系统,优选地,所述基体平台、外壳套平台和码垛平台均包括:升降台;升降架,所述升降台匹配滑动设置在所述升降架上;以及升降驱动部,所述升降驱动部驱动所述升降台升降动作,所述升降台上设置有导轨;所述升降驱动部为卷扬机、液压缸、丝杠丝母结构中的任一种。
12.一种全自动滑动水口组装方法,利用上述的全自动滑动水口组装系统进行滑动水口的组装,具体包括以下步骤:a、将待组装的零部件码垛堆放在对应的基体平台和外壳套平台上;b、拆垛机器人抓取基体平台上的基体,并放置在与上料工位对应的分度盘上;c、拆垛机器人再次抓取外壳套平台上的外壳套,并将外壳套套设在抹料装置的出料端,抹料装置启动送料,在外壳套的内壁上涂抹物料后,拆垛机器人将外壳套套设在上料工位上的基体上,完成初装配;d、回转驱动部驱动分度盘转动,并带动初装配后的基体和外壳套移动至压制工位,压制单元对基体和外壳套进行压制,形成滑动水口;e、回转驱动部再次带动分度盘转动,将压制成型的滑动水口移动至卸料工位,所述码垛机器人抓取滑动水口,并将滑动水口的两端分别与修整装置对应,进行多余物料的清扫;f、带清扫完成后,码垛机器人将滑动水口码垛堆放在码垛平台上。
13.根据本发明全自动滑动水口组装方法,优选地,在步骤d中,当分度盘转动后,重复b和c,通过拆垛机器人在与上料工位对应的分度盘上进行新的基体和外壳套的初装配。
14.采用上述技术方案,所取得的有益效果是:本技术通过拆垛机器人和码垛机器人的动作,能够在进行基体和外壳套的组装时实现自动识别抓取,并且可以对外壳套和抹料装置进行准确对位,实现外壳套内耐火材料的均匀一致性涂抹,大大提高各工序的作业质量,避免因为人为操作因素导致的产品质量问题;本技术的分度盘的设置,能够使得上料、压制和卸料实现同步连续作业,大大提高了工作效率,能够实现滑动水口的自动化组装。本技术的码垛机器人能够进行滑动水口的卸料,配合修整装置能够对滑动水口两端多余的耐火材料进行刮除和清扫,同时也是对滑动水口两端的修正,保障两端的平整度和清洁,更便于进行后续的作业。
15.本技术不仅大大提高了生产效率和整个设备的自动化程度,而且能够保障产品质量,能够使得滑动水口的各组装过程得以实现控制,本技术在进行操作时仅需单人即可完成操作,降低了人员成本和人员的工作强度,能够优化产品的作业工序,降低各部件的闲置时间,提高设备的工作效率。
附图说明
16.为了更清楚地说明本发明实施例的技术方案,下文中将对本发明实施例的附图进行简单介绍。其中,附图仅仅用于展示本发明的一些实施例,而非将本发明的全部实施例限制于此。
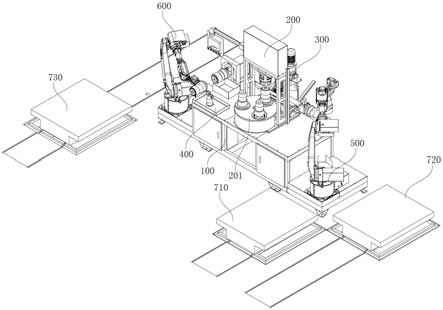
17.图1为根据本发明实施例的全自动滑动水口组装系统的结构示意图。
18.图2为根据本发明实施例的抹料装置的结构示意图。
19.图3为根据本发明实施例的抹料装置的拆分结构示意图。
20.图4为根据本发明实施例的分度盘的装配结构示意图之一。
21.图5为根据本发明实施例的分度盘的装配结构示意图之二。
22.图6为根据本发明实施例的压制单元的结构示意图之一。
23.图7为根据本发明实施例的压制单元的结构示意图之二。
24.图8为根据本发明实施例的修整装置的结构示意图。
25.图9为根据本发明实施例的拆垛机器人的结构示意图。
26.图10为根据本发明实施例的码垛机器人的结构示意图。
27.图11为根据本发明实施例的基体平台的结构示意图。
28.图中序号:100为工作台;200为压制装置、201为分度盘、202为回转驱动部、203为支撑架、204为上动力推杆、205为下动力推杆、206为上压头、207为下撑板、208为工位托盘、209为卸料动力推杆、210为过渡安装板、211为第一导向杆、212为硬限位螺钉、213为调节螺母、214为第二导向杆、215为硬限位螺母、216为上连接板、217为立板;300为抹料装置、301为储料桶、302为螺旋输料机、303为出料管、304为搅拌单元、305为搅拌驱动部、306为抹料驱动部、307为抹料板;400为修整装置、401为刮料电机、402为刮刀、403为清扫电机、404为清扫毛刷、405为第一集料槽、406为第二集料槽、407为固定板、408为调节气缸;500为拆垛机器人、501为基座、502为机械手臂、503为夹爪、504为视觉检测模块;600为码垛机器人、601为码垛协作气缸;710为基体平台、711为升降台、712为升降架、713为丝杠、714为驱动电机、715为同步轴、716为变向锥齿轮组、717为移动小车、720为外壳套平台、730为码垛平台。
