1.本发明涉及电池焊接技术领域,具体涉及一种自动化电池焊接设备。
背景技术:
2.电池片焊接封装工序是电池生产过程中的一道重要工序。焊接过程中,将待焊接的电池放于焊接输送装置上,再由焊接输送装置将电池输送至焊接工位,最后由焊接装置对电池进行焊接封装,焊接封装后对电池电极进行检测,检测电池是否正常。
3.传统的自动化焊接输送装置在电池的焊接工位、传输工位都需要大量的转向机构、定位机构进行配合,但是大量的驱动机构会造成装置臃肿,提高装置的生产成本,降低装置的可靠性。
4.因此设计一种可以减少驱动机构的自动化电池焊接设备非常有必要。
技术实现要素:
5.针对上述技术背景提到的不足,本发明的目的在于提供一种自动化电池焊接设备。
6.本发明的目的可以通过以下技术方案实现:
7.一种自动化电池焊接设备,包括机架、焊接机构、夹持定位机构、电池固定机构和检测机构,所述机架包括安装板,安装板下表面设置有四个阵列分布的支撑柱,安装板中部开有矩形槽,安装板上表面贴近矩形槽边缘设置有滑槽,安装板正下方设置有传送带,传送带两侧设置有挡板。
8.进一步的,所述焊接机构包括设置在固定台下表面的电机,电机输出端固定连接有转动块,转动块上滑动连接有旋转轴,旋转轴远离电机的一端设置有限位块,旋转轴远离限位块的一端固定连接有第一滑动块,第一滑动块下表面转动连接有转动轴,转动轴远离第一滑动块的下端转动连接有第二滑动块,第二滑动块滑动连接有平移杆,平移杆靠近滑槽的一端设置有滑块,滑块和滑槽配合,平移杆远离滑块的一端固定连接有第三滑动块,第三滑动块滑动连接有固定杆,固定杆两端设置有固定座,固定座固定在安装板上表面。
9.进一步的,所述第一滑动块和转动块之间固定连接有弹簧,弹簧套在旋转轴的圆柱面。
10.进一步的,所述转动块下表面固定连接有第一伸缩杆,第一伸缩杆下表面设置有焊接枪,焊接枪下表面设置有焊枪头,焊接枪靠近上部的位置设置有三个圆周分布的第三伸缩杆,第三伸缩杆靠近焊接枪的一端设置有铰接座,第三伸缩杆通过铰接座和焊接枪铰接,第三伸缩杆原理焊接枪的一端设置有固定套,固定套上方设置有气缸,气缸固定在安装板下表面,气缸设置有第二伸缩杆,第二伸缩杆和固定套转动连接。
11.进一步的,所述夹持定位机构包括设置在支撑柱外侧面的两个夹持安装板,两个夹持安装板对称分布,夹持安装板远离支撑柱的侧面设置有夹持气缸,夹持气缸输出端穿过夹持安装板,输出端末端设置有定位齿条,左侧的夹持安装板靠近支撑柱的一侧设置有
激光监测器。
12.进一步的,所述电池固定机构包括设置在传送带上的运输箱,运输箱两侧中部设置有齿条,运输箱上表面开有安装腔,安装腔内设置有电池,电池上表面设置有顶盖,顶盖上表面设置有两个平行分布的电极。
13.进一步的,所述检测机构包括设置在传送带两侧的支撑架,左侧的支撑架靠近传送带的一侧设置有辅助支撑板,辅助支撑板上转动连接有转动杆,转动杆下端设置有齿轮,转动杆上端设置有第一锥齿轮,左侧支撑架内侧面靠近上部的位置转动连接有第一转轴,第一转轴上设置有第二锥齿轮,第二锥齿轮和第一锥齿轮啮合,右侧的支撑架内侧靠近上部的位置转动连接有第二转轴,第二转轴和第一转轴同轴心,第一转轴和第二转轴之间固定连接有检测辊,检测辊圆柱面上开有安装腔,安装腔靠近外侧的位置设置有限位环,安装腔底部固定有电磁铁,安装腔底部固定有弹簧,弹簧末端固定有检测头,检测头靠近靠近弹簧的一端设置有限位套,检测头远离弹簧的一端设置有弹性气囊。
14.进一步的,所述第二转轴下方设置有操控杆,操控杆固定在支撑架上,操控杆远离支撑架的一端设置有滚珠,检测辊靠近第二转轴的一端开有弧形滑槽,滚珠和弧形滑槽配合,弧形滑槽正对安装腔的位置设置有按钮。
15.进一步的,所述弹性气囊侧面开有通气孔,弹性气囊远离检测头的侧面开有两个隔离孔,隔离孔内设置有检测探头。
16.本发明的有益效果:
17.1、本发明设计的焊接机构可以通过电机转动对矩形电池进行焊接,减少了驱动部件,降低了焊接装置的复杂性,提高了焊接装置的可靠性。
18.2、本发明设计的夹持定位机构可以通过激光监测器和定位齿条共同作用下实现对电池的精确定位,保证焊接机构和电池的初始位置是固定的,可以有效提高焊接质量。
19.3、本发明设计的检测机构在无需增加额外驱动机构的情况下,有效的连接电极,检测电池质量,且避免了检测头和电极发生碰撞导致仪器损坏。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;
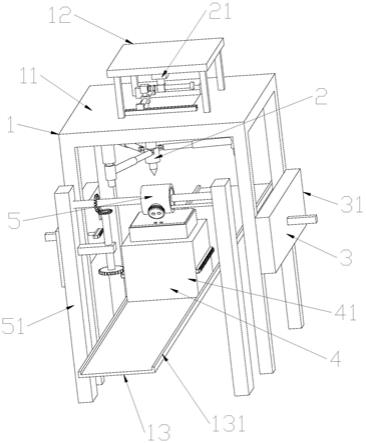
21.图1是本发明的结构示意图;
