1.本发明涉及环保锡条技术领域,尤其涉及一种环保锡条制造方法及其成型模具。
背景技术:
2.锡焊条主要用于电气、电子工业、餐具锡制器的焊接,耐高温器件电气、电子业、印刷线路、微型技术、航空工业及镀层金属的焊接,其具备熔化后粘度低,流动性好,可焊性高、熔化后出渣量比普通焊锡少等优点,故而在如今得到了极其广泛的应用。
3.然而普通的焊条采用的原料中大多含铅等有毒有污染的成分物质,这些物质在焊接生产中会挥发出来,产生有毒的蒸气,对人体有比较大的危害的同时也并不环保,同时传统的焊锡条成型模具也需要人工辅助开模、无空气净化机构、成型质量不可控的缺点。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种环保锡条制造方法及其成型模具,以期达到更具有更加实用价值性的目的。
技术实现要素:
5.(一)解决的技术问题
6.本发明的目的是为了解决现有技术中存在的需要人工辅助开模、无空气净化机构、成型质量不可控的缺点,而提出的一种环保锡条制造方法及其成型模具。
7.(二)技术方案
8.为了实现上述目的,本发明采用了如下技术方案:
9.一种环保锡条制造方法及其成型模具,包括以下步骤:
10.s1.取85重量份的锡将其加热至熔化,保温搅拌20-25min,搅拌完成后捞出锡渣,得锡液;
11.s2.取0.01至0.12重量份的铋,0.01至0.3重量份的磷加热熔化后倒入锡液中,搅拌至充分混合,得混合液;
12.s3.取1至3.5重量份的镍,2至4.5重量份的铜,1至2.2重量份的钴,0.02至0.05重量份的锗,加热至融熔化后倒入混合液内,搅拌,得焊锡液;
13.s4.将焊锡液倒入至成型模具中冷却成型,得环保焊锡条。
14.一种环保锡条制造方法及其成型模具,包括下模座,所述下模座内部设置有成型板,下模座两侧均设置有震荡机构,所述下模座与成型板之间设置有挤出机构,挤出机构与下模座之间设置有净化机构,所述震荡机构包括连接壳体,连接壳体与下模座固定连接,连接壳体内部开设有滑动槽,所述滑动槽内部滑动连接有连接块,连接块上端固定有拨动杆,所述连接块远离下模座的一侧固定有限位块,限位块与连接壳体固定连接,所述连接块前后两端均固定有传动杆,传动杆靠近下模座的一侧固定有敲击块,所述传动杆远离敲击块的一侧固定有复位弹簧,复位弹簧远离传动杆的一侧固定有安装块,所述安装块与连接壳体固定连接,所述挤出机构包括顶升块,顶升块与成型板固定连接,顶升块下端固定有导热杆,所述导热杆外部贯通连接有空心柱,导热杆下端固定有缓冲弹簧,所述缓冲弹簧远离成
型板中心的一侧固定有卡块,卡块远离导热杆的一侧滑动连接有支撑块,所述支撑块远离卡块的一侧固定有支撑弹簧,支撑弹簧外部固定有闭合板,所述闭合板与下模座固定连接,导热杆远离卡块的一侧转动连接有推拉杆,所述推拉杆远离导热杆的一端转动连接有固定杆,固定杆两侧均与下模座固定连接,所述顶升块远离推拉杆的一侧转动连接有翘起杆,翘起杆上端与成型板转动连接。
15.优选的,所述净化机构包括导动杆,导动杆一端与翘起杆转动连接,所述导动杆远离翘起杆的一端转动连接有挤压块,挤压块下端固定有往复弹簧,所述往复弹簧与下模座固定连接,挤压块上端滑动连接有弹性囊,弹性囊上端固定有净化塞。
16.优选的,所述导热杆为“t”字形,且导热杆下端的直径与空心柱内壁的直径相等,导热杆下端与空心柱内壁滑动连接。
17.优选的,所述成型板共有七个并阵列分布在下模座的内部。
18.优选的,所述卡块与支撑块相互靠近的一侧均经过倒圆角加工处理。
19.优选的,所述成型板一侧与闭合板转动连接,成型板远离闭合板的一侧与下模座滑动连接。
20.优选的,所述净化塞外部固定有防护壳体,该防护壳体与下模座固定连接。
21.优选的,所述往复弹簧的中心轴线与挤压块、弹性囊的中心轴线为同一直线。
22.优选的,所述滑动槽的形状大小与连接块的形状大小相适配。
23.(三)有益效果
24.与现有技术相比,本发明实施例提供了一种环保锡条制造方法及其成型模具,具备以下有益效果:
25.1、本发明通过将熔融的锡液倒入成型板内,使其成型,在成型后通过挤出机构使得成型的锡条自动脱模,而震荡机构的设置可以使得人工辅助锡条的成型质量与脱模工序,同时通过设置净化机构使得员工的身体健康得到保障;
