1.本实用新型涉及航空座椅技术领域,尤其涉及航空座椅后支撑焊接组件自动组合定位焊接装置。
背景技术:
2.随着科技的发展交通工具的速度越来越快,航空座椅及其应急救生设备是飞行中保障乘员生命安全及旅行舒适的关键设备,也是民机项目中最主要的机载设备之一,航空座椅的精确加工使机载设备更加的完善合理。
3.航空座椅后支撑焊接组件需要使用定位焊接装置对其组合安装,但是有的定位焊接装置精确度有待提高,且装置有时不能按照组件进行调整,组件的定位焊接不够方便快捷,因此,亟需设计航空座椅后支撑焊接组件自动组合定位焊接装置来解决上述问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的精确度有待提高,装置不能按照组件做出调整,定位焊接不够方便快捷的缺点,而提出的航空座椅后支撑焊接组件自动组合定位焊接装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:航空座椅后支撑焊接组件自动组合定位焊接装置,包括底座,所述底座外壁的一侧通过螺栓安装有第一电机,且第一电机的顶端焊接有齿轮,所述底座的顶部通过轴承活动连接有齿板,所述齿板的顶部通过螺栓安装有加工台,所述底座外壁的两侧均固定安装有定位台,所述定位台的一侧通过螺栓安装有电动推杆,所述电动推杆的端部焊接有稳固件,所述定位台的内壁一侧焊接有固定板,且固定板的内部活动插接有移动件,所述移动件外壁的两侧均焊接有弹簧,所述定位台内壁的一侧通过螺栓安装有马达。
6.上述技术方案的关键构思在于:电动推杆的端部推动稳固件能够对组件进行定位,同时转动推件推移移动件使定位板也进行定位,从而对组件和外部安装板分别进行精准的定位。
7.进一步的,所述马达的端部焊接有转动推件,所述移动件一侧的外壁焊接有定位板,所述底座的一侧通过螺栓安装有支撑架。
8.进一步的,所述支撑架底部的内壁通过螺栓安装有液压缸,所述液压缸的顶端焊接有推移件,且推移件的一侧通过螺栓安装有第一焊枪。
9.进一步的,所述支撑架的内部通过螺栓安装有第二电机,所述支撑架一侧的内壁开设有限位滑槽,所述限位滑槽的内部滑动卡接有卡块。
10.进一步的,所述第二电机的输出轴通过联轴器连接有螺纹杆,所述螺纹杆外壁的一侧螺纹连接有外套件,所述卡块的一侧通过螺栓安装在外套件的一侧。
11.进一步的,所述齿轮和齿板的外壁相啮合,所述弹簧的一端焊接在固定板的外壁上。
12.进一步的,所述外套件的一侧通过螺栓安装有升降板,所述升降板的底部通过螺栓安装有第二焊枪。
13.本实用新型的有益效果为:
14.1.通过设置的稳固件与转动推件,电动推杆的端部推动稳固件能够对组件进行定位,同时转动推件推移移动件使定位板也进行定位,从而对组件和外部安装板分别进行精准的定位。
15.2.通过设置的齿轮与齿板,齿轮受到第一电机的带动,齿轮在转动后能够推动齿板转动一定的角度,加工台上的组件可根据加工的需要进行不同方位的调整,操作十分的简便。
16.3.通过设置的升降板与外套件,螺纹杆使外套件上下移动在支撑架的内部,从而使升降板在加工台上方移动升降,第二焊枪能够对组件上方结构稳定的焊接。
17.4.通过设置的支撑架与液压缸,支撑架中的液压缸将推移件推动,推移件带动第一焊枪移动,可使第一焊枪随着组件的不同焊接位置进行活动,焊接时较为方便。
附图说明
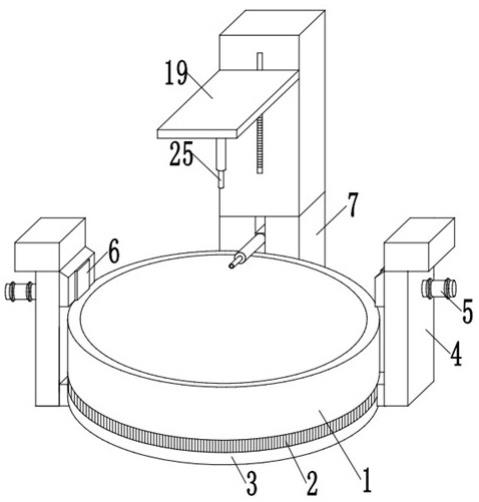
18.图1为本实用新型提出的航空座椅后支撑焊接组件自动组合定位焊接装置的结构示意图;