22.图2是机架的结构示意图;
23.图3是焊接机构在机架上的整体结构示意图;
24.图4是焊接机构的结构示意图;
25.图5是焊接机构水平移动的结构示意图;
26.图6是焊接机构垂直移动的结构示意图;
27.图7是夹持定位机构的结构示意图;
28.图8是电池固定机构的结构示意图;
29.图9是检测机构的结构示意图;
30.图10是检测辊的爆炸示意图;
31.图11是操控杆的结构示意图;
32.图12是检测头的结构示意图。
33.图中标号说明:
34.1、机架;11、安装板;111、支撑柱;112、矩形槽;113、滑槽;12、固定台;13、传送带;131、挡板;2、焊接机构;21、电机;22、转动块;23、旋转轴;231、限位块;232、弹簧;233、第一滑动块;2331、转动轴;2332、第二滑动块;24、第一伸缩杆;25、气缸;251、第二伸缩杆;26、第三伸缩杆;261、铰接座;262、固定套;27、焊接枪;271、焊枪头;28、固定杆;281、固定座;29、平移杆;291、滑块;292、第三滑动块;3、夹持定位机构;31、夹持安装板;32、夹持气缸;321、输出端;33、激光监测器;34、定位齿条;4、电池固定机构;41、运输箱;411、齿条;412、安装腔;42、电池;421、顶盖;422、电极;5、检测机构;51、支撑架;52、齿轮;53、辅助支撑板;54、转动杆;541、第一锥齿轮;55、第一转轴;551、第二锥齿轮;56、检测辊;561、安装腔;562、限位环;563、弧形滑槽;5631、按钮;564、电磁铁;565、弹簧;57、检测头;571、限位套;572、弹性气囊;5721、隔离孔;5722、检测探头;5723、通气孔;58、操控杆;581、滚珠;59、第二转轴。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
36.在本发明的描述中,需要理解的是,术语“开孔”、“上”、“下”、“厚度”、“顶”、“中”、“长度”、“内”、“四周”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.一种自动化电池焊接设备,包括机架1、焊接机构2、夹持定位机构3、电池固定机构4和检测机构5。如图1、2所示,机架1包括安装板11,安装板11下表面设置有四个阵列分布的支撑柱111,安装板11中部开有矩形槽112,安装板11上表面贴近矩形槽112边缘设置有滑槽113。安装板11正下方设置有传送带13,传送带13两侧设置有挡板131。
38.如图1-6所示,焊接机构2包括设置在固定台12下表面的电机21,电机21输出端固定连接有转动块22,转动块22上滑动连接有旋转轴23,旋转轴23远离电机21的一端设置有限位块231,旋转轴23远离限位块231的一端固定连接有第一滑动块233,第一滑动块233和转动块22之间固定连接有弹簧232,弹簧232套在旋转轴23的圆柱面。第一滑动块233下表面转动连接有转动轴2331,转动轴2331远离第一滑动块233的下端转动连接有第二滑动块2332,第二滑动块2332滑动连接有平移杆29,平移杆29靠近滑槽113的一端设置有滑块291,滑块291和滑槽113配合,可以辅助固定平移杆29。平移杆29远离滑块291的一端固定连接有第三滑动块292,第三滑动块292滑动连接有固定杆28,固定杆28两端设置有固定座281,固定座281固定在安装板11上表面。弹簧232可以辅助第一滑动块233和转动块22之间的距离,放置第一滑动块233和第二滑动块2332在移动过程中卡死。
39.转动块22下表面固定连接有第一伸缩杆24,第一伸缩杆24下表面设置有焊接枪27,焊接枪27下表面设置有焊枪头271。焊接枪27靠近上部的位置设置有三个圆周分布的第
三伸缩杆26,第三伸缩杆26靠近焊接枪27的一端设置有铰接座261,第三伸缩杆26通过铰接座261和焊接枪27铰接。第三伸缩杆26原理焊接枪27的一端设置有固定套262,固定套262上方设置有气缸25,气缸25固定在安装板11下表面,气缸25设置有第二伸缩杆251,第二伸缩杆251和固定套262转动连接。第三伸缩杆26在水平方向上铰接,起到辅助支撑焊接枪27的功能,同时和气缸25配合调节焊接枪27在垂直方向上的高度。
40.如图1、2、7所示,夹持定位机构3包括设置在支撑柱111外侧面的两个夹持安装板31,两个夹持安装板31对称分布,夹持安装板31远离支撑柱111的侧面设置有夹持气缸32,夹持气缸32输出端321穿过夹持安装板31,输出端321末端设置有定位齿条34。左侧的夹持安装板31靠近支撑柱111的一侧设置有激光监测器33。
