1.本发明涉及变形镜加工技术领域,尤其涉及一种变形镜加工方法。
背景技术:
2.变形镜又称波前校正器,是自适应光学系统的关键元件,主要运用于各种自适应光学系统之中,它通过改变光波波前传输的光程或改变传输媒介的折射率来改变入射光波波前的相位结构,从而达到对光波波面相位进行校正的目的。它对波前像差的拟合能力决定了自适应光学系统的校正性能。
3.变形镜的研究和发展关系到整个自适应光学系统的校正能力和校正精度。变形镜由很多单元组合而成,每个单元都有自己独立的控制器,在外加电压控制下,可以改造波前的面形。变形镜技术对高阶波相差进行控制。该技术的基本原理是在光路中增加变形镜,通过控制变形镜的形变来改变光程,实现高阶波像差的补偿。按面形可大致分为连续表面形和分立表面形两种类型。
4.对于连续表面形变形镜的结构分为三个主要部分:基底、驱动器、主镜面。基底由刚度较高的材料构成,主要作用是支撑整个变形镜的结构并且在工作过程中作为固定基板。单个驱动器可以由压电材料或电致伸缩材料叠片组成,很多个这样的驱动器按一定的空间分布固定在基底上并在其顶端连接主镜面。
5.现有的变形镜的加工方法是现将各个元器件分别加工后进行组装粘合,但是在组装粘合过程中,由于组装粘合误差导致组装后的主镜片面形出现变化,从而影响主镜面的性能,从而降低变形镜加工精度和加工效率。
技术实现要素:
6.本发明提供一种变形镜加工方法,用以解决现有技术中加工和再组装的形式对主镜片造成变形等影响,从而降低变形镜加工精度和加工效率的缺陷,实现将变形镜与压电陶瓷柱总成安装之后,进行防水处理,然后在对主镜片进行精磨和抛光处理,提高变形镜加工精度和加工效率。
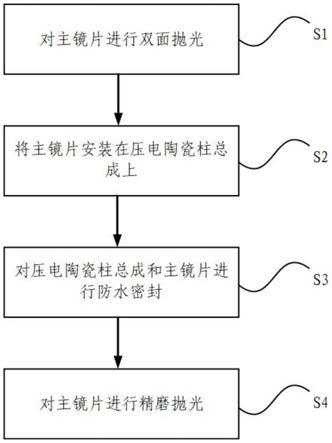
7.本发明提供一种变形镜加工方法,包括:
8.对主镜片进行双面抛光;
9.将所述主镜片安装在压电陶瓷柱总成上;
10.对所述压电陶瓷柱总成和所述主镜片进行防水密封;
11.对所述主镜片进行精磨抛光。
12.根据本发明提供的变形镜加工方法,所述对所述压电陶瓷柱总成和所述主镜片进行防水密封的步骤,包括:
13.将所述压电陶瓷柱总成和所述主镜片置于加工工装内;
14.对所述主镜片周围与所述加工工装间隙处进行防水密封。
15.根据本发明提供的变形镜加工方法,所述主镜片周围与所述加工工装间隙处进行
防水密封的步骤,包括:
16.在所述主镜片与所述加工工装的间隙处涂抹润滑剂;
17.对所述主镜片与所述加工工装的间隙处涂防水胶;
18.对所述主镜片与所述加工工装组成的第一整体封装表面进行封蜡处理。
19.根据本发明提供的变形镜加工方法,在所述将所述主镜片安装在压电陶瓷柱总成上的步骤之前,还包括:
20.在压电陶瓷柱的一端安装连接片形成压电陶瓷柱总成;
21.对所述连接片进行精磨抛光;
22.其中,所述连接片上用于安装所述主镜片。
23.根据本发明提供的变形镜加工方法,在所述在压电陶瓷柱的一端安装连接片形成压电陶瓷柱总成的步骤之后,在所述对所述连接片进行精磨抛光之前,还包括:
24.将所述连接片和所述压电陶瓷柱置于加工工装内;
25.将所述连接片与所述加工工装间隙处进行密封;
26.其中,使所述连接片的部分高出所述加工工装。
27.根据本发明提供的变形镜加工方法,所述将所述连接片与所述加工工装间隙处进行密封的步骤,包括:
28.在所述连接片与所述加工工装的间隙处涂抹润滑剂;
29.对所述连接片与所述加工工装的间隙处涂防水胶;
30.对所述连接片与所述加工工装组成的第二整体封装表面进行封蜡处理。
31.根据本发明提供的变形镜加工方法,在所述对所述连接片进行精磨抛光之后,还包括:
32.清洗所述连接片与所述加工工装之间的密封。
33.根据本发明提供的变形镜加工方法,在所述压电陶瓷柱的一端安装连接片形成压电陶瓷柱总成之前,还包括:将压电陶瓷柱安装在基底上。
