一种兼容dtro导流盘和cdro导流盘组装的设备
技术领域
1.本发明属于o型密封圈自动组装设备技术领域,具体涉及到一种兼容dtro导流盘和cdro导流盘组装的设备。
背景技术:
2.在行业生产中,“o”形密封圈自动化装配主要是针对轴类零件和内孔类零件的自动化装配且“o”形密封圈的线径较大、刚性好、不易变形,但是针对大圈径小线径的非标“o”形密封圈,具有刚性小、变形大的特性,且装配的零件对象为盘状密封件的端面装配,一直是业界所存在的难题。
3.dtro是碟管式反渗透膜,cdro是低压平板反渗透膜,两者主要应用于废水或污水浓缩处理领域。在进行dtro组件和cdro组件安装时,需要将导流盘、o型密封圈和反渗透膜片进行组装,但是在生产中对于此类o型密封圈的装配只能采用人工装配的方式进行,通过人工将两个o型密封圈分别套设于导流盘两个表面的密封圈槽中,然后将装配好的单个导流盘和单片反渗透膜片交替叠放,生产效率低,装配良率不高。
4.因此,导流盘、o型密封圈和反渗透膜片进行自动化组装是亟需解决的问题,尤其是兼容dtro导流盘和cdro导流盘的盘状密封件的端面非标o型密封圈的自动装配目前处于空白状态,需要研发相应的设备进行兼容dtro导流盘和cdro导流盘、o型密封圈和反渗透膜片的自动化组装。
技术实现要素:
5.为了解决现有的技术问题,本发明提供了一种兼容dtro导流盘和cdro导流盘组装的设备,通过输送机构、移栽上料机构、凸轮分割器转动盘机构、o型密封圈送料机构、压装o型密封圈机构、翻转机构、导流盘组装机器人机构、视觉引导叠盘机构、装配不合格品剔除输送机构、正面视觉检测机构、反面视觉检测机构、反渗透膜片安装机器人机构、反渗透膜片自动上料机构、cdro导流盘定位柱和dtro导流盘定位柱的相互配合,兼容dtro导流盘和cdro导流盘的组装,实现工序人机隔离,节省人力,提高装配良率和生产效率。
6.本发明的技术方案是:一种兼容dtro导流盘和cdro导流盘组装的设备,包括输送机构、移栽上料机构、凸轮分割器转动盘机构、o型密封圈送料机构、压装o型密封圈机构、翻转机构、导流盘组装机器人机构、视觉引导叠盘机构、装配不合格品剔除输送机构、正面视觉检测机构、反面视觉检测机构、反渗透膜片安装机器人机构、反渗透膜片自动上料机构、cdro导流盘定位柱和dtro导流盘定位柱;所述输送机构用于将导流盘输送至移栽上料机构;所述移栽上料机构用于进行导流盘上料,将导流盘移栽至凸轮分割器转动盘机构上;所述o型密封圈送料机构用于进行o型密封圈的送料,将o型密封圈输送至o型密封圈送料机构的上料位置;所述压装o型密封圈机构用于将o型密封圈压进导流盘内;所述翻转机构用于将导流盘进行翻转;所述凸轮分割器转动盘机构用于带动导流盘旋转,使导流盘到达下一个工位;
7.所述正面视觉检测机构用于检测导流盘正面o型密封圈压装是否合格;
8.所述反面视觉检测机构用于检测导流盘反面o型密封圈压装是否合格;
9.所述导流盘组装机器人机构用于根据正面视觉检测机构和反面视觉检测机构的检测结果将不合格的导流盘移栽至装配不合格品剔除输送机构,将合格的导流盘移栽至cdro导流盘定位柱或dtro导流盘定位柱;
10.所述cdro导流盘定位柱用于cdro导流盘和膜片进行装配;
11.所述dtro导流盘定位柱用于dtro导流盘和膜片进行装配;
12.所述视觉引导叠盘机构用于将导流盘组装机器人机构移栽的合格的导流盘进行定位;
13.所述装配不合格品剔除输送机构用于将不合格的导流盘输送至不良品区域;
14.所述反渗透膜片安装机器人机构用于将定位后的膜片移栽至cdro导流盘定位柱或dtro导流盘定位柱;
15.所述反渗透膜片自动上料机构用于将膜片进行定位;
16.所述凸轮分割器转动盘机构设置在中间,沿着凸轮分割器转动盘机构的外围依次设置输送机构、移栽上料机构、压装o型密封圈机构、翻转机构、压装o型密封圈机构、翻转机构、正面视觉检测机构、反面视觉检测机构和反渗透膜片安装机器人机构;所述o型密封圈送料机构设置在压装o型密封圈机构的外侧,导流盘组装机器人机构设置在正面视觉检测机构的外侧,视觉引导叠盘机构设置在反面视觉检测机构的外侧,所述cdro导流盘定位柱和dtro导流盘定位柱设置在视觉引导叠盘机构的外侧,且dtro导流盘定位柱设置在cdro导流盘定位柱的外侧,所述装配不合格品剔除输送机构设置在导流盘组装机器人机构的外侧,所述反渗透膜片自动上料机构设置在反渗透膜片安装机器人机构的外侧。