41.如图1、8所示,电池固定机构4包括设置在传送带13上的运输箱41,运输箱41两侧中部设置有齿条411,运输箱41上表面开有安装腔412,安装腔412内设置有电池42,电池42上表面设置有顶盖421,顶盖421上表面设置有两个平行分布的电极422。运输箱41和挡板131配合,可以防止运输箱41在传送带13上意外发生相对滑动
42.如图1、9、10、11、12所示,检测机构5包括设置在传送带13两侧的支撑架51,左侧的支撑架51靠近传送带13的一侧设置有辅助支撑板53,辅助支撑板53上转动连接有转动杆54,转动杆54下端设置有齿轮52,转动杆54上端设置有第一锥齿轮541。左侧支撑架51内侧面靠近上部的位置转动连接有第一转轴55,第一转轴55上设置有第二锥齿轮551,第二锥齿轮551和第一锥齿轮541啮合。当运输箱41移动时,齿条411和齿轮52啮合,使齿轮52转动,通过转动杆54和两个锥齿轮的啮合最终带动第一转轴55转动。右侧的支撑架51内侧靠近上部的位置转动连接有第二转轴59,第二转轴59和第一转轴55同轴心,第二转轴59下方设置有操控杆58,操控杆58固定在支撑架51上,操控杆58远离支撑架51的一端设置有滚珠581。第一转轴55和第二转轴59之间固定连接有检测辊56,检测辊56圆柱面上开有安装腔561,安装腔561靠近外侧的位置设置有限位环562,检测辊56靠近第二转轴59的一端开有弧形滑槽563,滚珠581和弧形滑槽563配合,弧形滑槽563正对安装腔561的位置设置有按钮5631。安装腔561底部固定有电磁铁564,安装腔561底部固定有弹簧565,弹簧565末端固定有检测头57,检测头57靠近靠近弹簧565的一端设置有限位套571,检测头57远离弹簧565的一端设置有弹性气囊572,弹性气囊572侧面开有通气孔5723,弹性气囊572远离检测头57的侧面开有两个隔离孔5721,隔离孔5721内设置有检测探头5722。弹性气囊572可以通过通气孔5723缓慢放气,使检测探头5722和电极422缓慢接触,避免了检测探头5722和电极422发生碰撞损坏。
43.工作原理如下:
44.传送带13将电池固定机构4运输到安装板11正下方,运输时激光监测器33发射激光,通过接受被齿条411齿顶反射的激光,可计算出电池固定机构4相对于焊接机构2的位置,当达到预定位置时,传送带13停止传送,由于传送带13传送精度不高,因此需要夹持气缸32推动定位齿条34和齿条411啮合,实现精确固定电池42,保证后续焊接精度。然后驱动气缸25,将焊接枪27移动到预定高度,再通过电机21驱动转动块22和旋转轴23转动,此时平移杆29沿固定杆28做往复运动,第二滑动块2332做矩形运动,带动焊接枪27做矩形运动,对电池42上的顶盖421的边缘进行焊接。通过调节电机21的转速可以调整第二滑动块2332做矩形运动的速度。焊接完成后焊接机构2和夹持定位机构3返回原位。传送带13继续向前移
动,当齿条411和齿轮52接触时,挡板131可阻止电池42发生位移,此时齿轮52转动,通过转动杆54和第一转轴55的传动,最终带动检测辊56转动,滚珠581沿弧形滑槽563滚动。当检测辊56的检测头57转动到电池42正上方时,滚珠581将按钮5631按下,此时传送带13停止,电磁铁564断电,检测头57在弹簧565作用下将检测头57弹出,弹性气囊572压在电极422周围,弹性气囊572在弹簧565作用下压扁,此时检测探头5722缓慢和电极422接触,检测电池是否合格,检测完成后,电磁铁564通电将检测头57吸附,此时弹性气囊572离开电极422。传送带13将电池42输送到下一个工位。
45.有益效果如下:
46.本发明设计的焊接机构2可以通过电机21转动对矩形电池42进行焊接,减少了驱动部件,降低了焊接装置的复杂性,提高了焊接装置的可靠性。
47.本发明设计的夹持定位机构3可以通过激光监测器33和定位齿条34共同作用下实现对电池42的精确定位,保证焊接机构2和电池42的初始位置是固定的,可以有效提高焊接质量。
48.本发明设计的检测机构5在无需增加额外驱动机构的情况下,有效的连接电极422,检测电池42质量,且避免了检测头57和电极422发生碰撞导致仪器损坏。
49.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
50.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。