34.根据本发明提供的变形镜加工方法,在所述将所述连接片与所述加工工装间隙处进行密封之前,包括:对加工工装进行抽真空。
35.根据本发明提供的变形镜加工方法,所述清洗所述连接片与所述加工工装之间的密封的步骤,包括:
36.在保利克溶液中浸泡封蜡处,去除蜡;
37.用酒精丙酮溶液擦拭去除防水胶。
38.本发明提供的变形镜加工方法,通过将初步处理的主镜片先粘接在压电陶瓷柱总成上,然后对压电陶瓷柱总成和主镜片进行密封之后,再对主镜片进行精磨抛光处理,避免了装配过程造成的主镜片面形问题,与现有技术相比取消变形镜组装好后反复拆装主镜片返修加工的步骤,提高了变形镜的加工精度和加工效率。
附图说明
39.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些
附图获得其他的附图。
40.图1是本发明提供的变形镜加工方法的流程示意图之一;
41.图2是本发明提供的变形镜加工方法的流程示意图之二;
42.图3是本发明提供的变形镜加工方法的流程示意图之三;
43.图4是本发明提供的变形镜加工方法的流程示意图之四;
44.图5是本发明提供的变形镜加工方法的流程示意图之五;
45.图6是本发明提供的变形镜加工方法的流程示意图之六;
46.图7是发明提供的加工工装对连接片进行密封的状态图;
47.图8是发明提供的加工工装的第一盖板结构示意图;
48.图9是发明提供的加工工装对主镜片进行密封的状态图;
49.图10是发明提供的加工工装的第二盖板结构示意图;
50.图11是采用本发明提供的变形镜加工方法抛光后连接片的面形图像;
51.图12是采用本发明提供的变形镜加工方法抛光后主镜片的面形图像。
52.附图标记:
53.100:箱体;101:第一盖板;102:孔;
54.103:第二盖板;104:凸台;105:容纳区;
55.200:基底;201:压电陶瓷柱;202:连接片;
56.203:主镜片。
具体实施方式
57.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
58.在本发明实施例的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明实施例的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
59.在本发明实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明实施例中的具体含义。
60.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领
域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
61.下面结合图1至图10,对本发明的实施例进行描述。应当理解的是,以下所述仅是本发明的示意性实施方式,并不对本发明构成限定。
62.针对现有的变形镜而言,对于大口径变形镜(180mm以上),主镜片相对厚度比较薄(134:1),已经远远超出光学加工行业超薄透镜的定义(10:1),造成加工难度很大。主镜片的面形精度达到pv优于500nm,rms优于100nm,是整个变形镜装配后的面形要求。虽然在装配前主镜片的面形精度可以加工达到pv优于500nm,rms优于100nm,但是装配误差导致装配后的主镜片面形出现变化,具体地,变形镜在装配过程中,由于胶水有一定收缩比,在微观纳米尺度会非常大,造成变形镜装配前达到的要求发生变化,因此需要重新拆卸变形镜,对主镜片重新加工。