具体实施方式
29.下文中将结合本发明具体实施例的附图,对本发明实施例的示例方案进行清楚、完整地描述。除非另作定义,本发明使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义。
30.在本发明的描述中,需要理解的是,“第一”、“第二”的表述用来描述本发明的各个元件,并不表示任何顺序、数量或者重要性的限制,而只是用来将一个部件和另一个部件区分开。
31.应注意到,当一个元件与另一元件存在“连接”、“耦合”或者“相连”的表述时,可以意味着其直接连接、耦合或相连,但应当理解的是,二者之间可能存在中间元件;即涵盖了
直接连接和间接连接的位置关系。
32.应当注意到,使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
33.应注意到,“上”、“下”、“左”、“右”等指示方位或位置关系的术语,仅用于表示相对位置关系,其是为了便于描述本发明,而不是所指装置或元件必须具有特定的方位、以特定的方位构造和操作;当被描述对象的绝对位置改变后,则该相对位置关系也可能相应的改变。
34.参见附图1-图11,本技术公开了一种全自动滑动水口组装系统,用于滑动水口的基体和外壳套的组装,主要包括工作台100、压制装置200、抹料装置300、修整装置400、拆垛机器人500、码垛机器人600和控制系统,在工作台100的第一端部设置有基体平台710和外壳套平台720,在所述工作台100的第二端部设置有码垛平台730,基体平台用于放置基体,基体码垛放置在基体平台上,供拆垛机器人进行抓取,外壳套平台上放置外壳套,外壳套码垛放置在外壳套平台上,供拆垛机器人进行抓取,码垛平台用于对压制后的滑动水口进行码垛堆放,由码垛机器人进行抓取后在码垛平台上进行摆放。
35.进一步地,本实施例中的压制装置200设置在所述工作台100上,压制装置是整个组装系统中的核心部件,其用于完成基体和外壳套的组装。工作台100上设置有与压制装置200对应的上料工位、压制工位和卸料工位,压制装置包括分度盘201、驱动所述分度盘201转动的回转驱动部202和与压制工位对应的压制单元,分度盘201上呈圆周均布设置有至少三个工位托盘208,本实施例附图中示出的分度盘上设置有三个分别与上料工位、压制工位和卸料工位对应的工位托盘,通过分度盘的旋转,从而使得各个工位托盘依次在三个工位上循环转动,进而实现上料、压制和下料的工序;具体地,压制单元包括支撑架203、上动力推杆204和下动力推杆205,上动力推杆204设置在支撑架203上,上动力推杆204的动作端设置有上压头206;下动力推杆205设置在工作台100上,下动力推杆204的动作端设置有下撑板207;上压头206和下撑板207与压制工位对应,压制作业时分度盘201上其中一工位托盘与压制工位对应,进而对该工位托盘上的基体和外壳套进行施压,通过上动力推杆204和下动力推杆205的作用下,完成该工位托盘上的基体和外壳套的压制工序,上述结构中的上动力推杆和下动力推杆均采用气缸,也可以根据需要选择其他的结构,如液压缸、电动推杆、齿轮齿条、丝杠丝母等结构均可。