17.dtro导流盘定位柱设置在cdro导流盘定位柱的外侧,是根据dtro导流盘和cdro导流盘的尺寸和形状来确定,使得dtro导流盘和cdro导流盘的组装时无需调整其他结构的位置,且方便导流盘和膜片的组装,从而提高导流盘组装的效率,节约空间。
18.进一步地,所述反渗透膜片自动上料机构的两侧分别对称设置输送机构、移栽上料机构、o型密封圈送料机构、压装o型密封圈机构、翻转机构、凸轮分割器转动盘机构、导流盘组装机器人机构、视觉引导叠盘机构、装配不合格品剔除输送机构、正面视觉检测机构、反面视觉检测机构、反渗透膜片安装机器人机构。
19.反渗透膜片自动上料机构的左侧和右侧的设别可同时工作,进行导流盘的组装,空间布局安排合理。通过电气控制系统设置相应的参数从而控制各个气缸的动作,气缸的磁性开关发出到位信号给电气控制系统,从而进行导流盘的组装。反渗透膜片自动上料机构的左侧和右侧组装的导流盘是相同的,当需要进行另外一种导流盘组装时,需要先设置电气控制系统的参数,适用于新的导流盘的组装,然后开机后即可实现新的导流盘的组装。
20.进一步地,所述输送机构包括导流盘输送皮带线体和分隔阻挡气缸,导流盘输送皮带线体用于输送导流盘,分隔阻挡气缸通过阻挡导流盘的移动,将导流盘逐一移动至输送机构的上料位置,控制导流盘的上料节拍。
21.进一步地,所述凸轮分割器转动盘机构包括设备底座、凸轮分割器、导流盘旋转板和旋转驱动电机;所述凸轮分割器和旋转驱动电机安装在设备底座上;导流盘旋转板安装在凸轮分割器上;所述导流盘旋转板的中间为圆盘状结构,圆盘状结构和长板状结构连接,
长板状结构和圆盘状结构上设置圆孔;长板状结构共8个,均匀设置在圆盘状结构的外侧;所述旋转驱动电机用于驱动凸轮分割器旋转;所述凸轮分割器用于带动导流盘旋转板旋转;导流盘置于长板状结构上,导流盘和圆孔相对应,长板状结构和移栽上料机构、压装o型密封圈机构、翻转机构相对应;凸轮分割器旋转一个分度,带动导流盘旋转板旋转一个分度,长板状结构和导流盘旋转至下一工位。
22.进一步地,所述移栽上料机构包括移栽机构支架、移栽气缸、移栽升降气缸、移栽抓取夹爪气缸和导流盘定位阻挡气缸;所述移栽机构支架设置在输送机构的上侧,移栽机构支架的下端固定在设备底座上,移栽气缸安装在移栽机构支架的上部,移栽升降气缸安装在移栽气缸的下端,移栽抓取夹爪气缸安装在移栽升降气缸的下端,导流盘定位阻挡气缸安装在移栽机构支架的下部;所述移栽气缸用于驱动移栽升降气缸在导流盘定位阻挡气缸上侧和导流盘旋转板上侧之间进行直线移动;所述移栽升降气缸用于控制移栽抓取夹爪气缸进行上下移动;所述移栽抓取夹爪气缸用于抓取导流盘定位阻挡气缸定位后的导流盘;所述导流盘定位阻挡气缸通过开合将输送机构的上料位置的导流盘定位。
23.进一步地,所述o型密封圈送料机构包括外护罩、o型密封圈缓冲料仓、震动盘、震动底盘座和o型密封圈上料驱动气缸,所述o型密封圈缓冲料仓、震动盘、震动底盘座和o型密封圈上料驱动气缸均设置在外护罩的内部,外护罩的上端开口,o型密封圈缓冲料仓设置在震动盘的上侧,震动盘固定在震动底盘座上,o型密封圈上料驱动气缸的下端固定在外护罩上,另一端和o型密封圈缓冲料仓连接;所述o型密封圈缓冲料仓为中间开口,两端可旋转的连接在外护罩上的结构,当o型密封圈缓冲料仓向下旋转打开时,o型密封圈从o型密封圈缓冲料仓中下落,当o型密封圈缓冲料仓关闭时,o型密封圈储存在o型密封圈缓冲料仓中;所述o型密封圈上料驱动气缸用于带动o型密封圈缓冲料仓打开或关闭,用于控制o型密封圈从o型密封圈缓冲料仓下落至震动盘中;所述震动盘用于将o型密封圈进行震动排序送料,使得o型密封圈到达震动盘的上料位置。