19.图2为本实用新型提出的航空座椅后支撑焊接组件自动组合定位焊接装置的定位台局部结构示意图;
20.图3为本实用新型提出的航空座椅后支撑焊接组件自动组合定位焊接装置的支撑架结构示意图;
21.图4为本实用新型提出的航空座椅后支撑焊接组件自动组合定位焊接装置的齿板结构示意图。
22.图中:1加工台、2齿板、3底座、4定位台、5电动推杆、6稳固件、7支撑架、8液压缸、9第一焊枪、10推移件、11第一电机、12螺纹杆、13外套件、14限位滑槽、15卡块、16定位板、17第二电机、18齿轮、19升降板、20移动件、21弹簧、22马达、23转动推件、24固定板、25第二焊枪。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请同时参见图1至图4,航空座椅后支撑焊接组件自动组合定位焊接装置,包括底座3,底座3外壁的一侧通过螺栓安装有第一电机11,且第一电机11的顶端焊接有齿轮18,第一电机11的输出轴带动齿轮18转动,底座3的顶部通过轴承活动连接有齿板2,与齿轮18相啮合的齿板2也进行转动,齿板2的顶部通过螺栓安装有加工台1,加工台1上设有组件,在齿板2转动时加工台1也转动,使组件的方位调整,底座3外壁的两侧均固定安装有定位台4,定位台4的一侧通过螺栓安装有电动推杆5,电动推杆5的端部焊接有稳固件6,电动推杆5的端
部推动稳固件6使转动后的组件进行稳定的定位,定位台4的内壁一侧焊接有固定板24,且固定板24的内部活动插接有移动件20,移动件20在固定板24的内部活动推移,移动件20外壁的两侧均焊接有弹簧21,移动件20移动使弹簧21挤压形变,定位台4内壁的一侧通过螺栓安装有马达22。
25.从上述描述可知,本实用新型具有以下有益效果:电动推杆5的端部推动稳固件6能够对组件进行定位,同时转动推件23推移移动件20使定位板16也进行定位,从而对组件和外部安装板分别进行精准的定位。
26.进一步的,马达22的端部焊接有转动推件23,马达22的端部带动转动推件23转动,转动推件23挤压移动件20,移动件20一侧的外壁焊接有定位板16,移动件20将定位板16推动,定位板16可对外部的安装板进行稳定按压定位,底座3的一侧通过螺栓安装有支撑架7。
27.进一步的,支撑架7底部的内壁通过螺栓安装有液压缸8,液压缸8的顶端焊接有推移件10,液压缸8的端部推动推移件10移动,且推移件10的一侧通过螺栓安装有第一焊枪9,第一焊枪9受到推移件10的移动而上下活动,第一焊枪9对组件的侧面焊接。
28.进一步的,支撑架7的内部通过螺栓安装有第二电机17,支撑架7一侧的内壁开设有限位滑槽14,限位滑槽14的内部滑动卡接有卡块15,卡块15滑动在限位滑槽14的内部。
29.进一步的,第二电机17的输出轴通过联轴器连接有螺纹杆12,第二电机17的输出轴使螺纹杆12转动,螺纹杆12外壁的一侧螺纹连接有外套件13,卡块15的一侧通过螺栓安装在外套件13的一侧,在螺纹杆12转动的同时外套件13也进行移动。
30.进一步的,齿轮18和齿板2的外壁相啮合,弹簧21的一端焊接在固定板24的外壁上,弹簧21受到推动后使定位板16推移,而后转动推件23转动一定角度使定位板16回到原位,弹簧21延伸。
31.进一步的,外套件13的一侧通过螺栓安装有升降板19,外套件13使升降板19上下移动,升降板19的底部通过螺栓安装有第二焊枪25,第二焊枪25可对组件上方焊接。
32.通过设置的齿轮18与齿板2,齿轮18受到第一电机11的带动,齿轮18在转动后能够推动齿板2转动一定的角度,加工台1上的组件可根据加工的需要进行不同方位的调整,操作十分的简便。