36.进一步的,由于在压制过程中,需要保障上压头和分度盘之间的平行度≤0.2mm,因此需要对其结构进行进一步的优化,避免在压制过程中发生倾斜,本实施例中上压头为柱形框架结构,其横截面为圆柱形,不同的位置的截面直径不同,其内腔结构与外壳套的外壁结构匹配,能够在压制过程中对外壳套进行定位,同时上压头的内腔与所述外壳套的外壁贴合顶撑,进一步地,在上压头与上动力推杆之间设置有过渡安装板,过渡安装板210上设置有多组第一导向杆211,第一导向杆211匹配滑动设置在支撑架203上,通过第一导向杆211保障过渡安装板210的各个方向受到约束,从而满足水平度的要求,使得其与分度盘保障精确的平行,为了在压制到极限位置时不会倾斜,各组所述第一导向杆211的顶部均设置有上连接板216,在所述上连接板216上设置有硬限位螺钉212,所述上连接板216的两侧的硬限位螺钉212上均设置有调节螺母213,调节硬限位螺钉,从而在达到下压极限时,能够使
得各硬限位螺钉与支撑架进行顶撑,保障上压头下压的方向不变。为了避免分度盘在受力作用下自身发生倾斜,本实施例的下撑板207与工作台之间设置有多根第二导向杆214,所述第二导向杆214匹配滑动设置在所述工作台100或者支撑架上,本技术的附图中示出的结构为设置在支撑架的下部,第二导向杆214的下端部设置有硬限位螺母215,下撑板的顶部设置有多道立板217,压制作业时,所述立板与分度盘匹配贴合。通过硬限位螺母的设置可以使得下动力推杆顶推到极限位置时,各导向杆均能够保障竖直状态,且立板与分度盘刚好贴合,从而对下撑板的各个方向进行限位,进而对分度盘进行顶撑,避免分度盘受到向下的作用力而倾斜。
37.进一步地,本技术的压制装置200还包括与卸料工位对应的卸料单元,所述卸料单元包括设置在所述工作台上的卸料动力推杆209,卸料动力推杆209为气缸,卸料动力推杆209的动作端设置有顶头,所述顶头与所述卸料工位和分度盘201上其中一工位托盘对应,当卸料时,卸料动力推杆辅助支撑顶推,便于码垛机器人进行抓取卸料。
38.本技术的抹料装置300布设在工作台100的第一端部,抹料装置300用于向外壳套的内壁上涂抹物料;为了实现在外壳套内壁上自动、均匀、定量的涂抹耐火材料,减少材料的浪费,提高涂抹的密实度和均匀性,具体地,本实施例中的抹料装置300包括储料桶301、与所述储料桶301底部连接的螺旋输料机302和出料管303,储料桶301支撑设置在所述工作台100上,在所述储料桶301内设置有搅拌单元304和搅拌驱动部305,搅拌驱动部为搅拌电机,搅拌单元包括搅拌轴和搅拌叶片,其用于对储料桶的物料进行搅拌,并能够辅助下料,避免储料桶内形成空洞,储料桶的设置便于进行及时补料,方便实现设备的自动化连续作业;由于需要对外壳套内壁的圆周进行涂抹,因此本技术的出料管303回转设置在所述螺旋输料机302的出料端,在所述螺旋输料机302外壳上或工作台100上设置有驱动所述出料管303旋转的抹料驱动部306,抹料驱动部可以采用电机,在电机的输出端设置有第一锥齿轮,在出料管的外壁上设置第二锥齿轮,第一锥齿轮和第二锥齿轮啮合传动,从而带动出料管周向旋转动作,本实施例中的出料管303的端部密封,在所述出料管303的侧壁上设置有抹料板307,所述抹料板307中部开设有与出料管303连通的出料槽;抹料时,所述抹料板307与所述外壳套的内壁对应,由于外壳套的内壁并非等径,且有过渡台阶,因此,抹料板的出料端的形状与外壳套的内壁的形状相匹配。
39.由于压制后的滑动水口两端有多余的耐火材料溢出,如果不进行清扫,会导致滑动水口在堆叠时稳定性差,且影响产品的质量,不利于后续的一系列作业;因此本技术设置有修正装置,修整装置400布设在所述工作台100的第二端部,所述修整装置400用于对压制后的滑动水口的两端多余物料的清扫;具体地,修整装置包括刮料单元和清扫单元,修整装置包括刮料单元和清扫单元,刮料单元包括刮料电机401、设置在刮料电机输出端的固定板407、设置在所述固定板上的调节气缸408、以及滑动设置在固定板407上的刮刀402,所述刮刀402下部设置有第一集料槽405,所述调节气缸408调节所述刮刀402沿刮料电机401的输出轴的径向滑移动作,用于将刮刀与滑动水口压紧,进而实现多余耐火材料的清除;所述清扫单元包括清扫电机403和设置在所述清扫电机403输出端的清扫毛刷404,在所述清扫毛刷下部设置有第二集料槽406。如图中所示,刮料单元的刮刀在竖直方向上旋转,清扫单元的清扫毛刷在水平方向上旋转。