63.如图1所示,本发明提供了一种变形镜加工方法,实现在主镜片203装配到压电陶瓷总成后进行加工,避免重复加工,包括以下步骤s1至s4:
64.s1:对主镜片203进行双面抛光;
65.s2:将主镜片203安装在压电陶瓷柱总成上;
66.s3:对压电陶瓷柱总成和主镜片203进行防水密封;
67.s4:对主镜片203进行精磨抛光。
68.具体地,针对本发明实施例的步骤s1:对主镜片203进行双面抛光而言,包括主镜片203的第一面和第二面进行加工,其中第一面加工要求:pv=1fr=633/2nm=316.5nm,b=20-10;pv为峰谷值,b为光洁度。第二面进行检测性抛光。主镜片203整体达到平行度10",
△
t=0.01,厚度公差
±
0.2mm,厚度与边长比例:1:95。
69.进一步地,在对主镜片203进行处理时,将主镜片203放在衬板基板上支撑,主镜片203双面抛光后,将主镜片203取下进行清理,可以采用浸泡加超声波清洗的方式。
70.在对主镜片203准备的时候,同时可以对压电陶瓷柱总成进行准备,具体步骤包括s21至s25。
71.如图2和图7所示,在本发明的一个实施例中,其中,在步骤s2:将主镜片203安装在压电陶瓷柱总成上的步骤之前,变形镜加工方法还包括:
72.s21:在压电陶瓷柱201的一端安装连接片202形成压电陶瓷柱总成,其中,连接片202上用于安装主镜片203;
73.s22:将连接片202和压电陶瓷柱201置于加工工装内;使连接片202的部分高出加工工装。压电陶瓷柱的底部引线从压电陶瓷柱的侧边引出。
74.s23:将连接片202与加工工装间隙处进行密封;
75.s24:对连接片202进行精磨抛光;由于,连接片202粘接在压电陶瓷柱201之前已进行初步的铣磨,因此,在对连接片202密封后,在对连接片202进行精磨和抛光。例如,需达到以下要求:平行度10",
△
t=0.01。连接片202磨砂,用时粗砂25分钟,细沙5分钟。抛光模在连接片202上抛光,用时4h。
76.精磨过程监控及检测:精磨保持平稳,无磕碰和震动,达到平面度《0.005,去除后尺寸不少于0.4mm,最好0.5mm以上。抛光过程监控及检测:抛光保持平稳,无磕碰和震动,达到pv《0.5fr。
77.精磨后的检查方法:
78.手工直接感触,散粒磨料充足,研磨过程无干涩现象,冲洗水温23℃~27℃,表环测量。
79.抛光过程监控及检测:抛光保持平稳,无磕碰和震动,达到pv《0.5fr。抛光后连接片的面形信息如图11。
80.抛光检查方法:
81.手工直接感触,循环氧化铈系统,抛光过程水流不间断,水温保持23℃~27℃,利用干涉仪测面型。
82.s25:清洗连接片202与加工工装之间的密封。
83.也就是说,压电陶瓷柱201的一端的每个柱体上均安装一片连接片202,在对连接片202一次密封后精磨抛光,抛光后将主镜片203连接在连接片202上,对安装主镜片203的压电陶瓷柱201进行二次密封,之后再对主镜片203进行精磨抛光处理,得到符合要求的面形。其中,一次密封是为了防止在连接片202加工过程中使压电陶瓷柱201遇水;二次密封是防止在主镜片203加工过程中,使压电陶瓷柱201遇水。变形镜的核心控制部件为压电陶瓷柱,在整个加工过程和装配过程中不能碰触水。但是操作过程中会接触到水,氧化铈,清洗试剂等物质,需要对压电陶瓷柱进行密封。
84.针对本发明的连接片202而言,连接片202为玻璃材质,为圆片形状,一面镀膜,一面不镀膜,镀膜面与压电陶瓷柱201连接,一般采用点胶机点胶粘接在压电陶瓷柱201上。其中,在连接片202与压电陶瓷柱201粘接后,需要进行压固。具体地,在连接片202上铺上无尘布,在无尘布上压上碳化硅板,加重40kg,进行连接片202和压电陶瓷柱201的压固,此次连接片202安装在压电陶瓷柱201上并不是单纯为了连接片202的加工,也是变形镜的装配步骤。