33.以下再列举出几个优选实施例或应用实施例,以帮助本领域技术人员更好的理解本实用新型的技术内容以及本实用新型相对于现有技术所做出的技术贡献:
34.实施例1
35.航空座椅后支撑焊接组件自动组合定位焊接装置,包括底座3,底座3外壁的一侧通过螺栓安装有第一电机11,且第一电机11的顶端焊接有齿轮18,第一电机11的输出轴带动齿轮18转动,底座3的顶部通过轴承活动连接有齿板2,与齿轮18相啮合的齿板2也进行转动,齿板2的顶部通过螺栓安装有加工台1,加工台1上设有组件,在齿板2转动时加工台1也转动,使组件的方位调整,底座3外壁的两侧均固定安装有定位台4,定位台4的一侧通过螺栓安装有电动推杆5,电动推杆5的端部焊接有稳固件6,电动推杆5的端部推动稳固件6使转动后的组件进行稳定的定位,定位台4的内壁一侧焊接有固定板24,且固定板24的内部活动插接有移动件20,移动件20在固定板24的内部活动推移,移动件20外壁的两侧均焊接有弹簧21,移动件20移动使弹簧21挤压形变,定位台4内壁的一侧通过螺栓安装有马达22。
36.其中,马达22的端部焊接有转动推件23,马达22的端部带动转动推件23转动,转动
推件23挤压移动件20,移动件20一侧的外壁焊接有定位板16,移动件20将定位板16推动,定位板16可对外部的安装板进行稳定按压定位,底座3的一侧通过螺栓安装有支撑架7;支撑架7底部的内壁通过螺栓安装有液压缸8,液压缸8的顶端焊接有推移件10,液压缸8的端部推动推移件10移动,且推移件10的一侧通过螺栓安装有第一焊枪9,第一焊枪9受到推移件10的移动而上下活动,第一焊枪9对组件的侧面焊接;支撑架7的内部通过螺栓安装有第二电机17,支撑架7一侧的内壁开设有限位滑槽14,限位滑槽14的内部滑动卡接有卡块15,卡块15滑动在限位滑槽14的内部;第二电机17的输出轴通过联轴器连接有螺纹杆12,第二电机17的输出轴使螺纹杆12转动,螺纹杆12外壁的一侧螺纹连接有外套件13,卡块15的一侧通过螺栓安装在外套件13的一侧,在螺纹杆12转动的同时外套件13也进行移动;齿轮18和齿板2的外壁相啮合,弹簧21的一端焊接在固定板24的外壁上,弹簧21受到推动后使定位板16推移,而后转动推件23转动一定角度使定位板16回到原位,弹簧21延伸;外套件13的一侧通过螺栓安装有升降板19,外套件13使升降板19上下移动,升降板19的底部通过螺栓安装有第二焊枪25,第二焊枪25可对组件上方焊接。
37.工作原理:使用时,操作人员将航空座椅后支撑焊接组件放在加工台1上,第一电机11启动使齿轮18转动,则齿板2可带动组件转动,使组件调整到合适的位置,电动推杆5启动使其端部的稳固件6按压组件,使组件进行定位,而后将待安装板放在两个定位板16之间,马达22启动,马达22使转动推件23转动,转动推件23推动移动件20使移动件20带动定位板16推动一定位置,定位板16可对安装板进行定位,此时稳固件6松开组件,还可使齿板2转动对组件和安装板的位置再次调整,第一焊枪9使组件和安装板连接,液压缸8启动后可推动第一焊枪9移动,对不同位置焊接,第二电机17运行使螺纹杆12转动,外套件13移动在螺纹杆12的外部,且卡块15活动在限位滑槽14中,外套件13使升降板19移动,第二焊枪25可对待加工件的上方进行焊接处理。
38.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。