24.进一步地,所述压装o型密封圈机构包括压装底座、拨料滑轨、拨料组件、拨料驱动气缸、取压圈驱动气缸、取圈夹爪气缸、压圈移栽驱动气缸、压圈驱动气缸、压圈外套、导流盘定位夹爪气缸和下顶升气缸;所述压装底座固定在设备底座上,拨料驱动气缸、压圈移栽驱动气缸和下顶升气缸固定在设备底座上;所述拨料滑轨固定在压装底座上,拨料滑轨的一端和震动盘的上料位置连接,另一端设置o型密封圈的取料位置;拨料滑轨的上侧设置拨料组件,拨料组件沿着拨料滑轨移动;所述拨料组价为类t型结构,一端和拨料驱动气缸连接,另外两端位于同一直线,且与拨料滑轨同向,位于同一直线的两端的下侧固定螺栓,螺栓插入o型密封圈内,用于带动o型密封圈和拨料组件同向移动;所述拨料驱动气缸用于驱动拨料组件沿着拨料滑轨移动;
25.所述导流盘定位夹爪气缸设置在导流盘旋转板的下侧,通过穿过导流盘旋转板的圆孔后插入导流盘内,驱动夹爪内撑导流盘对导流盘进行定位;所述下顶升气缸和导流盘定位夹爪气缸连接,用于驱动导流盘定位夹爪气缸进行上下移动;
26.所述取压圈驱动气缸和压圈移栽驱动气缸连接,取圈夹爪气缸和压圈驱动气缸安装在取压圈驱动气缸上,压圈驱动气缸设置在取圈夹爪气缸的上侧,取压圈驱动气缸用于驱动取圈夹爪气缸和压圈驱动气缸同时进行上下移动;所述取圈夹爪气缸设置在导流盘旋转板的上侧,通过驱动夹爪内撑o型密封圈,将o型密封圈固定在取圈夹爪气缸的夹爪上;所
述压圈移栽驱动气缸用于驱动取压圈驱动气缸移动,取压圈驱动气缸带动取圈夹爪气缸和压圈驱动气缸从o型密封圈的取料位置上侧移动至导流盘定位夹爪气缸上侧;所述压圈驱动气缸用于驱动压圈外套进行上下移动;所述压圈外套套设在取圈夹爪气缸的外侧,用于将取圈夹爪气缸的夹爪上固定的o型密封圈下压,使得o型密封圈从取圈夹爪气缸的夹爪下压至导流盘定位夹爪气缸上定位的导流盘内。
27.进一步地,所述翻转机构包括翻转底座、翻转上下驱动气缸、翻转气缸和翻转夹取气缸;所述翻转底座固定在设备底座上,翻转上下驱动气缸固定在设备底座上,翻转气缸和翻转上下驱动气缸连接,翻转夹取气缸和翻转气缸连接;所述翻转上下驱动气缸用于驱动翻转气缸上下移动,翻转气缸带动翻转夹取气缸同时进行上下移动;所述翻转夹取气缸用于夹取导流盘;所述翻转气缸用于将翻转夹取气缸翻转,翻转夹取气缸带动导流盘翻转。
28.进一步地,所述装配不合格品剔除输送机构包括不合格品滑道和不合格品输送皮带线,不合格品滑道倾斜向下设置,上部固定在设备底座上,下部固定在不合格品输送皮带线上,不合格品滑道的位置与导流盘组装机器人机构位置相对应。
29.进一步地,所述导流盘组装机器人机构包括导流盘组装机器人和导流盘组装夹取气缸;所述导流盘组装机器人一端固定在设备底座上,另一端固定导流盘组装夹取气缸;所述导流盘组装机器人根据正面视觉检测机构和反面视觉检测机构的检测结果带动导流盘组装夹取气缸移动至不合格品滑道、cdro导流盘定位柱或dtro导流盘定位柱;所述导流盘组装夹取气缸用于夹取导流盘。
30.进一步地,所述视觉引导叠盘机构包括视觉支架、视觉相机i和视觉光源,所述视觉支架固定在设备底座上,视觉相机i和视觉光源固定在视觉支架上,视觉光源设置在视觉相机i的上侧;所述视觉相机i用于对导流盘进行拍照,从而对导流盘进行定位。
31.进一步地,所述正面视觉检测机构和反面视觉检测机构均包括视觉相机支架和视觉相机ii,视觉相机支架固定在设备底座上,视觉相机ii固定在视觉相机支架上;视觉相机支架的高度低于导流盘组装机器人的高度,且反面视觉检测机构的视觉相机支架的高度低于视觉引导叠盘机构的高度。
32.进一步地,所述反渗透膜片自动上料机构包括膜片输送辊筒线、工装定位组件、二次定位组件和膜片工装;所述膜片输送辊筒线用于输送膜片和膜片工装;所述膜片工装设置在膜片输送辊筒线上,膜片放置在膜片工装上;所述工装定位组件通过向内侧推膜片工装,将膜片工装和膜片定位在膜片输送辊筒线的中间位置;所述二次定位组件用于将膜片定位在二次定位组件上。
33.进一步地,所述反渗透膜片安装机器人机构包括包括膜片抓取机器人和膜片抓取夹具,所述膜片抓取机器人一端固定在设备底座上,另一端固定膜片抓取夹具,所述膜片抓取机器人用于带动膜片抓取夹具从工装定位组件移动至二次定位组件,或从二次定位组件移动至cdro导流盘定位柱或dtro导流盘定位柱;所述膜片抓取夹具用于抓取膜片。
34.采用上述技术方案,本发明实现的有益效果如下:
35.(1)本发明的设备实现了dtro导流盘和cdro导流盘的自动化组装,实现快速连续作业,解放人工重复性工作,方便管理,有利于信息化、智能化、自动化的生产作业,且只需要一台设备可进行dtro导流盘和cdro导流盘两种不同导流盘的组装,结构紧凑、占地面积小。
36.(2)通过凸轮分割器转动盘机构的旋转使移栽上料机构实现脱离人工的自动上料;压装o型密封圈机构实现导流盘的正面或反面进行o型密封圈自动压装;翻转机构实现导流盘自动翻转180
°
;兼容dtro导流盘和cdro导流盘的压装o型密封圈机构通过导流盘正面和反面2次压装,实现o型密封圈压装合格率和效率显著提升;正面视觉检测机构和反面视觉检测机构实现对o型密封圈压装的检测,避免不合格品进入下一道工序;视觉引导叠盘机构和导流盘组装机器人机构配合实现导流盘堆叠装配;整个导流盘组装过程中无需人员加入,实现工序人机隔离,消除人工装圈和堆叠的效率低和失误率高的风险,节约大量的人工成本和提高了生产效率。
37.(3)反渗透膜片自动上料机构的左侧和右侧的设备可以同时对导流盘进行组装,显著加快导流盘组装效率。
38.(4)本发明中通过气缸的磁性开关发出到位信号给电气控制系统,电气控制系统控制气缸的动作,以及cdro导流盘定位柱和dtro导流盘定位柱的配合,实现兼容dtro导流盘和cdro导流盘的组装。
附图说明
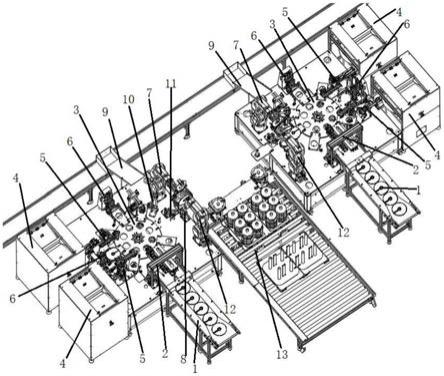
39.图1为本发明的结构示意图;
40.图2为输送机构的结构示意图;
41.图3为移栽上料机构的结构示意图;
42.图4为o型密封圈送料机构的结构示意图;
43.图5为凸轮分割器转动盘机构的结构示意图;
44.图6为凸轮分割器转动盘机构的侧视图;
45.图7为压装o型密封圈机构的结构示意图;
46.图8为翻转机构的结构示意图;
47.图9为装配不合格品剔除输送机构的结构示意图;
48.图10为导流盘组装机器人机构的结构示意图;
49.图11为视觉引导叠盘机构的结构示意图;
50.图12为正面视觉检测机构的结构示意图;
51.图13为反面视觉检测机构的结构示意图;
52.图14为反渗透膜片安装机器人机构的结构示意图;
53.图15为反渗透膜片自动上料机构的结构示意图。
54.图中,输送机构1、移栽上料机构2、凸轮分割器转动盘机构3、o型密封圈送料机构4、压装o型密封圈机构5、翻转机构6、导流盘组装机器人机构7、视觉引导叠盘机构8、装配不合格品剔除输送机构9、正面视觉检测机构10、反面视觉检测机构11、反渗透膜片安装机器人机构12、反渗透膜片自动上料机构13、cdro导流盘定位柱14、dtro导流盘定位柱15、导流盘16、o型密封圈17、导流盘输送皮带线体18、分隔阻挡气缸19、移栽机构支架21、移栽气缸22、移栽升降气缸23、移栽抓取夹爪气缸24、导流盘定位阻挡气缸25、设备底座31、凸轮分割器32、导流盘旋转板33、旋转驱动电机34、圆盘状结构35、长板状结构36、圆孔37、外护罩41、o型密封圈缓冲料仓42、震动盘43、震动底盘座44、o型密封圈上料驱动气缸45、压装底座51、拨料滑轨52、拨料组件53、拨料驱动气缸54、取压圈驱动气缸55、取圈夹爪气缸56、压圈移栽
驱动气缸57、压圈驱动气缸58、压圈外套59、导流盘定位夹爪气缸510、下顶升气缸511、螺栓512、翻转底座61、翻转上下驱动气缸62、翻转气缸63、翻转夹取气缸64、导流盘组装机器人71、导流盘组装夹取气缸72、视觉支架81、视觉相机i 82、视觉光源83、不合格品滑道91、不合格品输送皮带线92、视觉相机支架101、视觉相机ii 102、膜片抓取机器人121、膜片抓取夹具122、膜片输送辊筒线131、工装定位组件132、二次定位组件133、膜片工装134。
具体实施方式
55.下面结合附图和具体实施方式对本发明作进一步详细的说明。
56.实施例1
