1.本实用新型涉及机械加工夹具技术领域,尤其涉及一种高精度定位夹具。
背景技术:
2.目前航空航天科研等领域所用到的铸件越来越多,由于铸件结构复杂式薄壁铸件,不规则导致机加时装夹方面带来不便,同时很难保证精密度。
3.传统加工方法是选择铸件面不加工的区域来装夹,由于铸件本身各方的因素导致装夹不方便,加工时间长。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的在于提供一种高精度定位夹具,其可以对不同形状的工件进行定位。
5.本实用新型的目的采用以下技术方案实现:
6.一种高精度定位夹具,包括定位座以及多个定位组件,所述定位座的顶端面形成为定位面,所述多个定位组件均设于所述定位面上,所述定位组件包括定位块以及定位压片;多个定位块固接于所述定位面上,多个定位块绕定位做的中心轴线圆周间隔分布;定位压片以可拆卸的方式安装于所述定位块上并与定位压片间隔形成定位间隔。
7.进一步地,所述定位面由一侧至另一侧逐渐向下倾斜。
8.进一步地,所述定位块的顶端面为斜面,所述斜面的倾斜方向与所述定位面的倾斜方向一致。
9.进一步地,所述定位压片上设有第一连接孔,所述定位块上设有第二连接孔;所述第一连接孔内穿接有连接件。
10.进一步地,所述第一连接孔为条形孔。
11.进一步地,高精度定位夹具还包括底座,所述底座的两侧均设有定位柱;所述定位座的底端两侧均设有定位孔,所述定位柱用于插装至所述定位孔内。
12.进一步地,所述底座的两侧均设有两个定位柱,所述定位座的底端两侧均设有两个定位孔。
13.相比现有技术,本实用新型的有益效果在于:其在进行定位时,可以将工件的底端不同位置抵接至不同的定位块上,然后通过对应的定位压片压接在对应定位块上的工件部分,工件的部分便可夹持在由定位块与定位压片形成的定位间隔内,由于定位压片与定位块之间的间隔可以根据实际放置在定位块的工件部分厚度进行单独调整,因而可以适用于不规则工件的定位,且适用的工件更多。
附图说明
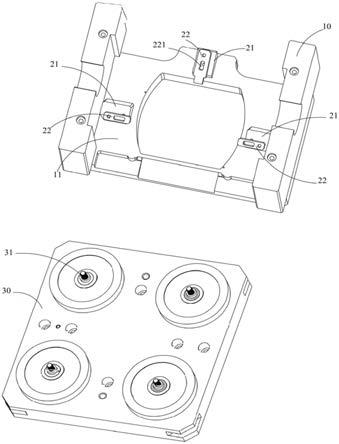
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的装夹结构示意图。
16.图中:10、定位座;11、定位面;21、定位块;22、定位压片; 221、第一连接孔;30、底座;31、定位柱;40、工件。
具体实施方式
17.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
18.如图1以及图2所示的一种高精度定位夹具,包括定位座10以及多个定位组件,上述定位座10的顶端面形成为定位面11,将多个定位组件均设于定位面11上。
19.具体定位组件包括定位块21以及定位压片22,多个定位组件的定位块21均固接于定位面11上,且多个定位块21绕定位做的中心轴线圆周间隔分布。上述定位压片22以可拆卸的方式安装于定位块 21上,并与定位压片22间隔形成定位间隔。
20.在上述结构基础上,使用本实用新型的高精度定位夹具时,在进行定位时,可以将工件40的底端不同位置抵接至不同的定位块21上,然后通过对应的定位压片22压接在对应定位块21上的工件40部分,工件40的部分便可夹持在由定位块21与定位压片22形成的定位间隔内,由于定位压片22与定位块21之间的间隔可以根据实际放置在定位块21的工件40部分厚度进行单独调整,因而可以适用于不规则工件40的定位,且适用的工件40更多。
21.需要说明的是,参见图2,图2中装夹的工件40为环状,而多个定位组件的多个定位块21可以在定位面11上围成环状,因而可以对环状工件40的不同位置进行定位装夹。
22.当然,在工件40上具有孔位时,定位压片22可以伸入到工件 40的孔位内,再与定位块21进行连接,同样也可以实现装夹,因而可以适用于不同结构工件40的定位。
23.进一步地,本实施例中,上述定位面11由一侧至另一侧逐渐向下倾斜,如此,可以适用于底面倾斜的工件40装夹,避免因工件40 底面倾斜而出现装夹不平稳的情况。