26.2、本发明通过拨动拨动杆,从而推动连接块滑动,此时连接块运动会同时带动传动杆压缩复位弹簧,在连接块与限位块接触后松开拨动杆,从而复位弹簧回弹带动敲击块撞击下模座,如此便达到了自动提高成型质量方便脱模的效果;
27.3、本发明通过成型板内的锡液逐渐冷却,空心柱内的压强逐渐减小从而带动缓冲弹簧复位,进而拉动顶升块向下运动,顶升块运动从而使得成型板翘起,进而将已经成型的锡条挤出,如此便达到了可根据锡条的成型情况自动脱模的效果;
28.4、本发明通过挤压块反向运动从而使得弹性囊进行复位,弹性囊复位的过程中会吸入外部的空气,使得净化塞对空气中的锡粉进行净化,如此便达到了自动净化空气中锡粉的效果。
附图说明
29.图1为本发明俯面剖视图;
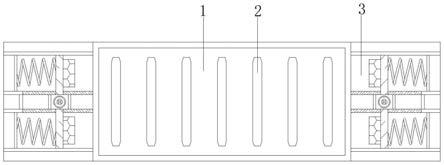
30.图2为本发明主视图;
31.图3为本发明侧面剖视图;
32.图4为本发明图3中a处放大示意图;
33.图5为本发明中震荡机构结构意图;
34.图6为本发明中净化机构结构意图。
35.图中:1、下模座;2、成型板;3、震荡机构;4、挤出机构;5、净化机构;301、连接壳体;302、滑动槽;303、连接块;304、拨动杆;305、限位块;306、传动杆;307、敲击块;308、复位弹簧;309、安装块;401、顶升块;402、导热杆;403、空心柱;404、缓冲弹簧;405、卡块;406、支撑块;407、支撑弹簧;408、闭合板;409、推拉杆;410、固定杆;411、翘起杆;501、导动杆;502、挤压块;503、往复弹簧;504、弹性囊;505、净化塞。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
37.实施例一
38.参照图1-6,一种环保锡条制造方法及其成型模具,包括以下步骤,其特征在于:
39.s1.取85重量份的锡将其加热至熔化,保温搅拌20-25min,搅拌完成后捞出锡渣,得锡液;
40.s2.取0.01至0.12重量份的铋,0.01至0.3重量份的磷加热熔化后倒入锡液中,搅拌至充分混合,得混合液;
41.s3.取1至3.5重量份的镍,2至4.5重量份的铜,1至2.2重量份的钴,0.02至0.05重量份的锗,加热至融熔化后倒入混合液内,搅拌,得焊锡液;
42.s4.将焊锡液倒入至成型模具中冷却成型,得环保焊锡条。
43.实施例二
44.参照图1、2和5,本实施例与实施例一基本相同,更优选的在于,一种环保锡条制造方法及其成型模具,包括下模座1,下模座1内部设置有成型板2,成型板2共有七个并阵列分布在下模座1的内部,下模座1两侧均设置有震荡机构3,下模座1与成型板2之间设置有挤出机构4,挤出机构4与下模座1之间设置有净化机构5;
45.通过将熔融的锡液倒入成型板2内,使其成型,在成型后通过挤出机构4使得成型的锡条自动脱模,而震荡机构3的设置可以使得人工辅助锡条的成型质量与脱模工序,同时通过设置净化机构5使得员工的身体健康得到保障。
46.震荡机构3包括连接壳体301,连接壳体301与下模座1固定连接,连接壳体301内部开设有滑动槽302,滑动槽302内部滑动连接有连接块303,滑动槽302的形状大小与连接块303的形状大小相适配,连接块303上端固定有拨动杆304,连接块303远离下模座1的一侧固定有限位块305,限位块305与连接壳体301固定连接,连接块303前后两端均固定有传动杆306,传动杆306靠近下模座1的一侧固定有敲击块307,传动杆306远离敲击块307的一侧固定有复位弹簧308,复位弹簧308远离传动杆306的一侧固定有安装块309,安装块309与连接壳体301固定连接。
47.本实施例中,在操作员将锡液倒入成型板2内后,需要操作员手动拨动拨动杆304,对其施加一个推力,从而推动连接块303沿着滑动槽302进行滑动,直至滑动槽302与限位块305相接触,此时连接块303运动会同时带动传动杆306运动,传动杆306运动从而压缩复位弹簧308使其收缩,在连接块303与限位块305接触后,操作员松开拨动杆304,从而复位弹簧308开始回弹,带动敲击块307撞击下模座1,产生震动,这个震动会传导至成型板2内,使得