57.参照图1-15中,一种兼容dtro导流盘和cdro导流盘组装的设备,包括输送机构1、移栽上料机构2、凸轮分割器转动盘机构3、o型密封圈送料机构4、压装o型密封圈机构5、翻转机构6、导流盘组装机器人机构7、视觉引导叠盘机构8、装配不合格品剔除输送机构9、正面视觉检测机构10、反面视觉检测机构11、反渗透膜片安装机器人机构12、反渗透膜片自动上料机构13、cdro导流盘定位柱14和dtro导流盘定位柱15;所述输送机构1用于将导流盘16输送至移栽上料机构2;所述移栽上料机构2用于进行导流盘16上料,将导流盘移栽至凸轮分割器转动盘机构3上;所述o型密封圈送料机构4用于进行o型密封圈17的送料,将o型密封圈17输送至o型密封圈送料机构4的上料位置;所述压装o型密封圈机构5用于将o型密封圈17压进导流盘16内;所述翻转机构6用于将导流盘16进行翻转;所述凸轮分割器转动盘机构3用于带动导流盘16旋转,使导流盘16到达下一个工位;
58.所述正面视觉检测机构10用于检测导流盘16正面o型密封圈17压装是否合格;
59.所述反面视觉检测机构11用于检测导流盘16反面o型密封圈17压装是否合格;
60.所述导流盘组装机器人机构7用于根据正面视觉检测机构10和反面视觉检测机构11的检测结果将不合格的导流盘16移栽至装配不合格品剔除输送机构9,将合格的导流盘16移栽至cdro导流盘定位柱14或dtro导流盘定位柱15;
61.所述cdro导流盘定位柱14用于cdro导流盘和膜片进行装配;cdro导流盘定位柱上可叠装16片cdro导流盘;
62.所述dtro导流盘定位柱15用于dtro导流盘和膜片进行装配;dtro导流盘定位柱上可叠装18片dtro导流盘;
63.所述视觉引导叠盘机构8用于将导流盘组装机器人机构7移栽的合格的导流盘16进行定位;
64.所述装配不合格品剔除输送机构9用于将不合格的导流盘16输送至不良品区域;
65.所述反渗透膜片安装机器人机构12用于将定位后的膜片移栽至cdro导流盘定位柱14或dtro导流盘定位柱15;
66.所述反渗透膜片自动上料机构13用于将膜片进行定位;
67.所述凸轮分割器转动盘机构3设置在中间,沿着凸轮分割器转动盘机构3的外围依次设置输送机构1、移栽上料机构2、压装o型密封圈机构5、翻转机构6、压装o型密封圈机构5、翻转机构6、正面视觉检测机构10、反面视觉检测机构11和反渗透膜片安装机器人机构12;所述o型密封圈送料机构4设置在压装o型密封圈机构5的外侧,导流盘组装机器人机构7设置在正面视觉检测机构10的外侧,视觉引导叠盘机构8设置在反面视觉检测机构11的外
侧,所述cdro导流盘定位柱14和dtro导流盘定位柱15设置在视觉引导叠盘机构8的外侧,且dtro导流盘定位柱15设置在cdro导流盘定位柱14的外侧,所述装配不合格品剔除输送机构9设置在导流盘组装机器人机构7的外侧,所述反渗透膜片自动上料机构13设置在反渗透膜片安装机器人机构12的外侧。
68.进一步地,所述反渗透膜片自动上料机构12的两侧分别对称设置输送机构1、移栽上料机构2、o型密封圈送料机构4、压装o型密封圈机构5、翻转机构6、凸轮分割器转动盘机构3、导流盘组装机器人机构7、视觉引导叠盘机构8、装配不合格品剔除输送机构9、正面视觉检测机构10、反面视觉检测机构11、反渗透膜片安装机器人机构12。
69.进一步地,所述输送机构1包括导流盘输送皮带线体18和分隔阻挡气缸19,导流盘输送皮带线体18用于输送导流盘16,分隔阻挡气缸19通过阻挡导流盘16的移动,将导流盘16逐一移动至输送机构1的上料位置,控制导流盘16的上料节拍。
70.进一步地,所述凸轮分割器转动盘机构3包括设备底座31、凸轮分割器32、导流盘旋转板33和旋转驱动电机34;所述凸轮分割器32和旋转驱动电机34安装在设备底座31上;导流盘旋转板33安装在凸轮分割器32上;所述导流盘旋转板33的中间为圆盘状结构35,圆盘状结构35和长板状结构36连接,长板状结构36和圆盘状结构35上设置圆孔37;长板状36结构共8个,均匀设置在圆盘状结构35的外侧;所述旋转驱动电机34用于驱动凸轮分割器32旋转;所述凸轮分割器32用于带动导流盘旋转板33旋转;导流盘16置于长板状结构36上,导流盘16和圆孔37相对应,长板状结构36和移栽上料机构2、压装o型密封圈机构5、翻转机构6相对应;凸轮分割器32旋转一个分度,带动导流盘旋转板33旋转一个分度,长板状结构36和导流盘16旋转至下一工位。