24.更具体的是,为了更加稳定的装配工件40底端未斜面的工件40,上述定位块21的顶端面为斜面,斜面的倾斜方向与定位面11的倾斜方向一致,避免因工件40底面倾斜而出现装夹不平稳的情况,装夹结构更加稳定。
25.进一步地,为了便于定位压片22与定位块21的可拆卸装夹,可以在定位压片22上设有第一连接孔221,对应在定位块21上设有第二连接孔,在工件40装配在定位块21后,对应的定位压片22的第一连接孔221内可穿接有连接件,此后使连接件的另一端插装、卡装或者螺接在第二连接孔,如此便可实现定位压片22与定位块21的可拆卸连接。
26.需要说明的是,本实施例中的连接件可以选用为现有技术中螺栓结构,在其他情况下,上述连接件业可以选用为卡销等结构。
27.进一步地,上述第一连接孔221为条形孔,连接件可以在条形孔内滑动,可以调整至不同的位置进行连接。
28.进一步地,高精度定位夹具还包括底座30,具体在底座30的两侧均设有定位柱31,对应在定位座10的底端两侧均设有定位孔,在定位座10上装夹好工件40后,可以将定位座10放置在底座30上,底座30上的定位柱31可以插装至定位座10底端的定位孔内,对定位座10进行定位,底座30可以安装于机床上,如此,每次工件40 装夹,均可由定位座10以及定位组件进行装夹定位,而定位座10在装配至与机床连接的底座30上时,可以进底座30上的定位柱31与定位座底端的定位孔进行进一步地装夹,定位更加准确,进一步提高加工精度。
29.此外,由于定位座10每次都是在机床外部进行装夹后再放入底座30,经底座30定
位后,工件40的每次装夹在机床上的位置均相同,因而工件40的加工精度更高。
30.更进一步地,上述底座30的两侧均设有两个定位柱31,定位座 10的底端两侧均设有两个定位孔,如此,底座30上可以设置四个定位柱31,对应定位座10的底端可以设置四个定位孔,因而定位座10 与底座30装夹后,可以在四周均进行定位,定位更加准确。
31.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。
技术特征:
1.一种高精度定位夹具,其特征在于,包括定位座以及多个定位组件,所述定位座的顶端面形成为定位面,所述多个定位组件均设于所述定位面上,所述定位组件包括定位块以及定位压片;多个定位块固接于所述定位面上,多个定位块绕定位做的中心轴线圆周间隔分布;定位压片以可拆卸的方式安装于所述定位块上并与定位压片间隔形成定位间隔。2.如权利要求1所述的高精度定位夹具,其特征在于,所述定位面由一侧至另一侧逐渐向下倾斜。3.如权利要求2所述的高精度定位夹具,其特征在于,所述定位块的顶端面为斜面,所述斜面的倾斜方向与所述定位面的倾斜方向一致。4.如权利要求1所述的高精度定位夹具,其特征在于,所述定位压片上设有第一连接孔,所述定位块上设有第二连接孔;所述第一连接孔内穿接有连接件。5.如权利要求4所述的高精度定位夹具,其特征在于,所述第一连接孔为条形孔。6.如权利要求1-5任一项所述的高精度定位夹具,其特征在于,高精度定位夹具还包括底座,所述底座的两侧均设有定位柱;所述定位座的底端两侧均设有定位孔,所述定位柱用于插装至所述定位孔内。7.如权利要求6所述的高精度定位夹具,其特征在于,所述底座的两侧均设有两个定位柱,所述定位座的底端两侧均设有两个定位孔。
技术总结
本实用新型公开了一种高精度定位夹具,包括定位座以及多个定位组件,所述定位座的顶端面形成为定位面,所述多个定位组件均设于所述定位面上,所述定位组件包括定位块以及定位压片;多个定位块固接于所述定位面上,多个定位块绕定位做的中心轴线圆周间隔分布;定位压片以可拆卸的方式安装于所述定位块上并与定位压片间隔形成定位间隔。本实用新型的高精度定位夹具,其可以对不同形状的工件进行定位。其可以对不同形状的工件进行定位。其可以对不同形状的工件进行定位。
技术研发人员:周将进
受保护的技术使用者:深圳市钧诚精密制造有限公司
技术研发日:2021.09.30
技术公布日:2022/1/28