85.需要检查的内容:
86.强光灯下人眼观察连接片和压电陶瓷柱清洁程度,无灰尘和脏污;
87.连接片方向正确;
88.连接片无倾斜情况。
89.当然,在本发明的另一个实施例中,在压电陶瓷柱201的一端安装连接片202之前,变形镜加工方法还包括:将压电陶瓷柱201安装在基底200上。也就是说,将压电陶瓷柱201安装在基底200上,然后将连接片202安装在压电陶瓷柱201上。当然,也可以在连接片202安装在压电陶瓷柱201之后,再将压电陶瓷柱201安装在基底200上。其中基底200可以为碳化硅材料。
90.具体来说,基底200上面固定亚克力板,亚克力板打孔,压电陶瓷柱201的底部通过胶固定在亚克力板打孔处。箱体100的底座侧壁上的螺栓调节后可以抵紧基底200,以保证基底200位置不变。
91.如图7和图8所示,针对本发明实施例中步骤s22中的加工工装而言,包括箱体100和可拆卸的第一盖体,第一盖体具有穿过连接片202的孔102,压电陶瓷柱201和连接片202置于箱体100中,盖上第一盖体,连接片202穿过第一盖体上的孔102。例如,使用乐泰9340胶水将连接片202粘接在压电陶瓷柱201上并压实,防水胶烤干,连接片202厚度为2mm,连接片202从孔102中露出0.5mm至0.7mm,即连接片202高于第一盖板101上表面0.5mm至0.7mm。
92.检查露出尺寸的方法:目测+使用塞规和刀片对比深度;百分表或深度千分尺测量。
93.其中,第一盖体用于确定压电陶瓷柱201和连接片202位置不变,第一盖体通过卡具固定于最顶端。第一盖体的作用是在精磨、抛光连接片时保护变形镜的结构稳定,防止精磨、抛光对压电陶瓷柱201产生损伤,以及使压电陶瓷柱201底部稳定粘接在基底上。
94.安装压电陶瓷柱201的具体步骤:
95.在底板上安装基底200(擦净)、亚克力板和侧边压条;
96.调整点胶机参数、混合ab(乐泰9340)胶到针管中,用点胶机在亚克力板孔洞中点胶,每次2排;
97.擦压电陶瓷柱201底部,并将压电陶瓷柱201连接线按一前一后的方向理开;
98.在亚克力板孔洞中放置压电陶瓷柱201(连接线正极在同一方向),压电陶瓷柱201上方用侧边压条保证压电陶瓷竖直。
99.用磁力弹簧底座压住压电陶瓷柱201,施力使压电陶瓷柱201和胶接触完全,用镊子微调压电陶瓷柱201位置,使保持竖直,等待4~6h固化。
100.陶瓷柱牢固度检查方法:
101.目测有无明显倾斜和旋转;用手检查有无明显倾斜和旋转;清洁顶部圆形连接片表面,擦拭过程有无松动(用力要轻)。
102.此外,连接片202完成抛光后,取下第一盖板,取下的方法是:
103.将加工工装倒置,加工工装四周垫高,确保连接片202不受力,在保利克溶液中将蜡除去,再浸泡在酒精丙酮混合液(2:1~3:1)中除去防水胶,混合液不能浸没连接片202与压电陶瓷柱201之间的粘接面。
104.加工工装底盘清理:
105.浸泡去蜡,擦拭去防水胶,最后除去第一盖板检查,检查方法:浸泡容器干净清洁;浸泡容器内垫至少2层无尘布,且零件背面防水胶带完整无破损;液体深度不得超过1mm,不得没入连接片根部。如图3所示,进一步地,在本发明的另一个实施例中,针对步骤s23:将连接片202与加工工装间隙处进行密封而言,具体包括:
106.s231:在连接片202与加工工装之间的间隙处涂抹润滑剂;具体来说,是在加工工装的第一盖板101的孔102内侧涂抹润滑剂,润滑剂可以选择凡士林。润滑剂作用是使防水胶与第一盖板101之间的润滑,使第一盖板101容易拆卸,并且也防止过多的防水胶渗入到变形镜内部。防水胶可以选用乐泰9340胶水。
107.用胶带对加工工装侧壁和底部的所有缝隙进行封装,胶带的边缘也要密封一层防水胶。注意后贴的胶带压住前贴胶带的缝隙上。