71.进一步地,所述移栽上料机构2包括移栽机构支架21、移栽气缸22、移栽升降气缸23、移栽抓取夹爪气缸24和导流盘定位阻挡气缸25;所述移栽机构支架21设置在输送机构1的上侧,移栽机构支架21的下端固定在设备底座31上,移栽气缸22安装在移栽机构支架21的上部,移栽升降气缸23安装在移栽气缸22的下端,移栽抓取夹爪气缸24安装在移栽升降气缸23的下端,导流盘定位阻挡气缸25安装在移栽机构支架21的下部;所述移栽气缸22用于驱动移栽升降气缸23在导流盘定位阻挡气缸25上侧和导流盘旋转板33上侧之间进行直线移动;所述移栽升降气缸23用于控制移栽抓取夹爪气缸24进行上下移动;所述移栽抓取夹爪气缸24用于抓取导流盘定位阻挡气缸25定位后的导流盘16;所述导流盘定位阻挡气缸25通过开合将输送机构1的上料位置的导流盘16定位。
72.进一步地,所述o型密封圈送料机构4包括外护罩41、o型密封圈缓冲料仓42、震动盘43、震动底盘座44和o型密封圈上料驱动气缸45,所述o型密封圈缓冲料仓42、震动盘43、震动底盘座44和o型密封圈上料驱动气缸45均设置在外护罩41的内部,外护罩41的上端开口,o型密封圈缓冲料仓42设置在震动盘43的上侧,震动盘43固定在震动底盘座44上,o型密封圈上料驱动气缸45的下端固定在外护罩41上,另一端和o型密封圈缓冲料仓42连接;所述o型密封圈缓冲料仓42为中间开口,两端可旋转的连接在外护罩41上的结构,当o型密封圈缓冲料仓42向下旋转打开时,o型密封圈17从o型密封圈缓冲料仓42中下落,当o型密封圈缓冲料仓42关闭时,o型密封圈17储存在o型密封圈缓冲料仓42中;所述o型密封圈上料驱动气缸45用于带动o型密封圈缓冲料仓42打开或关闭,用于控制o型密封圈17从o型密封圈缓冲料仓42下落至震动盘43中;所述震动盘43用于将o型密封圈17进行震动排序送料,使得o型
密封圈17到达震动盘43的上料位置。
73.进一步地,所述压装o型密封圈机构5包括压装底座51、拨料滑轨52、拨料组件53、拨料驱动气缸54、取压圈驱动气缸55、取圈夹爪气缸56、压圈移栽驱动气缸57、压圈驱动气缸58、压圈外套59、导流盘定位夹爪气缸510和下顶升气缸511;所述压装底座51固定在设备底座31上,拨料驱动气缸54、压圈移栽驱动气缸57和下顶升气缸511固定在设备底座31上;所述拨料滑轨52固定在压装底座51上,拨料滑轨52的一端和震动盘43的上料位置连接,另一端设置o型密封圈17的取料位置;拨料滑轨52的上侧设置拨料组件53,拨料组件53沿着拨料滑轨52移动;所述拨料组价53为类t型结构,一端和拨料驱动气缸54连接,另外两端位于同一直线,且与拨料滑轨52同向,位于同一直线的两端的下侧固定螺栓512,螺栓512插入o型密封圈17内,用于带动o型密封圈17和拨料组件53同向移动;所述拨料驱动气缸54用于驱动拨料组件53沿着拨料滑轨52移动;
74.所述导流盘定位夹爪气缸510设置在导流盘旋转板33的下侧,通过穿过导流盘旋转板33的圆孔27后插入导流盘16内,驱动夹爪内撑导流盘16对导流盘16进行定位;所述下顶升气缸511和导流盘定位夹爪气缸510连接,用于驱动导流盘定位夹爪气缸510进行上下移动;
75.所述取压圈驱动气缸55和压圈移栽驱动气缸57连接,取圈夹爪气缸56和压圈驱动气缸58安装在取压圈驱动气缸55上,压圈驱动气缸58设置在取圈夹爪气缸56的上侧,取压圈驱动气缸55用于驱动取圈夹爪气缸56和压圈驱动气缸58同时进行上下移动;所述取圈夹爪气缸56设置在导流盘旋转板33的上侧,通过驱动夹爪内撑o型密封圈17,将o型密封圈17固定在取圈夹爪气缸56的夹爪上;所述压圈移栽驱动气缸57用于驱动取压圈驱动气缸55移动,取压圈驱动气缸55带动取圈夹爪气缸56和压圈驱动气缸58从o型密封圈17的取料位置上侧移动至导流盘定位夹爪气缸510上侧;所述压圈驱动气缸58用于驱动压圈外套59进行上下移动;所述压圈外套59套设在取圈夹爪气缸56的外侧,用于将取圈夹爪气缸56的夹爪上固定的o型密封圈17下压,使得o型密封圈17从取圈夹爪气缸56的夹爪下压至导流盘定位夹爪气缸510上定位的导流盘16内。
