1.本实用新型涉及压铸模具领域,特别涉及一种深腔薄壁外壳压铸模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工,模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。压铸是近代金属加工工艺中发展较快的一种高效率、少无切削的金属成型铸造方法,压铸时需要配合金属模具,利用高压强制将金属熔液压入形状复杂的金属模内,带有深腔的薄壁外壳在压铸完成后,温度会很高,工人在取件时会十分小心,因此取件的速度较慢。
技术实现要素:
3.本实用新型的主要目的在于提供一种深腔薄壁外壳压铸模具,可以有效解决背景技术中提到的问题。
4.为实现上述目的,本实用新型采取的技术方案为:
5.一种深腔薄壁外壳压铸模具,包括模具底座,所述模具底座上表面固定安装有压铸下模,所述压铸下模上开设有模腔,所述压铸下模上方设有压铸上模,所述压铸上模上表面位于中间位置固定安装有冲压杆连接座,所述模具底座背面安装有驱动机构,所述驱动机构定位底座、定位架体、驱动电机、连接通孔、第一齿轮和第二齿轮,所述驱动机构上连接有翻转机构,所述翻转机构包括翻转架体、安装架体、轴承、连接支脚和驱动轴。
6.优选的,所述安装架体固定安装于模具底座背面,所述安装架体上固定安装有轴承,所述轴承内固定安装有驱动轴,所述驱动轴两端均固定安装有翻转架体,所述翻转架体末端边缘处固定安装有连接支脚。
7.优选的,所述安装架体通过螺丝固定在模具底座上,所述驱动轴通过轴承活动安装在安装架体上,所述连接支脚通过螺丝固定在压铸下模上,所述翻转架体通过连接支脚连接在压铸下模上。
8.优选的,所述定位底座固定安装于模具底座背面,所述定位底座上固定安装有定位架体,所述定位架体上固定安装有驱动电机,所述驱动电机的输出末端固定安装有第二齿轮,所述第一齿轮固定安装于驱动轴上,所述第一齿轮表面中间位置开设有连接通孔。
9.优选的,所述第一齿轮和第二齿轮啮合在一起,所述第一齿轮通过连接通孔连接在驱动轴上,所述定位底座通过螺丝固定在模具底座上,所述驱动电机通过定位架体安装于模具底座背面。
10.优选的,所述压铸上模通过冲压杆连接座连接在冲压杆上。
11.与现有技术相比,本实用新型具有如下有益效果:
12.本实用新型中,启动驱动电机之后第二齿轮会带动第一齿轮旋转,第一齿轮旋转之后带动驱动轴旋转,驱动轴旋转之后会带动翻转架体旋转展开,翻转架体旋转展开之后压铸下模就会倒置过来,压铸下模倒置过来之后即可将压铸下模内的工件快速倒出。
附图说明
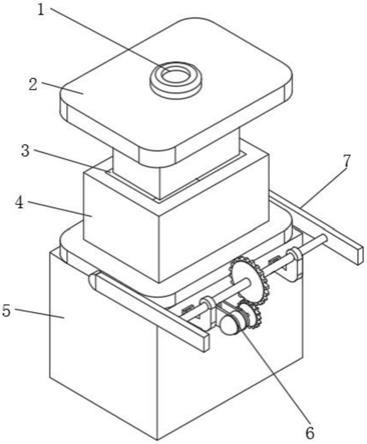
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型的翻转机构示意图;
15.图3为本实用新型的驱动机构示意图。
16.图中:1、冲压杆连接座;2、压铸上模;3、模腔;4、压铸下模;5、模具底座;6、驱动机构;601、定位底座;602、定位架体;603、驱动电机;604、连接通孔;605、第一齿轮;606、第二齿轮;7、翻转机构;701、翻转架体;702、安装架体;703、轴承;704、连接支脚;705、驱动轴。
具体实施方式
17.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
18.如图1-3所示,一种深腔薄壁外壳压铸模具,包括模具底座5,模具底座5上表面固定安装有压铸下模4,压铸下模4上开设有模腔3,压铸下模4上方设有压铸上模2,压铸上模2上表面位于中间位置固定安装有冲压杆连接座1,模具底座5背面安装有驱动机构6,驱动机构6定位底座601、定位架体602、驱动电机603、连接通孔604、第一齿轮605和第二齿轮606,驱动机构6上连接有翻转机构7,翻转机构7包括翻转架体701、安装架体702、轴承703、连接支脚704和驱动轴705,压铸上模2通过冲压杆连接座1连接在冲压杆上。
19.本实施例中,为了提高取件速度,压铸下模4上方设有压铸上模2,压铸上模2上表面位于中间位置固定安装有冲压杆连接座1,模具底座5背面安装有驱动机构6,驱动机构6定位底座601、定位架体602、驱动电机603、连接通孔604、第一齿轮605和第二齿轮606,驱动机构6上连接有翻转机构7,翻转机构7包括翻转架体701、安装架体702、轴承703、连接支脚704和驱动轴705,安装架体702固定安装于模具底座5背面,安装架体702上固定安装有轴承703,轴承703内固定安装有驱动轴705,驱动轴705两端均固定安装有翻转架体701,翻转架体701末端边缘处固定安装有连接支脚704,安装架体702通过螺丝固定在模具底座5上,驱动轴705通过轴承703活动安装在安装架体702上,连接支脚704通过螺丝固定在压铸下模4上,翻转架体701通过连接支脚704连接在压铸下模4上,定位底座601固定安装于模具底座5背面,定位底座601上固定安装有定位架体602,定位架体602上固定安装有驱动电机603,驱动电机603的输出末端固定安装有第二齿轮606,第一齿轮605固定安装于驱动轴705上,第一齿轮605表面中间位置开设有连接通孔604,第一齿轮605和第二齿轮606啮合在一起,第一齿轮605通过连接通孔604连接在驱动轴705上,定位底座601通过螺丝固定在模具底座5上,驱动电机603通过定位架体602安装于模具底座5背面,启动驱动电机603之后第二齿轮606会带动第一齿轮605旋转,第一齿轮605旋转之后带动驱动轴705旋转,驱动轴705旋转之后会带动翻转架体701旋转展开,翻转架体701旋转展开之后压铸下模4就会倒置过来,压铸下模4倒置过来之后即可将压铸下模4内的工件快速倒出。
20.需要说明的是,本实用新型为一种深腔薄壁外壳压铸模具,在实际使用前,首先将
驱动机构6和翻转机构7安装在对应位置,将驱动机构6和翻转机构7安装在对应位置之后可以将浇铸液注入模腔3中,浇铸液注入模腔3中之后可以控制压铸上模2向下运动,从而将浇铸液压铸成工件,浇铸液压铸成工件之后可以控制压铸上模2抬起,压铸上模2抬起之后可以启动驱动电机603,由于第一齿轮605和第二齿轮606啮合在一起,第一齿轮605通过连接通孔604连接在驱动轴705上,驱动电机603通过定位架体602安装于模具底座5背面,驱动轴705通过轴承703活动安装在安装架体702上,连接支脚704通过螺丝固定在压铸下模4上,翻转架体701通过连接支脚704连接在压铸下模4上,因此启动驱动电机603之后驱动轴705就会旋转,驱动轴705旋转之后会带动翻转架体701旋转展开,从而将压铸下模4就会倒置过来,进而将压铸下模4内的工件快速倒出。
21.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。