其内的锡液震荡,去除内部的气泡,同时在开模前进行这般操作,所产生的震动也会使得成型的锡条与下模座1、成型板2之间产生松动,更加容易脱模,如此便达到了自动提高成型质量方便脱模的效果。
48.实施例三
49.参照图1-4,本实施例与实施例一与二基本相同,更优选的在于,挤出机构4包括顶升块401,顶升块401与成型板2固定连接,顶升块401下端固定有导热杆402,导热杆402外部贯通连接有空心柱403,导热杆402为“t”字形,且导热杆402下端的直径与空心柱403内壁的直径相等,导热杆402下端与空心柱403内壁滑动连接,导热杆402下端固定有缓冲弹簧404,缓冲弹簧404远离成型板2中心的一侧固定有卡块405,卡块405远离导热杆402的一侧滑动连接有支撑块406,卡块405与支撑块406相互靠近的一侧均经过倒圆角加工处理,支撑块406远离卡块405的一侧固定有支撑弹簧407,支撑弹簧407外部固定有闭合板408,成型板2一侧与闭合板408转动连接,成型板2远离闭合板408的一侧与下模座1滑动连接,闭合板408与下模座1固定连接,导热杆402远离卡块405的一侧转动连接有推拉杆409,推拉杆409远离导热杆402的一端转动连接有固定杆410,固定杆410两侧均与下模座1固定连接,顶升块401远离推拉杆409的一侧转动连接有翘起杆411,翘起杆411上端与成型板2转动连接。
50.本实施例中,在使用时需要操作员手动按压成型板2,这时操作员施加的压力便会经由成型板2作用在翘起杆411上,随后带动固定杆410进行转动,固定杆410转动从而带动推拉杆409运动,推拉杆409运动会对导热杆402施加一个向的拉力,这个拉力会作用在缓冲弹簧404上,从而拉伸缓冲弹簧404使其形变后带动顶升块401向上运动,顶升块401向上运动从而推动成型板2运动,并且在导热杆402运动的过程中,其会同时带动卡块405进行运动,卡块405运动时互怼支撑块406施加一个挤压力,这个力作用在支撑弹簧407上使其收缩,从而使得卡块405可以继续向上运动,当成型板2运动至与下模座1内壁的底部水平时,此时卡块405恰好与支撑块406分离,从而支撑弹簧407回弹使得支撑块406卡住卡块405,这时操作人员应听到一声脆响,此时成型板2会暂时保持水平状态,这时需要操作员将熔融的锡液放入至成型板2内,这时锡液的热量便会经由导热杆402传导至空心柱403内,从而使得其内部压强增大推动导热杆402向上运动,从而对成型板2施加一个支撑力帮助其保持水平,而随着成型板2内的锡液逐渐冷却,空心柱403内的压强逐渐减小从而带动缓冲弹簧404复位,进而拉动顶升块401向下运动,顶升块401运动从而使得成型板2翘起,进而将已经成型的锡条挤出,如此便达到了可根据锡条的成型情况自动脱模的效果。
51.实施例四
52.参照图1、2、3和6,本实施例与实施例一、二与三基本相同,更优选的在于,净化机构5包括导动杆501,导动杆501一端与翘起杆411转动连接,导动杆501远离翘起杆411的一端转动连接有挤压块502,挤压块502下端固定有往复弹簧503,往复弹簧503与下模座1固定连接,挤压块502上端滑动连接有弹性囊504,往复弹簧503的中心轴线与挤压块502、弹性囊504的中心轴线为同一直线,弹性囊504上端固定有净化塞505,净化塞505外部固定有防护壳体,该防护壳体与下模座1固定连接。
53.本实施例中,在锡条成型的过程中,翘起杆411会发生运动,而翘起杆411在运动的过程中会同时带动导动杆501进行运动,导动杆501运动从而拉动挤压块502,这时的挤压块502会拉伸往复弹簧503使其发生形变后挤压弹性囊504使其收缩,而在成型后进行脱模时,
挤压块502反向运动从而使得弹性囊504进行复位,弹性囊504复位的过程中会吸入外部的空气,使得净化塞505对空气中的锡粉进行净化,如此便达到了自动净化空气中锡粉的效果。
54.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。