76.进一步地,所述翻转机构6包括翻转底座61、翻转上下驱动气缸62、翻转气缸63和翻转夹取气缸64;所述翻转底座61固定在设备底座31上,翻转上下驱动气缸62固定在设备底座31上,翻转气缸63和翻转上下驱动气缸62连接,翻转夹取气缸64和翻转气缸63连接;所述翻转上下驱动气缸62用于驱动翻转气缸63上下移动,翻转气缸63带动翻转夹取气缸64同时进行上下移动;所述翻转夹取气缸64用于夹取导流盘16;所述翻转气缸63用于将翻转夹取气缸64翻转,翻转夹取气缸64带动导流盘16翻转。
77.进一步地,所述装配不合格品剔除输送机构9包括不合格品滑道91和不合格品输送皮带线92,不合格品滑道91倾斜向下设置,上部固定在设备底座31上,下部固定在不合格品输送皮带线92上,不合格品滑道91的位置与导流盘组装机器人机构7位置相对应。
78.进一步地,所述导流盘组装机器人机构7包括导流盘组装机器人71和导流盘组装夹取气缸72;所述导流盘组装机器人71一端固定在设备底座31上,另一端固定导流盘组装夹取气缸72;所述导流盘组装机器人71根据正面视觉检测机构10和反面视觉检测机构11的检测结果带动导流盘组装夹取气缸72移动至不合格品滑道91、cdro导流盘定位柱14或dtro导流盘定位柱15;所述导流盘组装夹取气缸72用于夹取导流盘16。
79.进一步地,所述视觉引导叠盘机构8包括视觉支架81、视觉相机i 82和视觉光源83,所述视觉支架81固定在设备底座31上,视觉相机i 82和视觉光源83固定在视觉支架81上,视觉光源83设置在视觉相机i 82的上侧;所述视觉相机i 82用于对导流盘16进行拍照,从而对导流盘16进行定位。
80.进一步地,所述正面视觉检测机构10和反面视觉检测机构11均包括视觉相机支架101和视觉相机ii 102,视觉相机支架101固定在设备底座31上,视觉相机ii 102固定在视觉相机支架101上;视觉相机支架101的高度低于导流盘组装机器人71的高度,且反面视觉检测机构11的视觉相机支架101的高度低于视觉引导叠盘机构8的高度。
81.进一步地,所述反渗透膜片自动上料机构13包括膜片输送辊筒线131、工装定位组件132、二次定位组件133和膜片工装134;所述膜片输送辊筒线131用于输送膜片和膜片工装134;所述膜片工装134设置在膜片输送辊筒线131上,膜片放置在膜片工装134上;所述工装定位组件132通过向内侧推膜片工装134,将膜片工装134和膜片定位在膜片输送辊筒线131的中间位置;所述二次定位组件133用于将膜片定位在二次定位组件133上。
82.进一步地,所述反渗透膜片安装机器人机构12包括包括膜片抓取机器人121和膜片抓取夹具122,所述膜片抓取机器人121一端固定在设备底座31上,另一端固定膜片抓取夹具122,所述膜片抓取机器人121用于带动膜片抓取夹具122从工装定位组件132移动至二次定位组件133,或从二次定位组件133移动至cdro导流盘定位柱14或dtro导流盘定位柱15;所述膜片抓取夹具122用于抓取膜片。
83.本发明的一种兼容dtro导流盘和cdro导流盘组装的设备的工作方法,具体步骤如下:
84.s1、导流盘16通过导流盘输送皮带线体18输送,由分隔阻挡气缸19控制导流盘16的上料节拍,导流盘16逐一移动至输送机构1的上料位置;
85.s2、通过导流盘定位阻挡气缸25将输送机构1的上料位置的导流盘16定位,移栽气缸22驱动移栽升降气缸23移动至导流盘定位阻挡气缸25定位后的导流盘16的上方,移栽升降气缸23驱动移栽抓取夹爪气缸24下压,由移栽抓取夹爪气缸24抓取导流盘16,然后移栽升降气缸23驱动移栽抓取夹爪气缸24上升,移栽气缸22驱动移栽升降气缸23移动至导流盘旋转板33的长板状结构36上方,移栽抓取夹爪气缸24将导流盘16放置在长板状结构36上,完成导流盘16的上料;
86.s3、o型密封圈17放置在o型密封圈缓冲料仓42中,o型密封圈上料驱动气缸45驱动o型密封圈缓冲料仓42向下打开,o型密封圈17下落至震动盘43中,震动盘43进行o型密封圈17的震动排序送料,o型密封圈17到达震动盘43的上料位置,完成o型密封圈17的上料;