108.s232:对连接片202与加工工装的间隙处涂防水胶;换句话说,在第一盖板101盖在加工工装上,连接片202穿出第一盖板101的孔102,并且高出第一盖板101的上表面,在孔102与连接片202之间的缝隙处涂防水胶,进行密封,并对防水胶烤干。当然,对于加工工装与第一盖板101的搭接处也可以采用涂防水胶进行密封。
109.防水工装测试及检查方法:
110.用水直接从连接片202待加工面冲洗10秒钟;表面擦干净,静置1分钟后,观察无水滴或水汽进入,连接片背面无发白或水雾附着现象,无代表防水处理完成,有进行重新防水
处理。
111.此外,在本发明的另一个可选实施例中,在涂防水胶之前可以对加工工装体100内抽真空。例如,将压电陶瓷柱201和连接片202以及加工工装放置在镀膜机中,按镀膜标准,不加热状态抽真空,控制真空度为10-3
pa,时间为40min。
112.s233:对连接片202与加工工装表面进行封蜡处理;具体来说,对连接片202高出第一盖板101的部分以及第一盖板101组成的第二整体封装表面进行封蜡处理。封蜡的作用是起到二次保护的作用,保护防水胶防止抛光液渗入。
113.将压电陶瓷柱201和连接片202放置在加工工装内进行密封和精磨,一方面可以防止压电陶瓷柱201在精磨过程中遇水,另一方面在精磨、抛光连接片202时第一盖板101起到保护压电陶瓷柱201的结构稳定,防止精磨、抛光对压电陶瓷柱201产生损伤、晃动,使压电陶瓷柱201底部稳定固定在基底200上。作为可选的,在第一盖板的周缘设置高度高出连接片的配盘玻璃,当进行精磨抛光后首先精磨抛光配盘玻璃后再精磨抛光连接片和玻璃配盘。第一主镜片精磨抛光时也可以采用同样的处理方式,更好地保证连接片和主镜片的精度。
114.在加工工装上加底托和抛光接头:用机械结构或封蜡,将加工工装固定在底托上,待连接设备进行加工。检查方法:手持零件金属保护件,拿起后,底托正常带起无松动;放在设备上,做出旋转动作,底托在外力下牢固无松动。
115.针对本发明实施例的步骤s25:清洗连接片202与加工工装之间的密封而言,如图4所示,进一步地,在本发明的可选实施例中,具体包括:
116.s251:在保利克溶液中浸泡封蜡处,去除蜡;
117.s252:用酒精丙酮溶液擦拭去除防水胶。
118.具体来说,首先需要将第一盖板101取下,将加工工装倒置,加工工装四周垫高,确定连接片202不受力,然后将第一盖板101所在的一端置于保利克溶液中浸泡,从而去除蜡;再用酒精丙酮溶液擦除第一盖板101和连接片202之间的防水胶,进而取下第一盖板101。其中浸泡过程,溶液不能浸没连接片202和压电陶瓷柱201的粘接面。加工工装拆卸后,将变形镜放置4小时稳定后,主镜片的光洁度达到20-10。
119.如图5所示,在本发明的一个可选实施例中,针对步骤s2:对压电陶瓷柱总成和主镜片203进行防水密封的步骤,包括:
120.s31:将压电陶瓷柱总成和主镜片203置于加工工装内;
121.s32:对主镜片203周围与加工工装间隙处进行防水密封。
122.针对步骤s31中的加工工装而言,包括箱体100和第二盖体,箱体100结构与连接片202密封所采用的箱体100结构可以相同也可以不同。其中,第二盖体与箱体100可拆卸连接,第二盖板103包括与主镜片203面积对应的容纳区105,第二盖板103的容纳区105的侧壁设置有向内延伸的凸台104,主镜片203的边缘置于凸台104上。主镜片203的的上表面高于第二盖板103的上表面,例如,主镜片203厚度为2mm,主镜片203高于第二盖板103的距离为0.55mm,光圈变化0.5fr。文中提到的术语“上”是压电陶瓷柱总成、主镜片依次安装在基底上后,主镜片背离基底的表面所朝向的方向。