40.本实施例中的拆垛机器人500设置在所述工作台100的第一端部,拆垛机器人500
用于抓取基体平台710上的基体并放置在上料工位上,拆垛机器人500还用于抓取外壳套平台720上的外壳套,将外壳套与抹料装置300对位完成抹料,并将外壳套与上料工位上的基体对应套接;码垛机器人600设置在所述工作台100的第二端部,码垛机器人600用于抓取卸料工位上的滑动水口,即经过压制单元压制后的基体和外壳套,形成滑动水口,码垛机器人将滑动水口的两端与修整装置400对位完成清扫,并将滑动水口放置在码垛平台730上;所述控制系统控制各部件的动作。
41.本实施例中的拆垛机器人500和码垛机器人600均包括基座501、机械手臂502和夹爪503,机械手臂502回转设置在所述基座501上;夹爪503设置在所述机械手臂502的动作端,所述夹爪503用于抓取基体的外壁或外壳套的外壁;拆垛机器人的机械手臂端部设置有视觉检测模块504,所述视觉检测模块504用于对物件拍照并进行数模比拟,进而提供动作信号,码垛机器人的机械手臂端部设置有码垛协作气缸,用于配合辅助码垛。
42.本实施例中的基体平台、外壳套平台和码垛平台均包括升降台711、升降架712和升降驱动部,所述升降台711匹配滑动设置在所述升降架712上;所述升降驱动部驱动所述升降台711升降动作,所述升降台711上设置有导轨;所述升降驱动部为卷扬机、液压缸、丝杠丝母结构中的任一种。本技术中附图中给出的结构为采用多根丝杠丝母结构,通过一个驱动电机714带动,并且通过多根同步轴715和变向锥齿轮组716实现多根丝杠713的同步旋转,进而保障升降台的稳定升降。为了便于产品的运输,在升降台711上设置有移动小车717,在升降台711上设置导轨是为了与地面的导轨进行匹配,从而便于移动小车717沿轨道行进至升降台711上。本技术的基体平台710、外壳套平台720和码垛平台730均通过基坑布设在地面下部,并通过升降台711和升降架712实现高度的调节,满足拆垛机器人500和码垛机器人600的工作需求。
43.本技术的全自动滑动水口组装系统是一种高效率、非接触、自动化的生产装配方法,非常适合大批量连续生产制造。全自动滑动水口组装设备就是将基体和外壳套之间用特制比例混合的耐火材料压制在一起,其具备高稳定性、连续性生产等优势,减少人工作业强度以及人员数量。
44.本技术公开了一种全自动滑动水口组装方法,利用上述的全自动滑动水口组装系统进行滑动水口的组装,具体包括以下步骤:a、将待组装的零部件码垛堆放在对应的基体平台和外壳套平台上;b、拆垛机器人抓取基体平台上的基体,并放置在与上料工位对应的分度盘上;c、拆垛机器人再次抓取外壳套平台上的外壳套,并将外壳套套设在抹料装置的出料端,抹料装置启动送料,在外壳套的内壁上涂抹物料后,拆垛机器人将外壳套套设在上料工位上的基体上,完成初装配;d、回转驱动部驱动分度盘转动,并带动初装配后的基体和外壳套移动至压制工位,压制单元对基体和外壳套进行压制,形成滑动水口;e、回转驱动部再次带动分度盘转动,将压制成型的滑动水口移动至卸料工位,所述码垛机器人抓取滑动水口,并将滑动水口的两端分别与修整装置对应,进行多余物料的清扫;f、带清扫完成后,码垛机器人将滑动水口码垛堆放在码垛平台上。
45.在步骤d中,当分度盘转动后,重复b和c,由拆垛机器人向与上料工位对应的分度
盘上进行新的基体和外壳套的初装配,由此能够实现各工位的相互协调连续作业。
46.上文已详细描述了用于实现本发明的较佳实施例,但应理解,这些实施例的作用仅在于举例,而不在于以任何方式限制本发明的范围、适用或构造。本发明的保护范围由所附权利要求及其等同方式限定。所属领域的普通技术人员可以在本发明的教导下对前述各实施例作出诸多改变,这些改变均落入本发明的保护范围。