87.s4、凸轮分割器32在旋转驱动电机34的驱动下旋转一个分度,凸轮分割器32为从移栽上料机构2方向向压装o型密封圈机构5方向旋转,左侧的凸轮分割器32顺时针旋转,右侧的凸轮分割器32逆时针旋转,导流盘16旋转至下一工位,即压装o型密封圈机构5的导流盘定位夹爪气缸510的上侧,下顶升气缸511向上顶起导流盘定位夹爪气缸510,使导流盘定位夹爪气缸510插入导流盘16内,导流盘定位夹爪气缸510的夹爪内撑导流盘16,将导流盘16定位;
88.然后拨料组件53插入震动盘43的上料位置处的o型密封圈17内,拨料驱动气缸54驱动拨料组件53移动,带动o型密封圈17到达取料位置;
89.取压圈驱动气缸55下压,带动取圈夹爪气缸56插入o型密封圈17,取圈夹爪气缸56驱动夹爪内撑o型密封圈17,从而取到o型密封圈17;接着取压圈驱动气缸55上升,带动取圈夹爪气缸56和o型密封圈17上升;压圈移栽驱动气缸57驱动取压圈驱动气缸55移动,取压圈驱动气缸55带动取圈夹爪气缸56和压圈驱动气缸58移动至导流盘定位夹爪气缸510上侧,取压圈驱动气缸55下压带动取圈夹爪气缸56压在导流盘定位夹爪气缸210定位的导流盘16上,然后压圈驱动气缸58下压使得压圈外套59将o型密封圈17压进导流盘16内,完成导流盘16的正面o型密封圈17压装,最后压圈驱动气缸58、取圈夹爪气缸56、取压圈驱动气缸55和压圈移栽驱动气缸57按顺序复位;
90.s5、凸轮分割器32在旋转驱动电机34的驱动下旋转一个分度,左侧的凸轮分割器32顺时针旋转,右侧的凸轮分割器32逆时针旋转,完成正面o型密封圈17压装后的导流16旋转至下一工位;翻转上下驱动气缸62下压使得翻转夹取气缸64移动至正面o型密封圈17压装后的导流盘16处,翻转夹取气缸64夹取导流盘16后,翻转上下驱动气缸62上升,翻转气缸63带动翻转夹取气缸64和导流盘16翻转180度;然后翻转上下驱动气缸62下压使得翻转夹取气缸64移动至导流盘旋转板33的长板状结构36上方,翻转夹取气缸64张开夹爪,完成正面o型密封圈17压装后的导流盘16翻转;
91.s6、重复s4,完成导流盘16的反面o型密封圈17压装;
92.s7、重复s5,完成反面o型密封圈17压装后的导流盘16翻转;
93.s8、凸轮分割器32在旋转驱动电机34的驱动下旋转一个分度,左侧的凸轮分割器32顺时针旋转,右侧的凸轮分割器32逆时针旋转,在凸轮分割器32旋转的过程中,正面视觉检测机构10的视觉相机ii 102检测导流盘16的正面o型密封圈17压装是否合格,检测结果传输给导流盘组装机器人71,导流盘组装机器人71驱动导流盘组装夹取气缸72移动至导流盘16处,导流盘组装夹取气缸72夹取导流盘16;然后导流盘组装机器人71驱动导流盘组装夹取气缸72移动,带动导流盘16移动至视觉相机i 82和视觉光源83的上方,在导流盘16移动至视觉相机i 82上方的过程中,反面视觉检测机构11的视觉相机ii 102检测导流盘16的反面o型密封圈17压装是否合格,检测结果传输给导流盘组装机器人71;根据正面视觉检测结构10和反面视觉检测机构11的检测结果,导流盘组装机器人71驱动导流盘组装夹取气缸72把o型密封圈17压装不合格的导流盘16移栽至不合格品滑道91,然后滑进不合格品输送皮带线92,输送至不良品区域;o型密封圈17压装合格的导流盘16由视觉相机i 82完成定位,定位结果传输至导流盘组装机器人71,导流盘组装机器人71驱动导流盘组装夹取气缸72把导流盘16移动至cdro导流盘定位柱14或dtro导流盘定位柱15,完成导流盘16和o型密封圈17的组装;
94.s9、膜片放置在膜片工装134上,膜片输送辊筒线131将膜片工装134和膜片输送至工装定位组件132处,工装定位组件132对膜片工装134进行定位;定位完成后膜片抓取机器人121驱动膜片抓取夹具122移动至定位后的膜片上方,膜片抓取夹具122抓取膜片,膜片抓取机器人121驱动膜片抓取夹具122移动至二次定位组件133,膜片抓取夹具122将膜片放置在二次定位组件133上进行定位;然后膜片抓取夹具122抓取膜片,膜片抓取机器人121驱动膜片抓取夹具122移动至cdro导流盘定位柱14或dtro导流盘定位柱15,膜片抓取夹具122将膜片放置进cdro导流盘定位柱14或dtro导流盘定位柱15完成导流盘16和膜片的组装,完成导流盘16的组装。