123.其中,粘接主镜片203和连接片,使用noa61手动点胶。如果主镜片203和第二盖板之间缝隙较大的话,主镜片203四角粘接玻璃片填补缝隙,主镜片、第二盖板周围先涂凡士
林,然后在主镜片和第二盖板之间的缝隙涂防水胶之后再封蜡处理。
124.主镜片203与连接片202粘接的具体步骤:
125.取下连接片202的第一盖板101,更换主镜片203的第二盖板103;
126.擦拭主镜片203与连接片202;
127.在连接片202上点noa61胶;
128.在连接片202上粘接主镜片203;
129.粘接完毕在主镜片203上隔无尘布压上碳化硅板,保证主镜片203与胶充分接触
130.取下碳化硅板和无尘布,用紫外灯照射固化;
131.需要检查的内容:
132.强光灯下人眼观察连接片202和主镜片203清洁程度,无灰尘和脏污;点胶时确保环境光源中无紫外光;确认连接片202和主镜片203上胶充分接触。
133.如图6和图9所示,在本发明的另一个实施例中,针对步骤s32:主镜片203周围与加工工装间隙处进行防水密封的步骤而言,具体包括:
134.s321:在主镜片203与加工工装的间隙处涂抹润滑剂;具体来说,如图10所示,是在加工工装的第二盖板103的容纳区105侧壁涂抹润滑剂,润滑剂可以选择凡士林。润滑剂作用是使箱体与第二盖板103之间的润滑,使第二盖板103容易拆卸,并且也防止过多的防水胶渗入到变形镜内部。
135.s322:对主镜片203与加工工装的间隙处涂防水胶;换句话说,主镜片203与第二盖板103之间涂防水胶,保证密封。
136.s323:对主镜片203与加工工装表面进行封蜡处理,具体来说,在主镜片203和第二盖板103组成的第二整体封装表面进行封蜡处理,封蜡的作用是起到二次保护的作用,保护防水胶防止抛光液渗入。
137.对封蜡处理好的主镜片203进行精磨和抛光,使主镜片203达到标准。在主镜片203精磨抛光后对密封进行清洗,清洗步骤如连接片202与第一盖板101,具体为:在保利克溶液中浸泡封蜡处,去除蜡;用酒精丙酮溶液擦拭去除防水胶。
138.取下加工工装的具体步骤:
139.将加工工装上的变形镜倒置,加工工装四周垫高,主镜片不承受压力。
140.拆除第二盖板、集线槽和侧边固定条;
141.用haso测试面型。
142.需检测内容:记录面型,确认主镜片的镜面平整度;确认每个压电陶瓷柱是否都可用。
143.加工工装拆卸后,将变形镜放置4小时稳定后,主镜片的光洁度达到20-10,用φ450干涉仪详检主镜片如图12所示图样,检查主镜片并未掉落。表示合格。
144.对完成的变形镜进行测试:在电压分别是10%,15%,20%,25%,30%,35%,频率分是10hz,20hz,30hz,40hz,50hz,60hz,70hz,80hz,90hz,100hz环境中进行测试。通电各10分钟后,压电陶瓷柱量程不得有超过30%偏差,不得有开胶脱胶现象算合格。
145.本发明的加工设备涉及平面铣磨机、平面精磨机、平面自动抛光机、平面环抛1.5米以上设备、超声波设备和点胶机。其中,压电陶瓷柱可以是氧化铝陶瓷柱或者压电陶瓷柱;压电陶瓷柱通电电压范围为0v到120v,通电各10分钟后,压电陶瓷量程不得有超过30%
偏差,不得有开胶脱胶现象。
146.本发明提供的变形镜加工方法,通过将初步处理的主镜片先粘接在压电陶瓷柱总成上,然后对压电陶瓷柱总成和主镜片进行密封之后,再对主镜片进行精磨抛光处理,避免了装配过程造成的主镜片面形问题,与现有技术相比取消变形镜组装好后反复拆装主镜片返修加工的步骤,提高了变形镜的加工精度和加工效率。
147.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。